Изобретение относится к металлургии, в частности к оборудованию сталеплавильных цехов.
Известно устройство для выпуска металла из сталеразливочных ковшей, содержащее разливочный стакан, установленный в гнездовом кирпиче, приводной шибер, состоящий из верхней и нижней неподвижных плит, средней подвижной плиты, стакан-коллектор (авт.св. СССР N 1639887, кл. В 22 D 41/08, 1991).
Известно также устройство для выпуска металла из емкости, отсечки его при литье под давлением, содержащее корпус, образованный неподвижными огнеупорными плитами, и подвижную металлическую плиту, размещенную между неподвижными огнеупорными плитами, образующие литниковый канал, в котором установлена огнеупорная втулка с кольцевыми проточками на наружной поверхности, расположенными в плоскости скольжения подвижной и неподвижной плит (авт. св. СССР N 1096031, кл. В 22 D 41/08, 1984).
Недостатками известных устройств является низкая технологичность при замене стакана, которая требует остановки машины непрерывного литья, неудобство в обслуживании, ограниченная надежность, вызванная затеканием металла в зазор между нижней плитой и стаканом-коллектором и необходимостью при замене стакана-коллектора заменять весь затвор.
Задачей изобретения является повышение производительности, надежности устройства и расширение функциональных возможностей за счет обеспечения рафинирования при разливке, регулирования скорости разливки при заданном неизменном положении плит "открыто", отсечки струи металла при аварийной ситуации и упрощение обслуживания.
Это достигается тем, что устройство для выпуска металла из емкости, содержащее корпус, огнеупорные неподвижные плиты, расположенную между ними подвижную плиту и стакан-коллектор, разливочные каналы которых выполнены соосно, согласно изобретению снабжено дополнительной подвижной огнеупорной плитой, установленной между подвижной огнеупорной плитой и неподвижной, причем последняя выполнена съемной, неподвижно соединена со стаканом-коллектором, в боковой стенке которого выполнен наклонный канал для фурмы, а в нижнем конце стакана-коллектора калибровочное отверстие. При этом канал в стенке стакана-коллектора выполнен под углом 15-45о к горизонтали, а диаметр калибровочного отверстия выдержан равным 0,3-0,5 диаметра разливочного канала.
Наличие дополнительной подвижной плиты обеспечивает возможность притирки ее контактной поверхности верхней подвижной плитой при возвратно-поступательном перемещении и нижней плитой, быстрой замены нижней неподвижной плиты со стаканом-коллектором, что значительно повышает производительность устройства и машины непрерывного литья заготовок (МНЛЗ), снижает расход огнеупоров, трудоемкость при быстрой замене нижней неподвижной съемной плиты со стаканом-коллектором. Выполнение в боковой стенке стакана-коллектора наклонного канала для фурмы обеспечивает регулирование скорости истечения рафинированного металла в зависимости от давления газа и расхода последнего при заданном неизменном положении плит "открыто". Положение канала в стенке стакана-коллектора для фурмы выбрано для осуществления оптимального теплообмена между металлом в разливочном канале и емкости промежуточного ковша за счет циркуляции металла подаваемым газом, а также случае необходимости для отсечки струи металла при аварийной ситуации.
Наклон канала для фурмы менее 15о к горизонтали нежелателен, так как при поступлении газа в близкую к калибровочному отверстию стакана-коллектора зону циркуляция металла, а следовательно, и теплообмен уменьшаются до минимальной величины и часть вдуваемого газа увлекается струей металла в калибровочное отверстие стакана-коллектора. Угол наклона канала для фурмы более 45о нецелесообразен, так как наблюдается интенсивное зарастание калибровочного отверстия стакана-коллектора из-за снижения концентрации газа в металле в этом районе, а большая часть газа по разливочному каналу уходит в промежуточный ковш. Выполнение калибровочного отверстия в нижней торцовой части стакана-коллектора обеспечивает возможность дозирования выпускаемого металла из емкости при заданном неизменном положении плит "открыто", а также восстановления или увеличения диаметра калибровочного отверстия по технологической необходимости, т.е. увеличения скорости разливки без замены стакана-коллектора и нижней неподвижной плиты при положении верхней подвижной плиты "закрыто". Размер калибровочного отверстия зависит от марки разливаемого металла, от его температуры перед разливкой, окисленности и диаметра разливочного канала. При выполнении калибровочного отверстия диаметром, меньшим 0,3 диаметра разливочного канала стакана-коллектора, происходит замораживание калибровочного отверстия из-за быстрой потери аккумулированного тепла металлом, в результате чего снижается производительность устройства и МНЛЗ. Выполнять калибровочное отверстие стакана-коллектора диаметром, большим 0,5 диаметра разливочного канала, нецелесообразно, так как наблюдается зарастание и разливочного канала и калибровочного отверстия из-за значительного снижения скорости циркуляции металла, эффективности рафинирования.
Таким образом, предлагаемое устройство обеспечивает достижение технического результата, заключающегося в обеспечении высокой стойкости огнеупорных плит за счет работы устройства при нахождении подвижных плит в положении "открыто", регулировании скорости разливки металла при заданном положении подвижных плит "открыто", быстрой замены нижней неподвижной плиты со стаканом-коллектором, а также быстрой отсечки струи металла при аварийной ситуации.
На фиг.1 изображено устройство в открытом положении, продольный разрез; на фиг.2 то же в положении перекрытия струи металла.
Устройство для дозированного выпуска металла из емкости установлено на промежуточном ковше 1 МНЛЗ соосно с разливочным отверстием 2 огнеупорного стакана промежуточного ковша. Оно состоит из верхней 3 и нижней 4 неподвижных плит с отверстиями 5 и 6 соответственно, подвижных плит 7 и 8 с отверстиями 9 и 10 соответственно. Плита 4 соединена огнеупорным раствором со стаканом-коллектором 11 с разливочным 12 и калибровочным 13 отверстиями. В стенке стакана-коллектора 11 выполнен для фурмы канал 14 под углом 30о к горизонтали. Стакан-коллектор 11 соединен без огнеупорного раствора с погружным защитным стаканом 15 с отверстием 16, заглубленным в емкость 17 кристаллизатора 18 МНЛЗ.
Устройство работает следующим образом.
Комплект запрессованных в металлический корпус отшлифованных плит, уложенных последовательно друг над другом, соединенных болтами, клиньями устанавливают в основной металлический корпус на промежуточный ковш 1, который при закрытом положении плиты 7 заполняют металлом до требуемого уровня. Открывают вентиль подачи газа к фурме канала 14 стакана-коллектора 11. Затем совмещают оси отверстий 9, 10, 6 и 5 плит 7, 8, 3 и 4 соответственно и разливочных отверстий 2 и 6 огнеупорного стакана промежуточного ковша 1, стакана-коллектора 11, калибровочного отверстия 13 и отверстия 16 погружного защитного стакана 15. При разливке металл устремляется в калибровочное отверстие 13 стакана-коллектора 11, перемешиваясь в разливочном канале струей поступающего из фурмы канала 14 стакана-коллектора 11 газа, т.е. за счет циркуляции температура металла усредняется, поддерживается постоянной, а калибровочное отверстие 11, выполненное 0,4 диаметра разливочного канала, не застывает. После заполнения емкости 17 кристаллизатора 18 металлом до заданного уровня последний поддерживается регулированием количества подаваемого газа через фурму канала 14 стакана-коллектора 11, отверстия 12, 6, 10, 9, 5, 2 и емкость промежуточного ковша 1. Если регулировкой газом невозможно справиться с разливкой металла и ожидается переполнение кристаллизатора, плита с помощью привода перемещается, уменьшая до необходимого сечение разливочного канала. Отсечка струи металла при аварийной ситуации возможна в ручном и автоматическом режимах и осуществляется резким увеличением давления в газопроводе, подающем газ к фурме канала 14 стакана-коллектора 11, и одновременным перемещением плиты 7 в положение "закрыто", при этом большой газовый пузырь в разливочном канале запирает металл в разливочном канале промежуточного ковша 1 и калибровочном канале стакана-коллектора 11.
Замену огнеупорных изделий устройства производят без остановки МНЛЗ (рабочий режим с малой скоростью разливки) при закрытом положении плиты 7, плите 8 сообщается приводом возвратно-поступательное перемещение для пришлифовки кромок отверстий 10, 6 рабочих плоскостей плит 4, 8 соответственно и разрушения образующихся между контактными поверхностями плит настылей и спаев. После этого комплект огнеупоров (неподвижная плита 4, стакан-коллектор 11 и погружной защитный стакан 15) меняется на неиспользованный или на комплект с другим диаметром калибровочного отверстия 13 стакана-коллектора 11.
Предлагаемое устройство обеспечивает повышенную стойкость огнеупорных стаканов, плит, в том числе подвижной, перекрывающей металл как левой, так и правой относительно разливочного канала сторонами, огнеупоров ковшевого кирпича за счет регулирования скорости истечения металла при одновременном рафинировании, усреднении его температуры, упрощении обслуживания за счет быстрой отсечки струи металла при аварийной ситуации.
Предлагаемое изобретение применимо на предприятиях машиностроения, черной и цветной металлургии для дозированного выпуска металла из емкости, например в сталеплавильных цехах при наличии машины непрерывного литья заготовок и сифонной разливки стали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СТАЛЬНЫХ ЗАГОТОВОК | 1992 |
|
RU2022692C1 |
| СПОСОБ РАЗЛИВКИ МЕТАЛЛА ИЗ СТАЛЕРАЗЛИВОЧНОГО КОВША В ЛИТЕЙНЫЕ ФОРМЫ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2011 |
|
RU2468888C2 |
| СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 1992 |
|
RU2044602C1 |
| СКОЛЬЗЯЩИЙ ЗАТВОР СТАЛЕРАЗЛИВОЧНОГО ИЛИ ПРОМЕЖУТОЧНОГО КОВША | 1991 |
|
RU2007269C1 |
| СТАЛЬКОМБАЙН "КОМКОБ" КОБЗАРЬ-ДЕРНОВСКОГО ДЛЯ НЕПРЕРЫВНОЙ КОВШЕВОЙ МЕТАЛЛУРГИИ | 2011 |
|
RU2460606C1 |
| Скользящий ковшевой затвор | 1982 |
|
SU1047587A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1996 |
|
RU2100138C1 |
| Ковш для продувки металла через шиберный затвор | 1986 |
|
SU1588501A1 |
| Скользящий ковшевой затвор | 1983 |
|
SU1143511A1 |
| Промежуточный ковш машины непрерывного литья заготовок | 1987 |
|
SU1563840A1 |
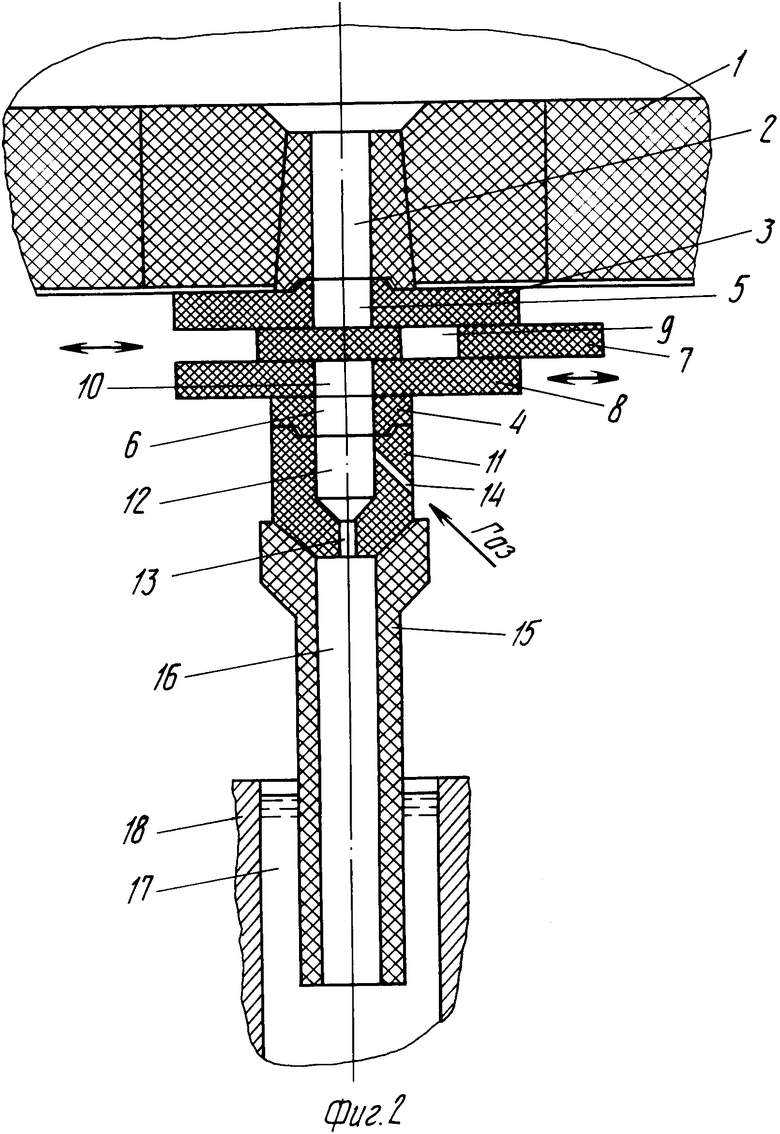
Изобретение относится к металлургии, в частности к оборудованию сталеплавильных цехов. Устройство содержит верхнюю 3 и нижнюю 4 неподвижные плиты, средние подвижные плиты 7 и 8, разливочные каналы которых расположены соосно. Для повышения производительности, надежности и расширения функциональных возможностей устройство снабжено дополнительной огнеупорной плитой, установленной между подвижной огнеупорной плитой и неподвижной, причем последняя выполнена съемной и жестко соединена со стаканом-коллектором. В боковой стенке стакана-коллектора выполнен под углом 15 45° в горизонтали канал 14, а диаметр калибровочного отверстия выбран 0,3 0,5 диаметра разливочного канала. 1 з.п.ф-лы, 2 ил.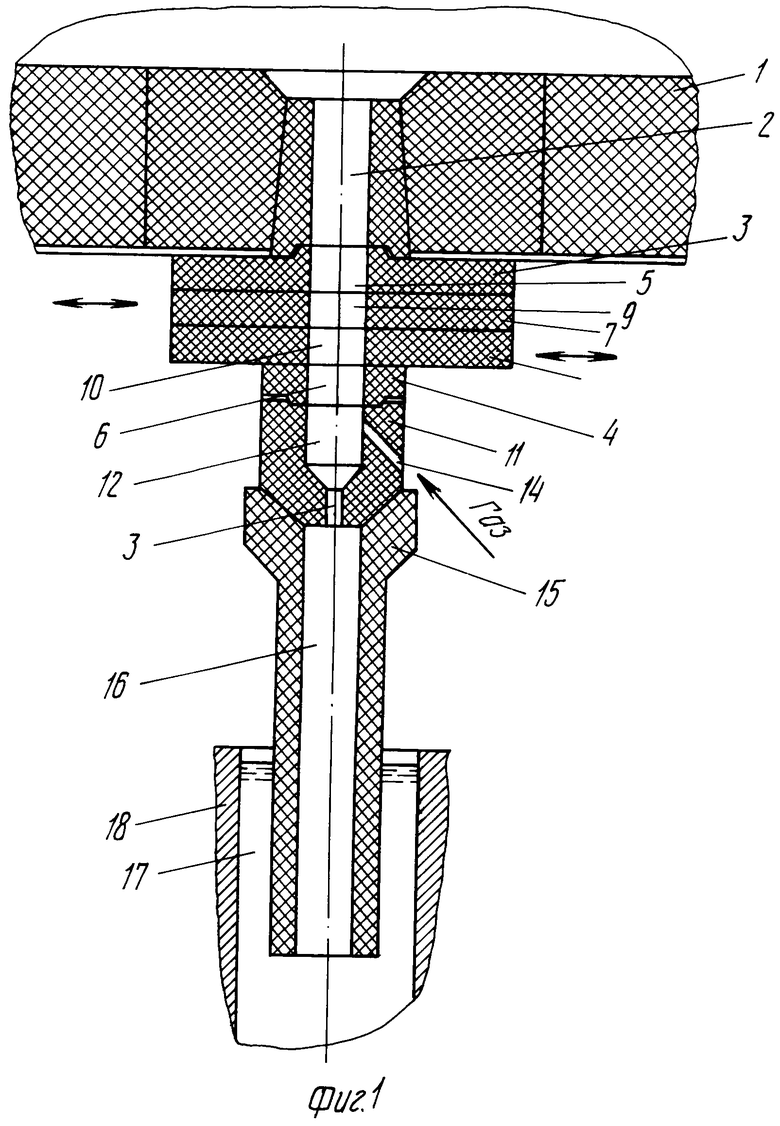
| Чугун | 1983 |
|
SU1096301A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |

