1
Изобретение относится к литейному Производству, а именно к смесям для изготовления керамических стержней,-- применяемых при производстве пустотелых отливок по выплавляемым моделям
методом ции.
направленной крнста.глиза I
Цель изобретения - у. удаляемости стержней из отлпиок при сохранении высоких термомеханических свойств стержней.
Сущность изобретения заключается в том, что смесь, включающая электрокорунд, пылевидный материал на основе двуокиси кремния, карбонат кальция и пластификатор на основе парафина с 10% пол иэтилена, содержит в качестве пылевидной составляющей на основе двуокиси кремния кварц молотый пыпевидный, предварительно прокаленный при 1300-1350 С в течение 16-24 ч до содержания в нем 40- 50 мас.% кристобалита, а в качестве электрокорунда - корунд зернистостью 50-200 мкм.
При изготовлении отливок методом направленной кристаллизации керамические стержни, -оформляющие внутренние полости отливок, подвергаются сильному нагреву, так как находятся в контакте с расплавом жаропрочного сплава при 1400-1 550 С от 0,3 до 6,0ч, Это обусловливает высокие требования, предъявляемые к термомеханическим свойствам стержневой смеси.
Повьшение указанных свойств смеси, а следовательно, и стержней обес10
15
20
25
в камерной электропечи при 1 в течение 16-24 ч для 40-50 мас.% (Ь-кварца в Полученную после прокалки ма малывают в фарфоровом бараба вой мельницы в течение 1,5-2 просеивают через сита с разм ячеек 0,1-0,16 мм.
В обогреваемьй конверторн тель с шарами загружают плас тор, расплавляют его и нагре до 110-130 0, затем засыпают прокаленный и просеянньй пьт кварц и карбонат кальция, пе ют их вместе с пластификатор течение 0,5-1,0 ч и вводят э рунд зернистостью 50-200 мкм
После загрузки в смесител составляющих смесь перемешив чение 1,5-2,0 ч до получения о ной массы, которую затем раз в металлические изложницы ил ни и используют для изготовл стержней.
Керамические стержни из емой смеси изготавливают по технологии методом горячего вания при 65-100°С. Затем и при 1300±20°С в засыпке ог
и И, d Jic;/j,. л j . - jr печивается предварительной прокалкой30 го наполнителя - глинозема.
.--л -t J C.f ООf mf f Л.ЛГЛ О1Л T-mTJT3OTTO
пылевидного кварца при IJUU-ljou u
в течение 16-24 ч, в результате чего происходит превращение Ь-кварца в его высокотемпературные модификации, в частности, в ci-кристобалит. Наличие в пылевидном кварце 40-50 мас.% .кристобалита значительно уменьшает объемные изменения кристаллической решетки и способствует снижению усадки и повышению термостойкости стержней.
В стержнях, изготовленных их сме- оа, содержащей 40-50% кристобалита, в процессе их обжига при в течение 6-10 ч в присутствии минерализатора и электрокорувда образуется огнеупор, аналогичный динасу. Крупные зерна корунда, присутствующее в виде разрозненных включений, не способствуют образованию большого количества муллита в стержне, что позволяет облегчить удаляемость стержней из отливок вьш1елачиванием после любого температурного режима их кристаллизации.
Керамическую смесь готовят следующим способом.
Молотый пылевидный кварц насыпают, в огнеупорные короба и прокаливают
Составы смесей приведены Результаты испытаний этих с заны в табл.2.
Термомеханические свойст 35 ней термостойкость, прочнос ность к образованию трещин калке определяли следующим Термостойкость оценивали гибу образцов-балочек разме 40 х15х2,5 мм под действием со массы при расстоянии между 65 мм в печи при подъеме те до с последующей вьщ при этой температуре в тече 45Прочность стержней опред
образцах размером 30x15x2,5 испьп ании на изгиб при комн температуре.
Склонность стержней к об 50 трещин при обжиге и нагреве ливку методом направленной зации оценивали ТЮ наличию на образцах размером 150x1 после их обжига и прохожде методическую печь типа ПМПтовые опоки с образцами вьд 2 ч в зоне температур 1350
Улучшение удаляемости с из отливок, полученных мет
в камерной электропечи при 1300- в течение 16-24 ч для перевода 40-50 мас.% (Ь-кварца в о -кристобалит. Полученную после прокалки массу размалывают в фарфоровом барабане шаровой мельницы в течение 1,5-2,0 ч и просеивают через сита с размером ячеек 0,1-0,16 мм.
В обогреваемьй конверторньй смеситель с шарами загружают пластификатор, расплавляют его и нагревают до 110-130 0, затем засыпают в него прокаленный и просеянньй пьтевидный кварц и карбонат кальция, перемешивают их вместе с пластификатором в течение 0,5-1,0 ч и вводят электрокорунд зернистостью 50-200 мкм.
После загрузки в смеситель всех составляющих смесь перемешивают в течение 1,5-2,0 ч до получения однородной массы, которую затем разливают в металлические изложницы или противни и используют для изготовления стержней.
Керамические стержни из предлагаемой смеси изготавливают по известной технологии методом горячего прессования при 65-100°С. Затем их обжигают при 1300±20°С в засыпке огнеупорного наполнителя - глинозема.
0 го наполнителя - глинозема.
f mf f Л.ЛГЛ О1Л T-mTJT3OTTO
Составы смесей приведены в табл.1. Результаты испытаний этих смесей указаны в табл.2.
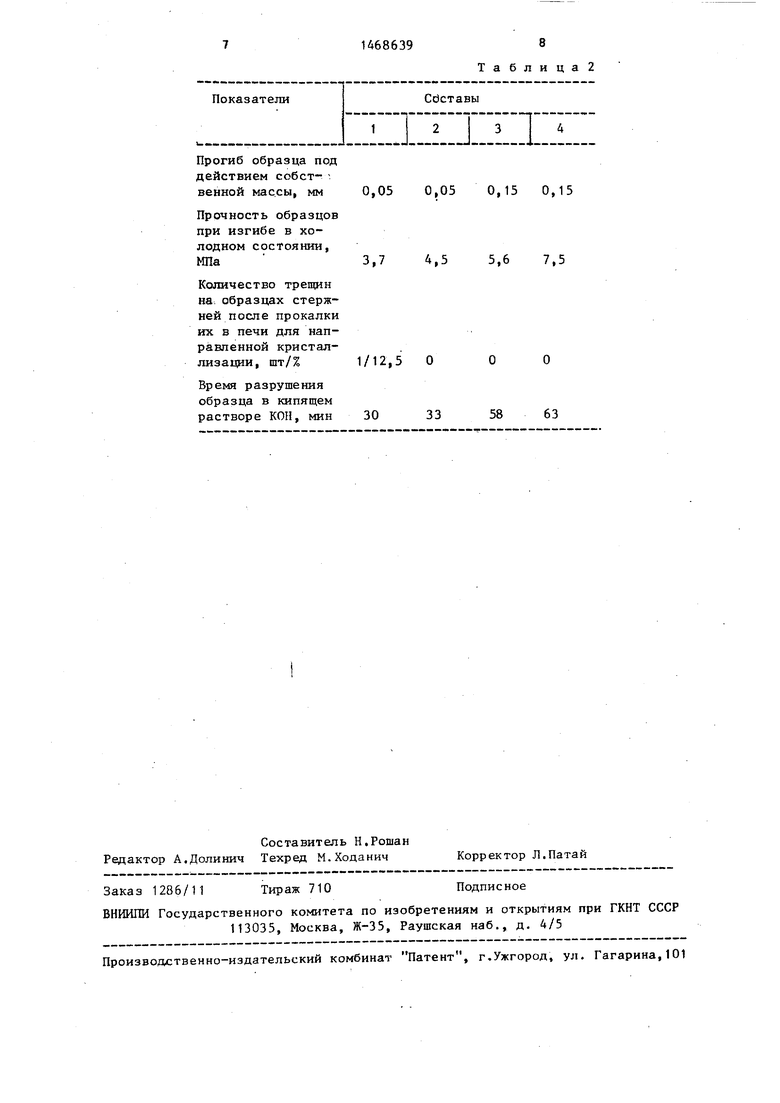
Термомеханические свойства стерж- 5 ней термостойкость, прочность, склонность к образованию трещин при прокалке определяли следующим образом. Термостойкость оценивали по прогибу образцов-балочек размером 70х 0 х15х2,5 мм под действием собственной массы при расстоянии между опорами 65 мм в печи при подъеме температуры до с последующей вьщержкой при этой температуре в течение 24 ч. 5Прочность стержней определяли на
образцах размером 30x15x2,5 мм при испьп ании на изгиб при комнатной температуре.
Склонность стержней к образованию 50 трещин при обжиге и нагреве под заливку методом направленной кристаллизации оценивали ТЮ наличию трещин на образцах размером 150x15x2,5 мм после их обжига и прохождения через методическую печь типа ПМП2 (графитовые опоки с образцами вьдерживали 2 ч в зоне температур 1350-1540 С).
Улучшение удаляемости стержней из отливок, полученных методом направленной кристаллизации, при выщелачивании оценивали по времени полного разрушения образцов размером 70x15x2,5 мм в кипящем 40% -ном растворе КОН.
Как видно из табл.2, стержни, изготовленные из смесей указанных составов, не деформируются и не растрескиваются при высокотемпературном нагреве, поэтому их можно использовать для оформления внутренних полостей в отливках, получаемых методом направленной кристаллизации. Такие стержни имеют удовлетворительную прочность и хорощо разрушаются в кипящем растворе щелочи.
Формула изобретения
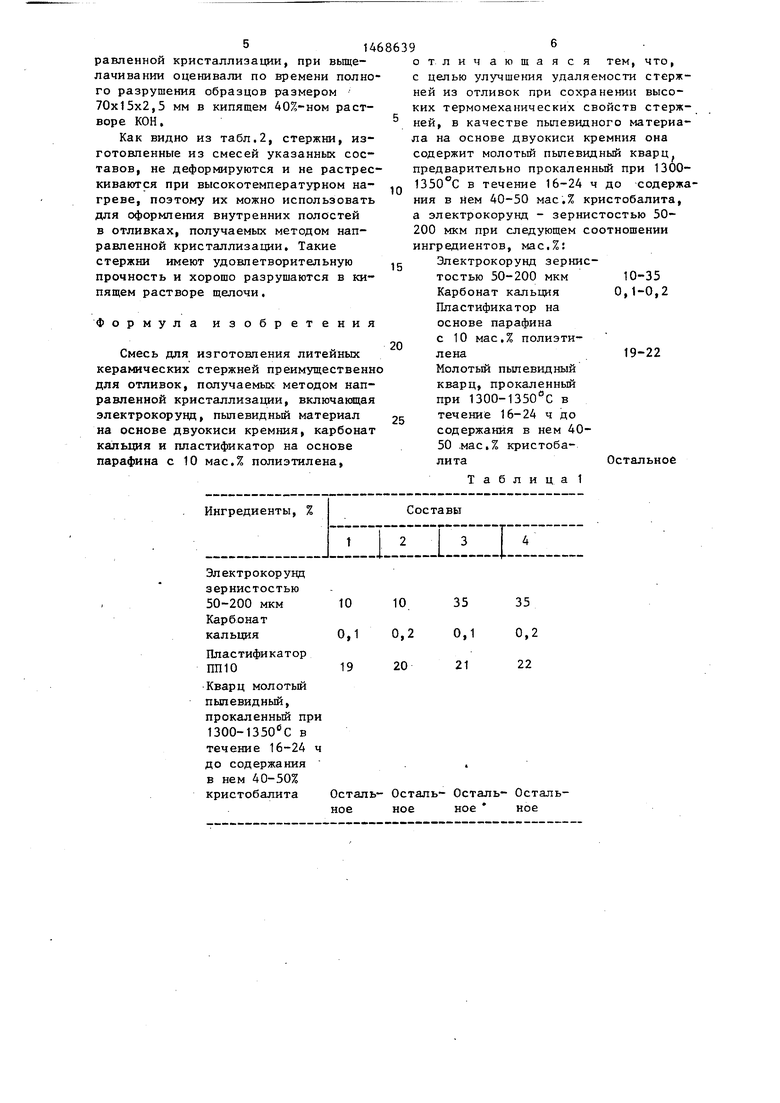
Смесь для изготовления литейных керамических стержней преимущественн для отливок, получаемых методом направленной кристаллизации, включающая электрокорунд, пылевидный материал на основе двуокиси кремния, карбонат кальция и пластификатор на основе парафина с 10 мас.% полиэтилена.
отличающаяся тем, что, с цепью улучшения удаляемости стержней из отливок при сохранении высоких термомеханических свойств стержней, в качестве пылевидного материала на основе двуокиси кремния она содержит молотый пылевидный кварц предварительно прокаленный при 1300- 1350°С в течение 16-24 ч до содержания в нем 40-50 мас.% кристобалита, а электрокорунд - зернистостью 50- 200 мкм при следующем соотношении ингредиентов, мас.%:
Электрокорунд зернистостью 50-200 мкм10-35 Карбонат кальция 0,1-0,2 Пластификатор на основе парафина с 10 мас.% полиэтилена19-22Молотый пылевидный кварц, прокаленный при 1300-1350°С в течение 16-24 ч до содержания в нем 40- 50 .мас,% кристобалита Остальное
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ КЕРАМИЧЕСКИХ СТЕРЖНЕЙ | 1998 |
|
RU2132760C1 |
| СМЕСЬ И СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ КЕРАМИЧЕСКИХ СТЕРЖНЕЙ | 1996 |
|
RU2098220C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ОБОЛОЧКОВОЙ ФОРМЫ | 2020 |
|
RU2725921C1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ КЕРАМИЧЕСКИХ СТЕРЖНЕЙ ПОЛЫХ ЛОПАТОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ ЛИТЬЕМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2018 |
|
RU2691435C1 |
| Способ получения керамической смеси и керамическая смесь | 2019 |
|
RU2721974C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ФОРМЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2020 |
|
RU2729229C1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ КЕРАМИЧЕСКИХ СТЕРЖНЕЙ ПОЛЫХ ЛОПАТОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ ЛИТЬЕМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2017 |
|
RU2662514C1 |
| Способ изготовления керамической формы для литья по выплавляемым моделям | 2021 |
|
RU2754334C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННЫХ ОБОЛОЧКОВЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРАМИ | 2014 |
|
RU2572118C1 |
| Способ изготовления керамических форм для литья по выплавляемым моделям | 2018 |
|
RU2697678C1 |
Изобретение относится к литейному производству, а именно к смесям для изготовления керамических стержней, применяемых при производстве пустотелых отливок по выплавляемым моделям методом направленной кристаллизации. Цель изобретения - улучшение удаляемости стержней из отливок при сохранении их высоких термомеханичес- ких свойств - достигается за счет того, что смесь для изготовления литейных керамических стержней, включающая злектрокорувд, пылевидный материал на основе двуокиси кремния, карбонат кальция и пластификатор на основе парафина с 10 мас.% полиэтилена, в качестве пылевидной двуокиси кремния содержит кварц молотый пылевидный, предварительно прокаленный при 1300-1350 с в течение 16-24 ч до содержания в нем 40-50% кристобалита, а злектрокорунд - зернистостью 50- 200 мкм при следующем соотношении ингредиентов, мас.%: злектрокорунд зернистостью 50-200 мкм 10-35, карбонат кальция 0,1-0,2; пластификатор на основе парафина с 10 мас.% полиэтилена 19-22; кварц молотый пылевидный, прокаленный при 1300-1350°С, в течение 16-24 ч до содержания в нем 40-50% кристаболита остальное. Стержни, полученные из предложенной смеси, имеют высокие термомеханические свойства, и не подвержены деформации. Полученные стержни хорошо выщелачиваются из отливок. 2 табл. (Л О5 00 О) ро
и
ч
10
10
0,1 0,2
19
20
35
0,1
21
35
0,2
22
Осталь- Осталь- Осталь- Остальное ное ное ное
10
35
35
0,1
0,2
20
21
22
Прогиб образца под действием собст- - венной массы, мм
Прочность образцов при изгибе в холодном состоянии, МПа
Количество трещин на образцах стержней после прокалки их в печи для направленной кристаллизации, шт/%
Время разрушения образца в кипящем растворе КОН, мин
Таблица2
0,05 0,05 0,15 0,15
3,7
4,5
5,6 7,5
1/12,5 О
30
33
58
63
| КЕРАМИЧЕСКАЯ МАССА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ | 1971 |
|
SU435048A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Авторское свидетельство СССР № 1345452, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Патент США № 4093017, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| БудНИКОВ П.П | |||
| и др | |||
| Технология керамики и огнеупоров | |||
| М.: Изд | |||
| литературы по строительству, 1962,с.250- 254 | |||
| Кайнарский И.С | |||
| Динас, М.: Метал- лургиздат, 1961, с.25 | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
