Изобретение относится к непрерьшной разливке металлов, конкретнее к защите струи металла инертным газом при непрерьшной разливке. Цель изобретения - улучшение качества непрерывно-литых заготовок за счет повьшения эффективности защиты струи.
На фиг о 1 показано устройство для защиты струи металла при не Грерыв - ной разливке, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2.
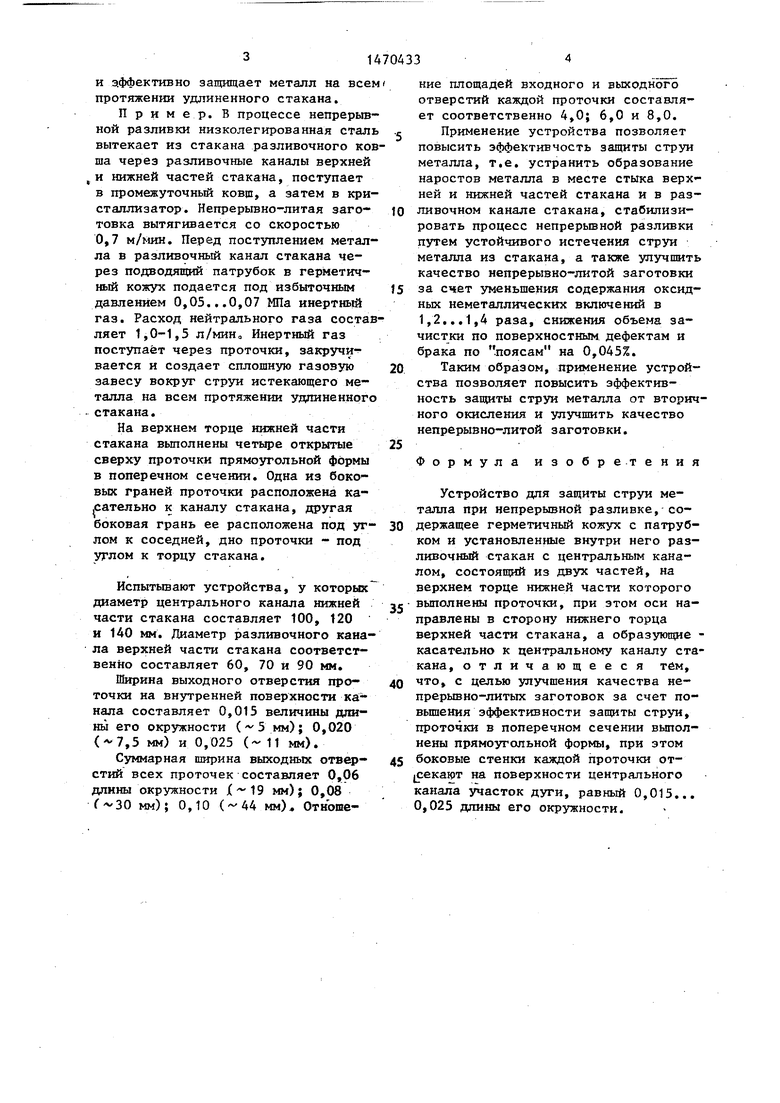
Устройство для защиты струи ме- талла при непрерьшной разливке со- держит разливочный стакан 1 с центральным каналом 2, состоящий из двух частей 3 и 4, на верхнем торце 5 нижней части выполнены проточки 6, а также герметичный кожух 7 с патрубком 8. Проточки б выполнены прямоугольной формы в поперечном сечении, одна из боковых граней проточки 6 расположена касательно к каналу 2 нижней части 4, другая боковая грань ее расположена под углом к соседней, дно проточки - под углом к торцу нижней части стакана. При этом ширина выходного отверстия 9 каждой проточк на поверхности канала 2 составляет О,015...О,025. Позицией 10 обозначена ширина входного отверстия каждой проточки.
Верхняя часть 3 стакана 1 крепит- ся в днище разливочного ковша 11. К нижнему торцу 12 верхней части 3 стакана прижата нижняя часть 4 стакана 1 посредством кожуха 7, закрепленного с помощью клиньев 13 на дни- ще разливочного ковша 11.
Для повьш1ения степени изоляции струи металла и создания условий для закручивания струи инертного газа необходимо выполнять проточки прямо- угольной формы, при этом должно выдерживаться значение отношения площадей входных и выходных отверстий в каждой проточке в определенных пределах. Кроме того, суммарная площадь выходных отверстий всех проточек дапжна составлять определенную долю от величины дпины окружности канала стакана и зависимости от расхода газа. Соблюдение этих условий позволяет обеспечивать необходимую величину скорости газа на входе в канал стакана, что обеспечивает защиту струи металла на всем протяжении
удлиненного стакана. При этом число проточек, а также их геометрические размеры зависят от расхода газа и диаметра канала стакана.
Расположение одной из боковых граней проточки в плоскости, касательной к каналу стакана,«другой боковой грани - под углом к ней, дна проточки - под углом к торцу стакана и выполнение проточки прямоугольной формы в поперечном сечении позволяют осуществлять эффективное закручивание струя инертного газа и созда Г ь сплошную газовую завесу вокруг струи металла.
Благодаря такой организации защиты струи металла обеспечивается необходимая скорость газа на входе в канал стакана, поступление достаточного его количества в полость стакана и эффективная защита метал- ,ла на всем протяжении удлиненного стакана.
Увеличение верхних пределов более указанных величин (0,025) не приводи к существенному повьш1еншо эффективности защиты струи металла, однако значительно увеличивается расход .инертного газа, происходит захолажи- вание струи металла, увеличивается намораживание его на внутренней поверхности канала стакана, в месте .стыка верхней и нижней частей стакана и снижается стойкость огнеупорного стакана.
При уменьш:ении нижних пределов против указанных величин (0,015) не обеспечивается необходимая скорость газа на входе в канал стакана, поступление достаточного его количества в полость стакана и значительно снижается эффективность защиты струи металла как в полости стакана, так и на выходе из него.
Устройство работает следующим образом.
В процессе разливки сталь вытекает из разливочного ковша 11 через центральный канал 2 верхней 3 и нижней 4 частей стакана 1, поступает в промежуточный ковш 14, а затем в кристаллизатор 15. Через подводящий патрубок 8 в герметичный кожух 7 подают под избыточным давлением 0,05.. 0,07 Ша инертный газ. Инертный газ поступает через проточки, закручивается, создает сплошную газовую завесу вокруг струи истекающего металла
и эффективно защищает металл на всем протяжении удлиненного стакана.
П р и м е р. В процессе непрерывной разливки низколегированная сталь .с вытекает из стакана разливочного ковша через разливочные каналы верхней
и нижней частей стакана, поступает в промежуточный ковщ, а затем в кристаллизатор. Непрерьгано-литая загс- JQ товка вытягивается со скоростью 0,7 м/мин. Перед постзтлением металла в разливочный канал стакана через подводящий патрубок в герметичный кожух подается под избыточным }5 давлением О,05...О,07 МПа инертный газ. Расход нейтрального газа составляет 1,0-1,5 л/мино Инертный газ поступает через проточки, закручи- вается и создает сплошную газовую 20 завесу вокруг струи истекающего металла на всем протяжении удпиненного
стакана.
На верхнем торце нижней части стакана вьтолнены четыре открытые 25 сверху проточки прямоугольной формы в поперечном сечении. Одна из боковых граней проточки расположена карательно к каналу стакана, другая боковая грань ее расположена под уг- 30 лом к соседней, дно проточки - под УГЛОМ к торцу стакана.
Испытьшают устройства, у которых диаметр центрального канала нижней части стакана составляет 100, 120 и 140 мм. Диаметр разливочного канала верхней части стакана соответственно составляет 60, 70 и 90 мм,
Ширина выходного отверстия про- точки на внутренней поверхности канала составляет 0,015 величины длины его окружности (5 мм); 0,020 (7,5 мм) и 0,025 (-11 мм).
Суммарная ширина выходных отвер- стий всех проточек составляет 0,06 длины окружности мм); 0,08 tot); 0,10 (-44 мм). Отношес
Q 5 0
5 0
5
О
5
ние площадей входного и выходного отверстий каждой проточки составляет соответственно 4,0; 6,0 и 8,0.
Применение устройства позволяет повысить эффективность защиты струи металла, т.е. устранить образование наростов металла в месте стыка верхней и нижней частей стакана и в разливочном канале стакана, стабилизировать процесс непрерьшной разливки путем устойчивого истечения струи металла из стакана, а также улучшить качество непрерывно-литой заготовки за счет уменьшения содержания оксидных неметаллических включений в 1,2...1,4 раза, снижения объема зачистки по поверхностным дефектам и брака по .поясам на 0,045%.
Таким образом, применение устройства позволяет повысить эффективность защиты струи металла от вторичного окисления и улучшить качество непрерывно-литой заготовки.
Формула изобретения
Устройство для защиты струи металла при непрерывной разливке, содержащее герметичный кожух с патрубком и установленные внутри него разливочный стакан с центральным каналом, состоящий из двух частей, на верхнем торце нижней части которого выполнены проточки, при этом оси направлены в сторону нижнего торца верхней части стакана, а образующие - касательно к центральному каналу стакана, отличающееся тем, что, с целью улучшения качества непрерывно-литых заготовок за счет повышения эффективности защиты струи, проточки в поперечном сечении выполнены прямоугольной формы, при этом боковые стенки каждой проточки от- jceKaiQT на поверхности центрального канала участок дуги, равный 0,015... 0,025 длины его окружности.
Д-А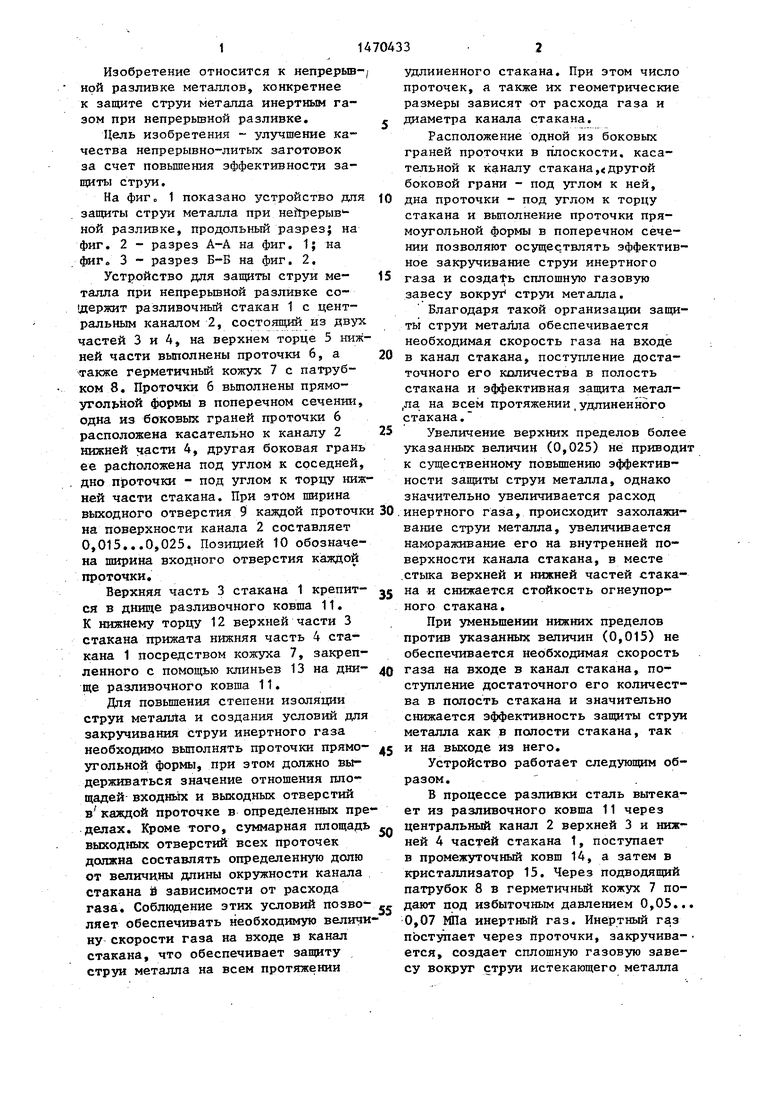
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для защиты струи металла при непрерывной разливке | 1982 |
|
SU1097439A1 |
| Устройство для защиты струи металла | 1992 |
|
SU1838038A3 |
| Устройство для защиты струи при непрерывной разливке металла | 1976 |
|
SU863159A1 |
| Устройство для подачи жидкого металла | 1992 |
|
SU1817732A3 |
| Промежуточный ковш машины непрерывного литья заготовок | 1987 |
|
SU1563840A1 |
| Промежуточный ковш двухручьевой машины непрерывного литья заготовок | 1991 |
|
SU1790468A3 |
| Устройство для подвода металлапРи НЕпРЕРыВНОй РАзлиВКЕ | 1979 |
|
SU829325A1 |
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАННОГО ВЫПУСКА МЕТАЛЛА ИЗ ЕМКОСТИ | 1993 |
|
RU2042472C1 |
| СПОСОБ ОБРАБОТКИ СТРУИ МЕТАЛЛА ПРИ РАЗЛИВКЕ | 1992 |
|
RU2065796C1 |
| УСТРОЙСТВО ДЛЯ ПРОДУВКИ МЕТАЛЛА В ПРОМЕЖУТОЧНОМ КОВШЕ | 1992 |
|
RU2061760C1 |
Изобретение относится к области черной металлургии. Целью изобретения является улучшение качества непрерывно-литой заготовки за счет повышения эффективности защиты струи. Устройство для защиты струи металла содержит разливочный стакан 1 с центральными каналами 2, состоящий из двух частей 3 и 4, на верхнем торце 5 нижней части 4 выполнены проточки 6, а также герметичный кожух 7 с патрубком 8. Проточки 6 выполнены прямоугольной формы в поперечном сечении, одна из боковых граней проточки 6 расположена касательно к каналу 2 стакана, другая боковая грань ее расположена под углом к соседней, дно проточки - под углом к торцу стакана 4. При этом ширина выходного отверстия каждой проточки на поверхности канала 2 составляет 0,015...0,025 длины его окружности. В процессе разливки сталь вытекает из разливочного ковша 11 через центральный канал 2 верхней 3 и нижней 4 частей стакана, поступает в промежуточный ковш 14, а затем в кристаллизатор 15. Через подводящий патрубок 8 в герметичный кожух 7 подается под избыточным давлением 0,05-0,07 МПа инертный газ. Инертный газ поступает через проточки 6, закручивается, создает сплошную газовую завесу вокруг струи истекающего металла и эффективно защищает металл на всем протяжении удлиненного стакана. 3 ил.
| Устройство для защиты струи металла при непрерывной разливке | 1982 |
|
SU1097439A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
