2.Устройство по п. 1, отличающееся тем, что узел крепления изделий имеет дополнительные гнезда для размещения изделий и установлен на горизонтальной оси с возможностью периодического поворота вокруг нее.
3.Устройство по п. 1, отличающееся тем, что привод вращения подпружиненного прижима выполнен в виде зубчатого колеса, неподвижно закрепленного на его оси, и зубчатой рейки, связанной с пневмоцилиндром.
4. Устройство по п. 1, отличающееся тем, что лоток для удаления обработанных деталей закреплен на каретке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зачистки пластмассовых деталей | 1987 |
|
SU1470548A1 |
| Устройство для механической обработки пластмассовых изделий | 1987 |
|
SU1467889A1 |
| Устройство для зачистки | 1990 |
|
SU1766691A1 |
| Способ резки П-образных профилей и штамп для его осуществления | 1988 |
|
SU1766633A1 |
| Устройство для механической обработки пластмассовых деталей | 1984 |
|
SU1199636A1 |
| ПДТПЭТИО- -f ^ 1^^ танй^:2(:;:АЯ '^БИКЛЙСТЕКЛ | 1969 |
|
SU235728A1 |
| Устройство для механической обработки пластмассовых изделий | 1990 |
|
SU1742081A1 |
| Устройство для обрезки литников с деталей из полимерных материалов | 1989 |
|
SU1703472A1 |
| Установка для литья пластмассовых изделий с арматурой | 1983 |
|
SU1238973A1 |
| Роторный экструзионно-раздувной агрегат | 1990 |
|
SU1781068A1 |
1. УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ, содержащее смонтированные на станине узел крепления изделий в виде держателя и заж1)3 ма, в которых выполнены пазы, при смыкании держателя и зажима образующие гнезда для размещения изделий, узел обработки в виде приводной каретки с ножом для обрезки литниковой системы и подпружиненного прижима, и лotoк для удаления обработанных деталей, отличающееся тем, что, с целью повыщения производительности и расщирения технологических возможностей устройства при обработке тел вращения, оно снабжено приводом вращения подпружиненного прижима, а гнезда для раз мещения изделий выполнены цилиндрическими с режущими кромками в плоскости разъема по образующей цилиндра и с выемками для облоя. СО 00 О5 ел Фиг.
1
Изобретение относится к механической обработке пластмассовых изделий и может быть использовано для обрезки литниковой системы и удаления облоя преимущественно с деталей, имеющих форму тел вращения.
Цель изобретения - повыщение производительности и расширение технологических возможностей устройства при обработке тел вращения.
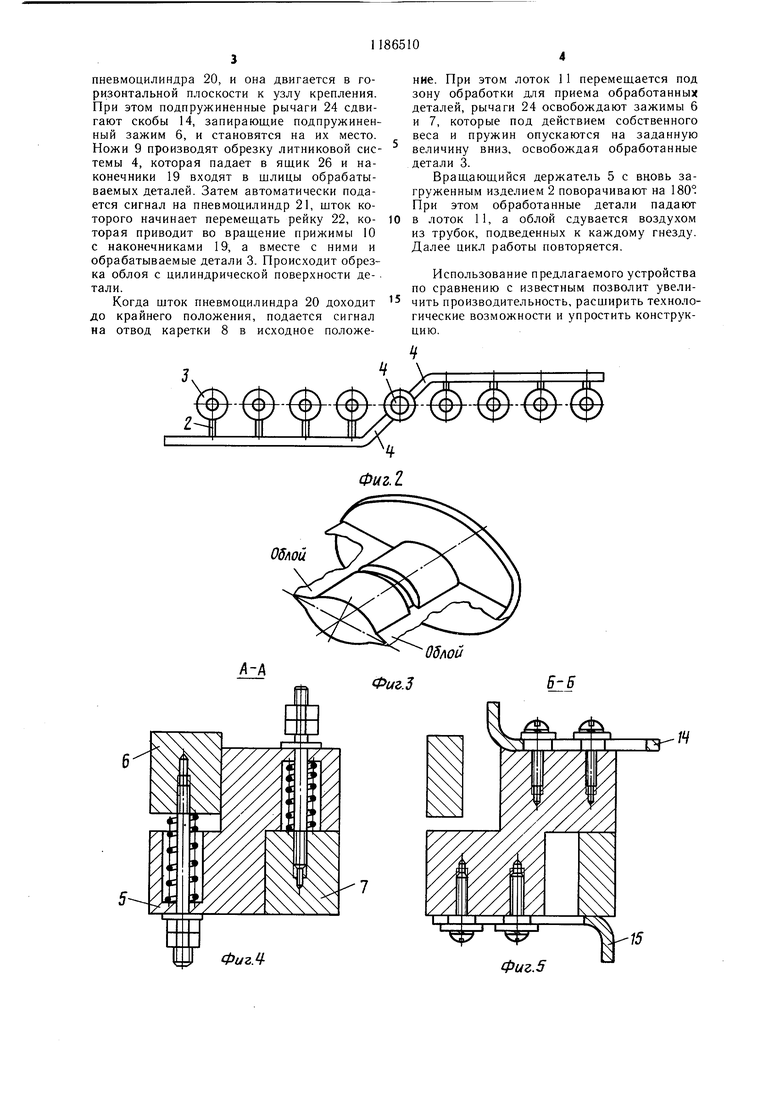
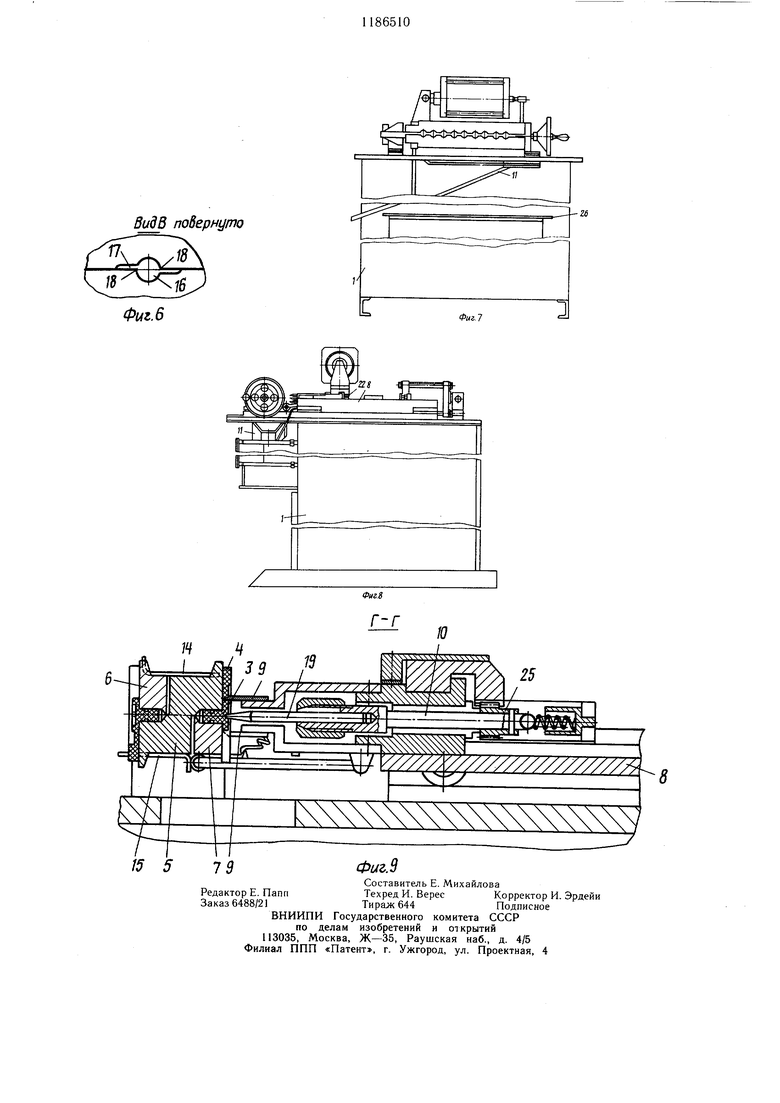
На фиг. 1 изображено устройство, вид сверху; на фиг. 2 - вариант обрабатываемого изделия; на фиг. 3 - изделие с облоем; на фиг. 4 - разрез А-А на фиг. 1, (узел крепления); на фиг. 5 - разрез Б-Б на фиг. 1 (то же); на фиг. 6 - вид В на фиг. 1 (гнездо); на фиг. 7 - устройство, вид спереди; на фиг. 8 - то же, вид сбоку; на фиг. 9 - сечение Г-Г на фиг. 1.
Устройство содержит смонтированные на станине 1 узел крепления изделий 2, имеющих деталь 3 и литниковую систему 4, состоящий из держателя 5 и подпружиненных относительно него зажимов 6 и 7, узел обработки деталей, содержащий каретку 8 с ножами 9 для обрезки литниковой системы 4 и подпружиненными прижимами 10, лоток 11 для обработанных деталей 3, закрепленный на каретке 8 под зоной обработки. Прижимы 10 представляют собой цанговые зажимы.
Узел крепления установлен с возможностью поворота вокруг горизонтальной оси при помощи маховика 12. Для его фиксации после поворота на 180° служит стопор 13, закрепленный на держателе 5. На последнем закреплены также скобы 14 и 15, предназначенные для запирания зажимов 6 и 7 соответственно. В держателе 5 и зажимах 6 и 7 двумя полуцилиндрическими поверхностями образованы гнезда 16с выемками 17 для облоя, имеющегося на изделии 2 в местах разъема после его изготовления в прессформе. Каждое гнездо имеет две режущие кромки 18, расположенные вдоль образующей цилиндра и предназначенные для зачистки цилиндрической поверхности детали 3 от облоя.
Подпружиненные прижимы 10 снабжены наконечниками 19, входящими в щлицы деталей 3 для сообщения им вращательного движения. Форма наконечников 19 зависит от формы паза в изделии. В предлагаемом
устройстве наконечники имеют форму отвертки, так как в данном случае обрабатываемое изделие имеет в головке крестообразный щлиц.
Каретка 8 с ножами 9 и подпружиненными прижимами 10 для получения возвратно-поступательного перемещения в горизонтальной плоскости соединена с пневмоцилиндром 20. Прижимы 10 установлены с возможностью поворота вокруг своей оси при помощи пневмоцилиндра 21 и зубчатой рейки 22, взаимодействующей с зубчатым колесом 23.
На каретке 8 установлены два подпружиненных рычага 24 с роликами на конце, предназначенные для запирания зажимов 6 и 7 в зоне обработки изделий 2.
На станине 1 закреплены упоры 25, которые служат для регулирования хода каретки, а под узлом крепления изделий установлен ящик 26 для сбора отрезанной литниковой системы.
Устройство работает следующим образом. В зоне загрузки оператор вставляет изделие 2, подлежащее обработке, в гнезда 16 держателя 5, опускает зажим 6, который запирается с помощью скобы 14 при ее надвигании. Далее с помощью маховика
0 12 узел крепления поворачивается на 180° вокруг горизонтальной оси до срабатывания стопора 13. При этом изделие 2 попадает в зону обработки, а вторая сторона узла крепления становится под загрузку новым изделием 2. В зоне обработки при подходе
5 каретки 8 к обрабатываемым изделиям рычаги 24 (фиг. 1) наезжают на скобы 14 и 15 и отодвигают их. Таким образом, во время обработки изделий зажимы 6 и 7 удерживаются в поджатом состоянии с помощью рычагов 24.
Автоматически подается сигнал на начало перемещения каретки 8 с установленными на ней ножами 9 и прижимами 10 от
пневмоцилиндра 20, и она двигается в горизонтальной плоскости к узлу крепления. При этом подпружиненные рычаги 24 сдвигают скобы 14, запирающие подпружиненный зажим 6, и становятся на их место. Ножи 9 производят обрезку литниковой системы 4, которая падает в ящик 26 и наконечники 19 входят в щлицы обрабатываемых деталей. Затем автоматически подается сигнал на пневмоцилиндр 21, шток которого начинает перемещать рейку 22, которая приводит во вращение прижимы 10 с наконечниками 19, а вместе с ними и обрабатываемые детали 3. Происходит обрезка облоя с цилиндрической поверхности де- . тали.
Когда шток пневмоцилиндра 20 доходит до крайнего положения, подается сигнал на отвод каретки 8 в исходное положение. При этом лоток 11 перемещается под зону обработки для приема обработанных деталей, рычаги 24 освобождают зажимы 6 и 7, которые под действием собственного веса и пружин опускаются на заданную величину вниз, освобождая обработанные детали 3.
Вращающийся держатель 5 с вновь загруженным изделием 2 поворачивают на 180° При этом обработанные детали падают в лоток 11, а облой сдувается воздухом из трубок, подведенных к каждому гнезду. Далее цикл работы повторяется.
Использование предлагаемого устройства по сравнению с известным позволит увеличить производительность, расширить технологические возможности и упростить конструкцию.
Фuz.5
| Полуавтомат роторного типа для механической обработки деталей из полимерных материалов | 1974 |
|
SU526513A1 |
| Солесос | 1922 |
|
SU29A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
