Известные способы обработки путем фрезерования профиля винтовых рабочих колес нагнетателей типа «Руттс не обеспечивают необходимой точности обработки.
При обработке профиля по предлагаемому способу, с целью повышения точности обработки и увеличения производительности, применяют раздельное фрезерование впадины и выпуклого элемента профиля рабочих колес. При фрезеровании по этому способу впадины ось вращения фрезы или расточного резца может быть расположена параллельно оси поворота изделия.
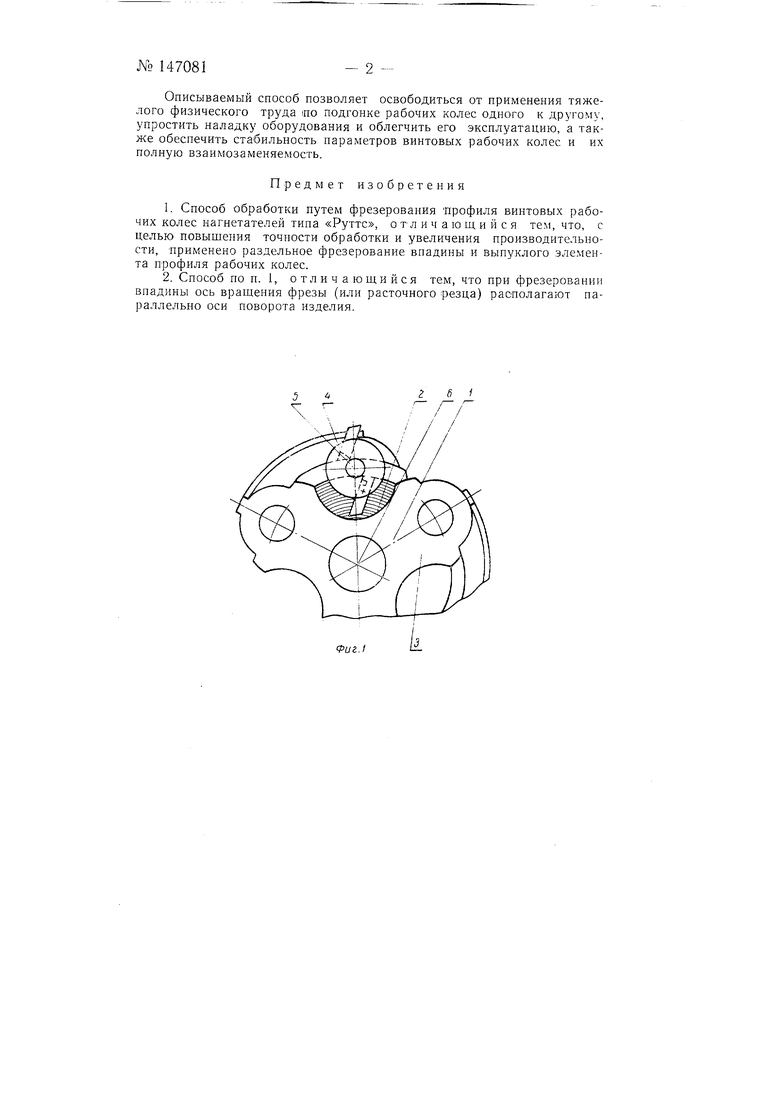
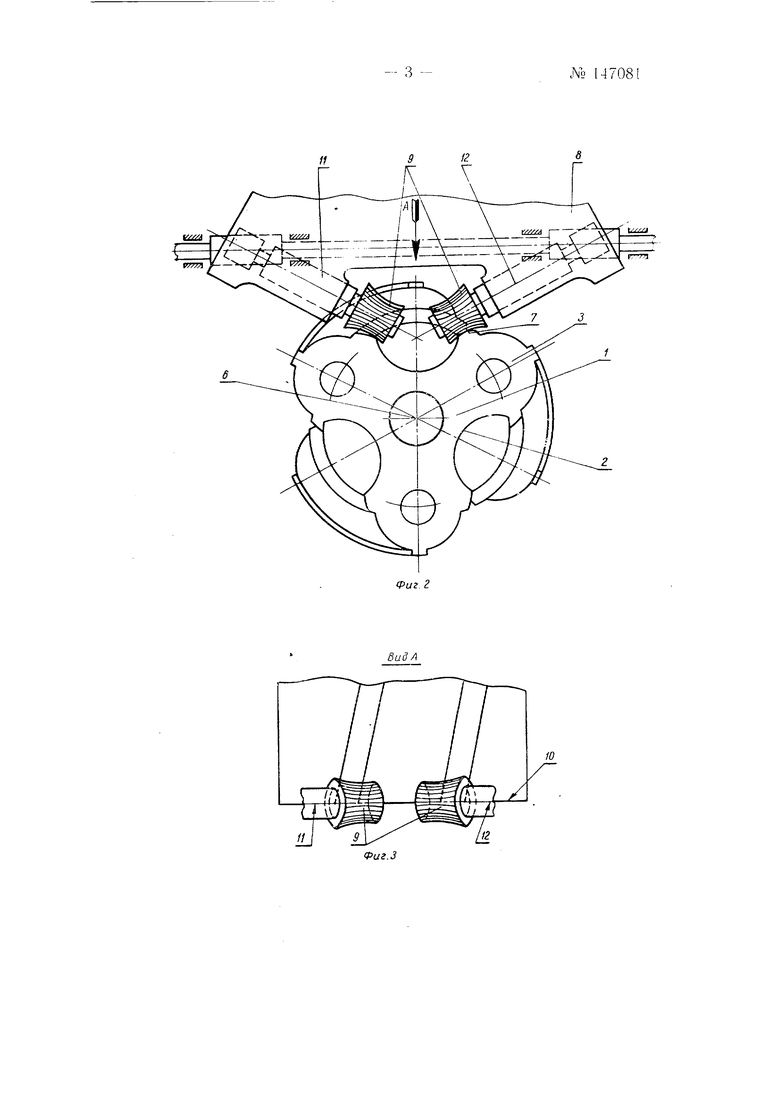
На фиг. I изображена схема установки резцовой головки при обработке впадины .колеса; на фиг. 2 - схема установки фрезерной головки при обработке выпуклых элементов профиля; на фиг. 3 - вид по стрелке А на фиг. 2.
Способ обработки путем фрезерования профиля винтовых рабочих колес с нагнетателей типа «Руттс состоит в том, что после черновой обработки всего профиля рабочего колеса /, которую производят одновременно на одном станке, причем впадину 2 колеса обрабатывают, применяя расточную головку, а выпуклые элементы 3, соседние со впадиной, - набором фасонных фрез, чистовую обработку выполняют раздельно. Впадину 2 растачивают резцовой головкой 4, ось 5 которой занимает положение, параллельное оси 6, относительно которой поворачивается колесо / при обработке. Участки 7 выпуклых элементов фрезеруют при помощи головки 5, включающей две фасонные фрезы 9. причем плоскость 10, проходящая через их оси 11 и 12, во время обработки всегда остается перпендикулярной оси 6. В связи с этим профиль фрез подвергают необходимой корректировке. Фрезы 9 выполняют :iaтылованными и со щлифованным профилем..
Описываемый способ позволяет освободиться от применения тяжелого физического труда по подгонке рабочих колес одного к другому, упростить наладку оборудования и облегчить его эксплуатацию, а также обеспечить стабильность параметров винтовых рабочих колес и их полную взаимозаменяемость.
Предмет изобретения
1.Способ обработки путем фрезерования профиля винтовых рабочих колес нагнетателей типа «Руттс, отличающийся тем, что, с целью повышения точности обработки и увеличения производительности, применено раздельное фрезерование впадины и выпуклого элемента профиля рабочих колес.
2.Способ по п. 1, отличающийся тем, что при фрезеровании впадины ось вращения фрезы (или расточного резца) располагают параллельно оси поворота изделия.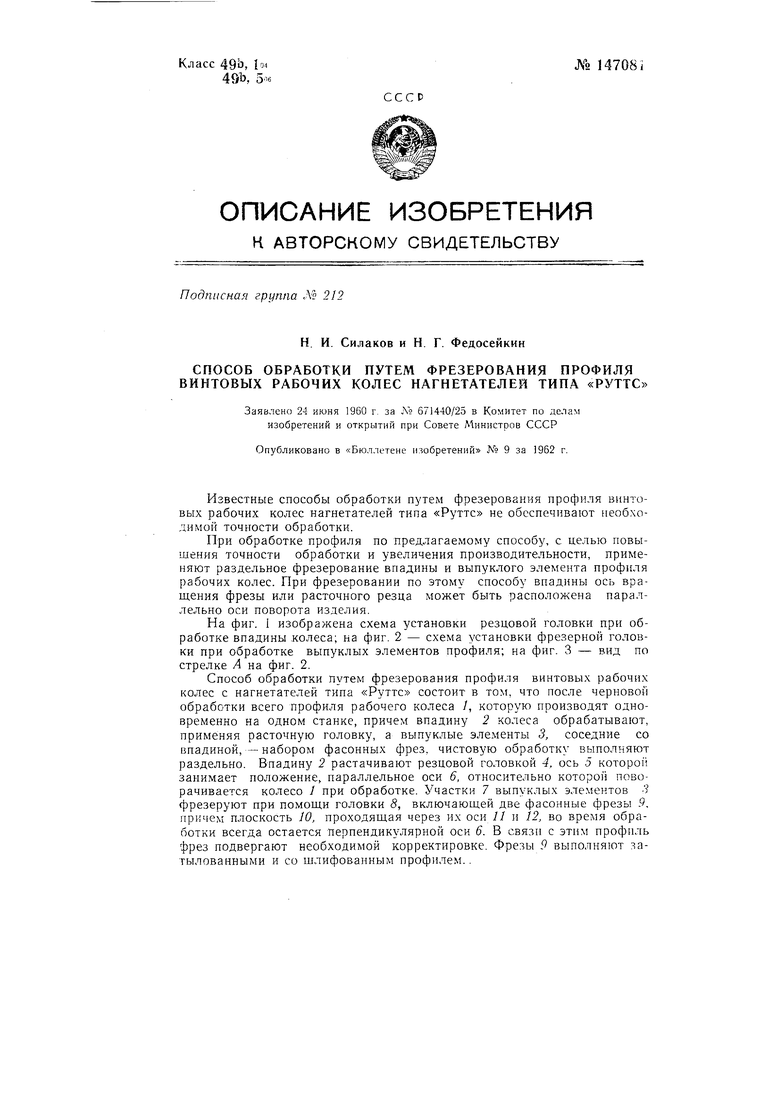
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление к фрезерным станкам для обработки винтовых поверхностей | 1960 |
|
SU138795A1 |
| Способ нарезания зубцов, двояковыпуклых в продольном направлении | 1939 |
|
SU57898A1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС С КРИВОЛИНЕЙНОЙ ФОРМОЙ ЭВОЛЬВЕНТНОГО ЗУБА | 1991 |
|
RU2012455C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306201C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2387522C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306202C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С АРОЧНЫМИ ЗУБЬЯМИ | 2006 |
|
RU2322329C1 |
| СПОСОБ ОБРАБОТКИ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2381877C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ С КРУГЛОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ | 2006 |
|
RU2306199C1 |
Фиг.
г S i
