1 .
Изобретение относится к механической обработке пластмассовых изделий и может быть использовано для снятия облоя и доведения до окончательных размеров изделий, полученных формованием.
Известно устройство для механической обработки пластмассовых изделий, содержащее смонтированные на основании питатель с отсекателем, механизм шагового перемещения изделий в зону обработки, выполненный в виде приводного штангового транспортера с толкателями, направляющие и обрабатывающий инструмент с приводом и зажимы для фиксаци положения изделия 1J .
В случав, если изделие необходимо обрабатывать в двух взаимно перпендикулярных плоскостях, например, когда отверстия расположены в дне крышки и в боковых ее сторонах, приходится после подачи изделия из питателя на позицию обработки, вначале обрабатывать изделие последовательно в одной плоскости, а затем во второй, иначе обрабатывающие инструменты могут пересечься друг с другом, что приводит к снижению npoi изводительности устройства. Можно
также в ЭТО1 случае обрабатывать изделия на разных позициях обработки , установленных последовательно вдоль перемещения изделия по направляювдам, что вызывает увеличение габаритов устройства.
Цель изобретения - повышение прои| одйтельности и сокращения габаритов .при механической обработке из10делия в двух взгшмно перпендикулярных плоскостях.
Указанная цепь достигается, тем, что устройство для механической обработки nnacTKtaccoBicc изделий, содер15жащее смрнти юванные на основании питатель с отсекателем, механизм шагового перемещения изделий в зону обработки, выполненный а виде приводного штангового транспортера с толка20те1йями, напраалиющие, обрабатывающяЯг инструмент с приводом и згикимы для фиксации положения изделия, снабжав нр сзюйтнровгшйой на основании кареткой с закре шеинЁМ на ней допол25нительным ияструментом, установленной с возможностью перемещения вдоль нагфаалягосцих во взаимно противопо;ложных направлениях со штанговым транспортере k кинема гячески свя30занной с ним.
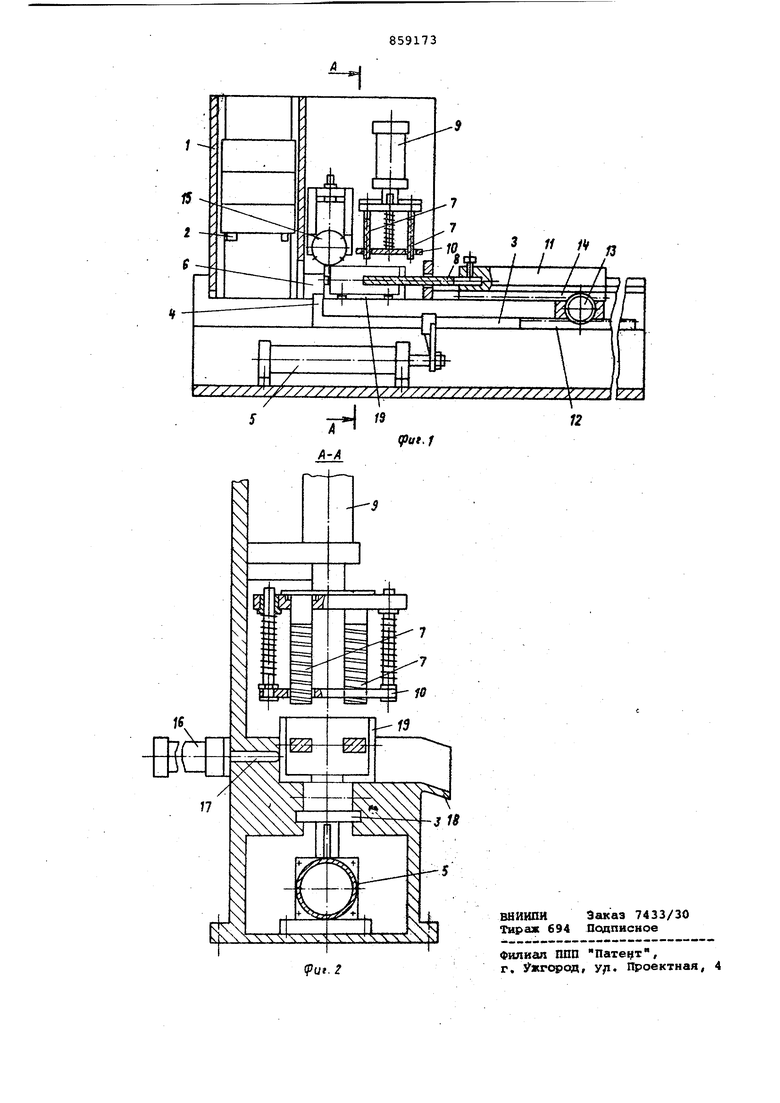
На фяг. 1 изображено устройство для механической обработки пластмас совых изделий;на фиг. 2 - разрез А-А на фиг. 1.
Предлагаемое устройство содержит смонтированные на основании (не показано) питатель 1 с отсекателем 2, механизм шагового перемещения изделий , выполненный в виде штангового транспортера 3 с толкателем 4, привод транспортера 3, выполненный в виде силового цилиндра 5, направляющие б, обрабатывающий инструмент в виде прошивок 7 и 8, оснащенных винтовой режущей кромкой.
Прошивки 7 имеют привод перемещения от цилиндра 9 и снабжены подпружиненным зажимом 10 для фиксации изделий.
Устройство снабжено также возвратно-поступательно перемещаемой ка- реткой 11 с приводом, на которой устновлен обрабатывающий инструмент прошивка 8, причем привод перемещения каретки 11 связан жесткой кинематической связью с приводом перемещения транспортера 3. Для этого штанга транспортера 3 снабжена рейкой 12 которая через зубчатое колесо 13 взаимодействует с рейкой 14, связанной с кареткой . Изменяя соотношение зубчатой передачи, можно получить любое соотношениедвижения реек 12 и 14 .
Прошивки 7 расположены перпендикулярно прошивке 8 и предназначены для обработки отверстий, находящихся в дне изделия, а прошивка 8 обрабатывает отверстие в боковых стенках изделия. Для обработки верхнего торца изделий устройство снабжено набором фрез 15 с приводом. Для удаления изделий из устройства в нем предусмотрен пневмоцилиндр 16 со штоком 17 и лоток 18.
Устройство работает следующим образом .
При включении устройства в работу штанговый транспортер 3 перемещает своим толкателем 4 изделие 19 из питателя 1 на позицию обработки. Верхние изделия удерживаются в питателе 1 при помощи отсекателей 2. Одновременно с перемещением транспортера 3 навстречу изделию 19 перемецается каретка 11, при этом ее прошивка 8 входит в отверстие изделия 19, которое рдсположено в его стенках, и прои: одится его обработка (снятие облоя},
Таким образом, обработка отверстий в стенке изделия 19 производится при перемещении последнего на позицию ее обработки. Одновременно с этим набор фрез 15 обрабатывает верхний торец изделия 19. После окончания перемещения изделия 19 на позиг цию обработки пневмоцилиндр сразу же резко возвращает трандпортер 3 в исходное положение и одновременно с этим выводит прошивку 8 из изделия .19. После этого происходит обработл ка изделия 19 в другой перпендикулярной плоскости. Для этого пневмоцилиндр 9 опускает зажим 10 и обрабатывает прошивками 7 отверстия, расположенные в дне изделия 19. После окончания обработки изделие 19 5 удаляется из устройства при помсмди пневмоцилиндра 16-.
Предлагаемое выполнение устройства позволяет вести обработку отверстий по одной из плоскостей при транспортировании детали от питателя на позицию обработки ко второй перпендикулярной плоскости, что повышает производительность устройства и сокращает его габариты (за счет совмещения времени обработки и транспортирования) .
Формула изобретения
Устройство для механической обработки пластмассовых изделий, содержащее смонтированные на основании питатель с отсекателем, механизм шагового перемещения изделий в зону
обработки, выполненный в виде приводного штангового транспортера с толкателями, направлякяцие и обрабатывающий инструмент с приводом и зажимы для фиксации положения изделия, о т0личающееся тем, что, с целью повышения производительности и сокращения габаритов при механической обработке изделия в двух взаимно перпендикулярных плоскостях, оно снабжено смонтированной на основании кареткой с закрепленным на ней дополнительньм инструментом, установленной с возможностью перемещения вдоль направляющих во взаимно противопоQ ложных направлениях со штанговым транспортером и кинематически связанной с ним.
Источники информации, е принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 295676, кл. В 29 С 17/10, 1969 (прототип).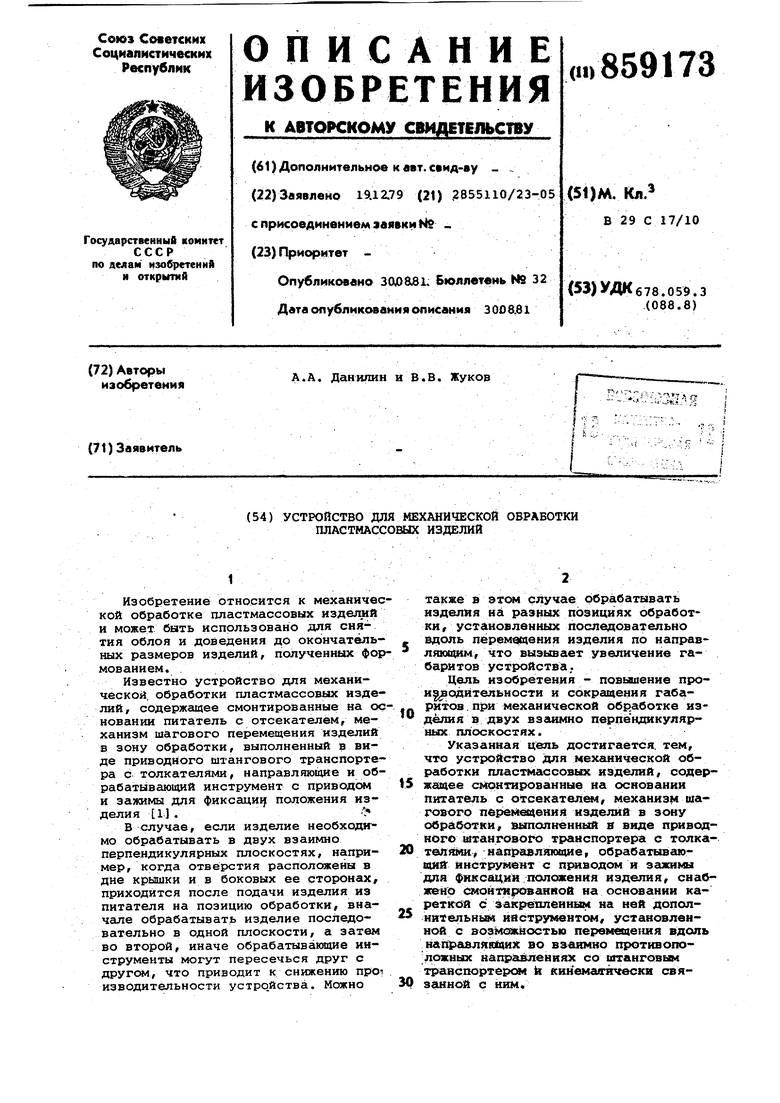
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для механической обработки пластмассовых изделий | 1980 |
|
SU876464A1 |
| Многопозиционный автомат | 1981 |
|
SU1047613A1 |
| Устройство для механической обработки пластмассовых изделий | 1979 |
|
SU859172A1 |
| Полуавтоматическая линия для сборки трубчатых секций теплообменников | 1982 |
|
SU1134336A1 |
| Устройство для механических испытаний и разбраковки полупроводниковых приборов | 1979 |
|
SU911655A1 |
| УСТРОЙСТВО ДЛЯ ПОСЛОЙНОЙ УКЛАДКИ ИЗДЕЛИЙ В ТАРУ | 2000 |
|
RU2184057C2 |
| Установка для литья пластмассовых изделий с арматурой | 1983 |
|
SU1238973A1 |
| Автоматическая линия для изготовления коллекторных пластин электрической машины | 1984 |
|
SU1233234A1 |
| МНОГОПОТОЧНАЯ РОТОРНАЯ МАШИНА | 1972 |
|
SU343919A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |