СО
С

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зачистки | 1990 |
|
SU1766691A1 |
| Устройство для зачистки пластмассовых деталей | 1987 |
|
SU1470548A1 |
| Устройство для механической обработки пластмассовых изделий в форме тел вращения | 1984 |
|
SU1260228A1 |
| Многопозиционный штамп последовательного действия к прессу | 1990 |
|
SU1780915A1 |
| Устройство для съема облоя в корпусах микросхем | 1990 |
|
SU1713133A1 |
| Устройство для механической обработки деталей из пластмасс | 1981 |
|
SU939239A1 |
| Установка для удаления облоя с мелких пластмассовых деталей | 1981 |
|
SU958117A1 |
| Штамп для кустовой обрубки облоя и пробивки отверстий | 1979 |
|
SU869961A1 |
| Устройство для изготовления соеди-НиТЕльНыХ зАжиМОВ для пРОВОдОВ | 1979 |
|
SU843060A1 |
| УСТРОЙСТВО ДЛЯ СКАЛЬПИРОВАНИЯ ЗАГОТОВОК | 1992 |
|
RU2006325C1 |
Использование: удаление облоя с рези- нометаллических пальцев с высокой производительностью. Сущность изобретения: узел удаления облоя смонтирован на плите с возможностью поворота относительно вертикальной оси и выполнен в виде инструментального блока и матрицы, установленных с возможностью поворота в противоположные стороны. Инструментальный блок выполнен в виде гребенки с иголками. Матрица выполнена с отверстиями, Узел отрезки литников размещен перед узлом удаления облоя и выполнен в виде валов с дисковыми ножами. Облой захватывается иголками, концы которых входят в отверстия матрицы, и об- лой обрывается. 1 з.п. ф-лы, 7 ил.
Изобретение относится к механической обработке полимерных изделий и может быть использовано для удаления облоя с резинометаллических пальцев, изготовленных методом вулканизации.
Известно устройство для удаления облоя, которое содержит абразивный инструмент, выполненный из двух установленных с возможностью перемещения вдоль вала подпружиненных дисков с абразивным покрытием. На валу смонтированы изготовленные упругие пластины, две из которых установлены между дисками с возможностью перемещения вдоль вала втулки для поджатия к дискам упругих пластин. Через отверстие во втулках параллельно валу пропущены тросики, концы каждого из которых закреплены на пластинах 1
Диски выполнены гибкими, а упругие пластины изогнутыми и в нерабочем состоянии (втулки и в этом случае соприкасаются) изгибают диски.
Известное устройство позволяет дисками с абразивным покрытием удалять облой с боковой поверхности паза с образованием фаски на кромках ребра детали.
Недостатком известного устройства является невозможность плавного удаления (отрыва) слоя облоя и обрезки центральных литников, невозможность обработки изделий со сложным контуром и отсутствие механизмов подъема и фиксации не позволяет устройству работать в автоматическом режиме, что снижает производительность процесса.
Известен станок для удаления облоя, который содержит станину с размещенным
XJ
о о
IOs
ю
на ней поворотным столом с зажимами и копиром, на который устанавливается обрабатываемое изделие.
На направляющих установлен копир- ный ролик, для поджатия которого к копиру предусмотрен натяжной груз, который гибкой связью через блоки связан с кареткой. Под действием натяжного груза происходит подвод режущего инструмента к обрабатываемому изделию 2.
Для отвода и подвода инструмента предусмотрен цилиндр, со Штоком которого связан гибкий элемент.
Известный станок позволяет обрабатывать крупногабаритные изделия за счет того, что копирный ролик жестко связан с системой блоков полиспастом, который может иметь различную кратность, что позволяет уменьшить размеры копира пропорционально кратности полиспаста.
К недостаткам известного технического решения относятся отсутствие возможности плавного отрыва слоя облоя одновременно с двух сторон изделия, отсутствие возможности удаления центрального лит- ника при обратном ходе стола, отсутствие возможности работы в автоматическом режиме.
Переустановка изделий для обработки (отрезки) облоя с двух сторон и центральных литников требует дополнительно вспомогательного времени, что снижает производительность процесса.
Наиболее близким к изобретению является устройство для зачистки, содержащее плиту с размещенными на ней узлом удаления облоя, узел обрезки центральных литников, механизм подъема изделия и его перемещения, каретку для установки изделия, матрицу с гнездами 3.
К недостаткам известного технического .решения относятся невозможность удаления облоя с резинометаллических пальцев, изготовленных методом вулканизации, т.к. в конструкции известного устройства не предусмотрен плавный постепенный отрыв облоя одновременно с двух сторон.
Отсутствие возможности работы в автоматическом режиме.
Цель изобретения состоит в повышении производительности, за счет сокращения вспомогательного времени на переустановку изделия с одной рабочей позиции на другую.
Цель достигается тем, что в устройстве для зачистки узел удаления облоя смонтирован на плите с возможностью поворота относительно вертикальной оси, выполнен в виде инструментального блока и матрицы, установленных с возможностью поворота в
противоположные стороны относительно горизонтальной оси, при этом инструментальный блок выполнен в виде гребенки, в которой закреплены иголки, а матрица выполнена с направляющими отверстиями для размещения в них иголок, узел отрезки центральных литников размещен перед узлом удаления облоя и выполнен в виде установленного на плите с возможностью вертикального перемещения корпуса с закрепленным на нем электродвигателем, с установленными по обе стороны на нем валами со смонтированными на этих валах дисковыми ножами. Закрепленный в гребенке конец каждой иголки выполнен отогнутым и расплющенным, а рабочий конец выполнен заостренным с внутренней стороны.
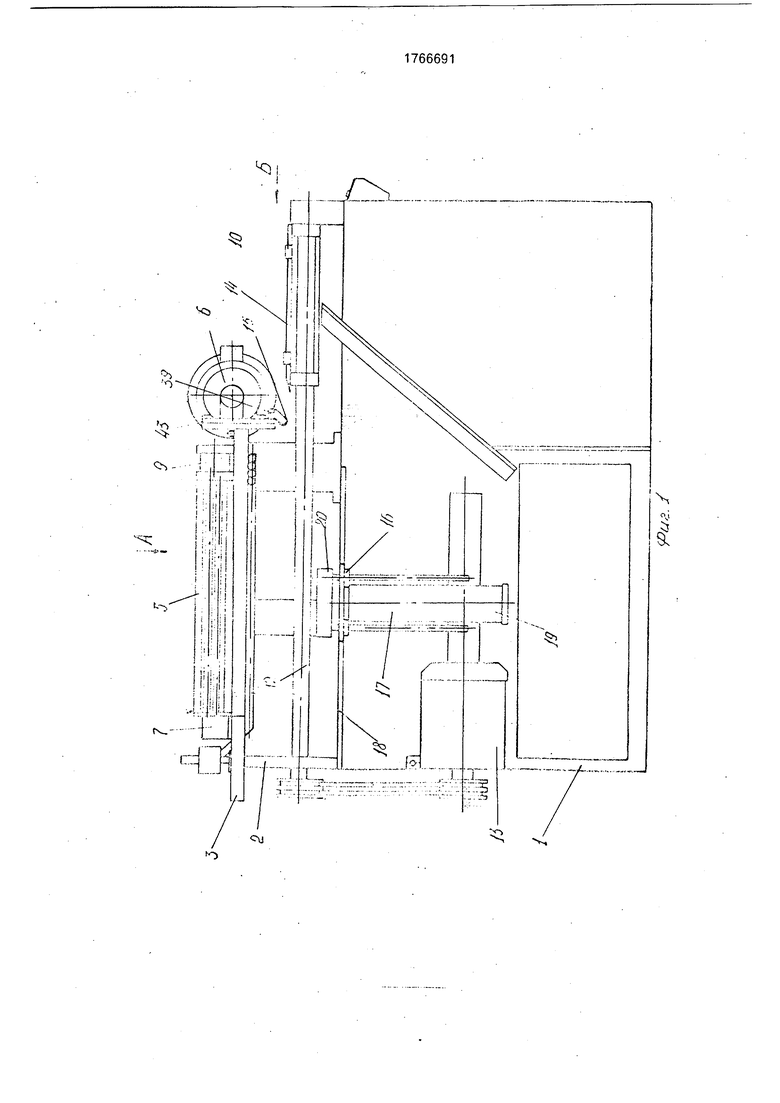
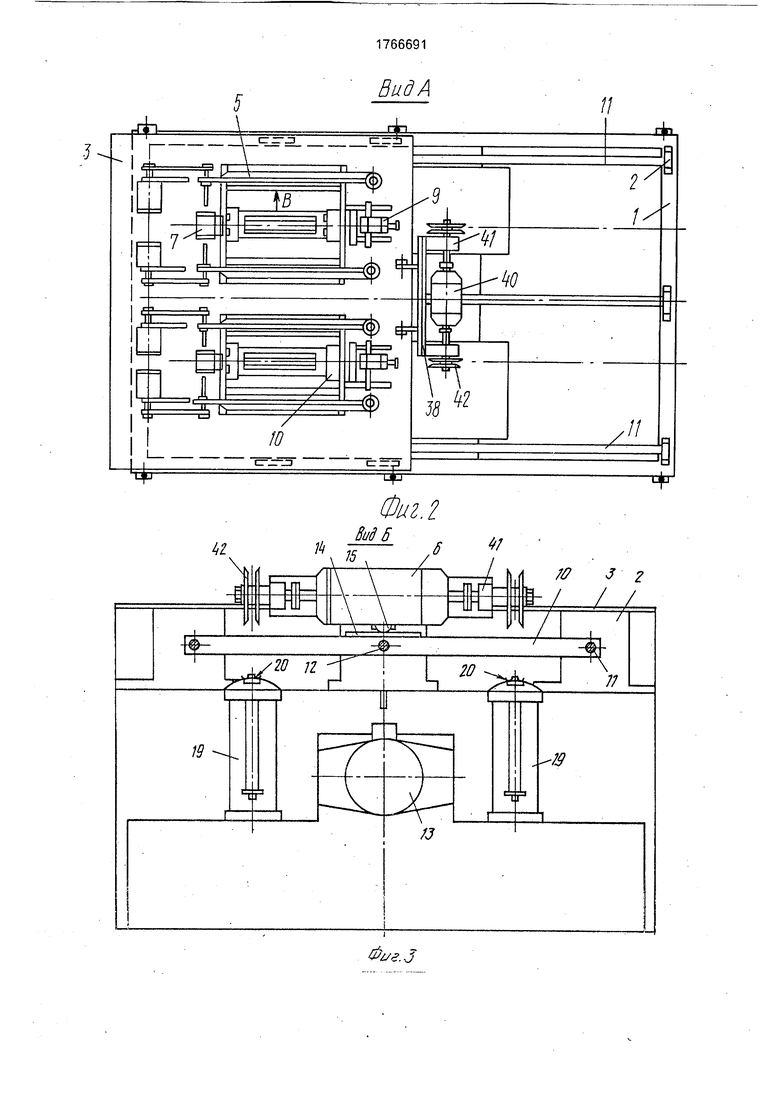
На фиг.1 изображено устройство, общий вид; на фиг.2 - вид А на фиг. 1; на фиг.З - вид Б на фиг,1; на фиг.4 - вид В на фиг.2; на фиг.5 - сечение Г-Г на фиг.4 (механизм в исходном - разведенном положении); на фиг.6 - сечение Д-Д на фиг.4 (рабочие органы механизма в рабочем положении); на фиг.7 изображена схема расположения иголок вдоль контура изделия.
Устройство для зачистки содержит основание 1, на окантовке которого размещены стойки 2 с установленной на них плитой 3, на которой с возможностью поворота вокруг вертикальной оси 4 смонтированы узлы 5 удаления облоя, например, два и узел 6 отрезки литников.
Слева от узлов 5 удаления облоя размещены неподвижные упоры 7 с конусообразным отверстием для удержания обрабатываемого изделия 8, справа - механизм 9 фиксации подвижные по горизонтальной оси и предназначенные для закрепления пары обрабатываемых изделий в зоне обработки,
На стойках 2 смонтирована каретка 10 с возможностью горизонтального перемещения по направляющим 11 посредством ходового винта 12 от электродвигателя 13. На упомянутой каретке установлен копир 14 с возможностью взаимодействия с роликом 15 узла 6 отрезки литников.
На боковой поверхности основания 1 с возможностью вертикального перемещения по направляющим втулкам 16, размещены механизмы 17 подъема, предназначенные для подъема изделий с каретки 10 и передачи их в зону обработки.
Механизм 17 подъема выполнен в виде балки 18, на которой закреплен пневмоци- линдр 19 и ложемент 20 для укладки обрабатываемого изделия 8.
Узел 5 удаления облоя предназначен для захвата и отрыва облоя, образующегося при вулканизации с наружной стороны пары пальцев изделия 8, и выполнен в виде инструментального блока 21 и матрицы 22, установленных с возможностью поворота и в противоположные стороны относительно горизонтальной оси 23 упомянутого узла и закрепленных посредством кронштейнов 24 на соответствующих проушинах 25, на которых смонтированы на скалках зубчатые колеса 26, контактирующие с зубчатой двухсторонней рейкой 27.
Скалки 28, закрепленные в проушинах 26 корпуса 29, связаны с регулировочным устройством 30, в котором палец А имеет возможность вертикального перемещения посредством резьбового соединения в пяте 31, которая также предназначена и для регулирования узла 5 удаления облоя в горизонтальной плоскости.
Инструментальный блок 21 и матрица 22 установлены с возможностью поворота вокруг соответствующих им скалок 28, а инструментальный блок 21 имеет сменный корпус 32,выполненный в виде гребенки 33, кинематически связанной через зубчатую передачу с пневмоцилиндром 34 и в которой с определенным шагом гжестко закреплены иголки 35, нерабочий конец каждой иголки отогнут на угол, например, 15°...30° и расплющен для исключения проворотов в гнезде, а рабочий конец заострен с внутренней стороны на угол 10...15°, который подобран экспериментально (исключается поломка конца иглы, и она хорошо внедряется в слой облоя) и контур поверхности упомянутой гребенки идентичен контуру обрабатываемой поверхности, при этом диаметр иглы 35 зависит от толщины облоя и определяется соотношением D (1-3)5, а матрица 22 выполнена по форме идентично инструментальному блоку 21 и имеет направляющие отверстия для контакта с рабочими концами иголок 35, диаметр отверстий определяется соотношением: Do D + (0,5-1) мм, где D - диаметр иглы.
-.Шаг t между иголками 35 зависит от контура обрабатываемой поверхности, а его величина между иголками 35 на прямом участке ti 60-10 мм, а на участке имеющим криволинейный контур t2 3-5 мм, что обеспечивает лучший отрыв облоя с криволинейного контура поверхности.
На корпусе 29 со стороны пневмоцилин- дра 34 установлен с возможностью вертикального перемещения поддерживающий ролик 36, взаимодействующий с упором 37, который предназначен для ограничения хода узла 5 удаления облоя.
Узел 6 отрезки литников предназначен для удаления центральной литниковой решетки у пары вулканизируемого изделия 8, размещен перед узлом 5 удаления облоя и
выполнен в виде установленного на плите 3 с возможностью вертикального перемещения корпуса 38, на котором смонтирован с возможностью поворота вокруг горизонтальной оси 39 ролик 15, предназначенный
0 для подъема узла 6 отрезки литников с целью пропуска изделия 8 в зону обработки (без отрезки литников).
На корпусе 38 закреплен электродвигатель 40 с установленными по обе стороны на
5 нем валами с подшипниковыми узлами 41 и со смонтированными на этих валах с возможностью вращения по два дисковых ножа 42.
Корпус 38 с узлом 6 отрезки литников
0 установлен с возможностью вертикального перемещения в пазах подвижного кронштейна 43, размещенного на плите 3. В передней части основания 1 расположены пневмопанель и панель с электрооборудо5 ванием, на которой крепится пультуправле- ния (на черт, не показано),
Устройство работает следующим образом.
Перед эксплуатацией устройства необ0 ходимо произвести его настройку.
Настройку узла 5 удаления облоя производят регулировкой его положения в пространстве относительно обрабатываемого изделия. Регулировку в горизонтальной
5 плоскости производят ограничением хода упомянутого узла посредством положения упора 37 и пяты 31.
В вертикальном направлении регулировкой вертикального пальца 4 и положения
0 поддерживающего ролика 36.
Механизм 17 подъема регулируют величиной хода пневмоцилиндра 19.
Две пары обрабатываемого изделия 8 укладываются вручную на каретку 10, кото5 рая перемещается по направляющим 11 (скалкам) из зоны загрузки в зону обработки.
Копир 14, воздействуя на ролик 15, приподнимает кронштейн 43 с закрепленным
0 на нем узлом 6 отрезки литников и каретка 10с изделием свободно перемещается под упомянутым узлом, при этом дисковые ножи 12 проходят над изделием 8, не касаясь литников.
5 Каретка 10 перемещается в зону обработки и останавливается. Включаются механизмы 17 подъема, которые снимают изделия 8 с каретки 10 и поднимают их до уровня упоров 7 и механизмов фиксации 9, установленных с торцов изделия.
Обрабатываемое изделие зажимается между упорами 7 с конусообразным отверстием посредством срабатывания механизма 9 фиксации. После этого механизм 17 подъема перемещается в крайнее нижнее положение. Затем посредством пневмоци- линдра 34 в работу включаются узлы 5 удаления облоя. Зубчатая рейка 27 под воздействием пневмоцилиндра 34, перемещаясь, поворачивает посредством зубчатых колес 26 скалки 28, на одной из которых размещен инструментальный блок 21, а на другой - матрица 22 до тех пор, пока не произойдет захват облоя иголками 35 гребенки 33, рабочие концы которых входят в направляющие отверстия до матрицы 22.
При дальнейшем выдвижении штока пневмоцилиндра 34 и зубчатой рейки 27 происходит перемещение узла 5 удаления облоя и начинается процесс удаления - плавного обрыва облоя от изделия 8.
Перемещение корпуса 29 узла удаления облоя 5 происходит по радиусу вокруг вертикального пальца 4 и поэтому происходит плавный обрыв облоя и от изделия.
После удаления (обрыва) облоя механизм 17 подъема возвращается в крайнее верхнее положение и происходит разжим изделия путем отвода упоров механизма 9 фиксации и опускание изделия 8 на ложемент 20 каретки 10.
Каретка 10 перемещается в обратном направлении - из зоны обработки в зону загрузки.
При этом ролик 15 узла 6 отрезки литников откидывается и включается электродвигатель (не показан) упомянутого узла. Дисковые ножи 42 обрезают центральные линейки между пальцами у изделия. После того, как каретка 10 вернулась в крайнее положение, устройство отключается и обработанное изделие 8 (пальцы) вручную снимаются с каретки 10.
Далее цикл обработки изделия от облоя и центральных литников повторяется.
Все движения механизмов, начиная от момента загрузки изделия и выгрузки, проводятся в автоматическом режиме от системы управления устройством. Предлагаемое устройство для зачистки позволяет обеспечить плавный (посте- пеный) отрыв облоя одновременно с двух сторон обрабатываемого изделия (вулканизированной пары пальцев) с наименьшими затратами усилий, исключая при этом пропуски, выкусы,зазубрины облоя.
Формула изобретения
удаления облоя, узел отрезки центральных литников, механизм подъема изделия и его перемещения, каретку для установки изделия, матрицу с гнездами, отличающее- с я тем, что, с целью повышения производительности за счет сокращения вспомогательного времени на переустановку изделия с одной рабочей позиции на другую, узел удаления облоя смонтирован на плите с возможностью поворота относительно вертикальной оси и выполнен в виде инструментального блока и матрицы, установленных с возможностью поворота в про- тивоположные стороны относительно горизонтальной оси, при этом инструментальный блок выполнен в виде гребенки, в которой закреплены иголки, а матрица выполнена с направляющими отверстиями для размещения в них иголок, узел отрезки центральных литников размещен перед узлом
удаления облоя и выполнен в виде установленного на плите с возможностью вертикального перемещения корпуса с закрепленным на нем электродвигателем и с установленными по обе стороны на нем
валами со смонтированными на этих валах дисковыми ножами.
2,Устройство по п.1, о т л и ч а ю щ е е- с я тем, что закрепленный в гребенке конец каждой иголки выполнен отогнутым и расплющенным, а рабочий конец выполнен заостренным с внутренней стороны.
16999Л1
--%J
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для удаления облоя | 1987 |
|
SU1426813A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Солесос | 1922 |
|
SU29A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Солесос | 1922 |
|
SU29A1 |
