Известны приспособления к фрезерным станкам для обработки винтовых поверхностей с кинематической связью продольного движения стола с поворотом шпинделя с изделием посредством реечной передачи. Однако с помощью таких приспособлений возможна обработка винтовых поверхностей одного направления (или только правого, или только левого)В описываемом приспособлении, применяемом для обработка винтовых поверхностей рабочих колес нагнетателей типа «Руттс, для обеспечения возможности обработки изделий с правой и левой винтовыми поверхностями реечная передача выполнена сдвоенной. В нее входят две рейки, расположенные по обе стороны ведомого зубчатого колеса. Эти рейки выполнены установочно поворотными посредством эксцентрика, используемого для их раздельного сцепления с зубчатым колесом. Для выборки люфтов зацепления и повышения кинематической точности сдвоенной реечной передачи ее обе рейки находятся под воздействием подпружиненных нажимных роликов, действующих в плоскости зацепления в направлении оси реечного зубчатого колесаНа чертеже изображена схема приспособления.
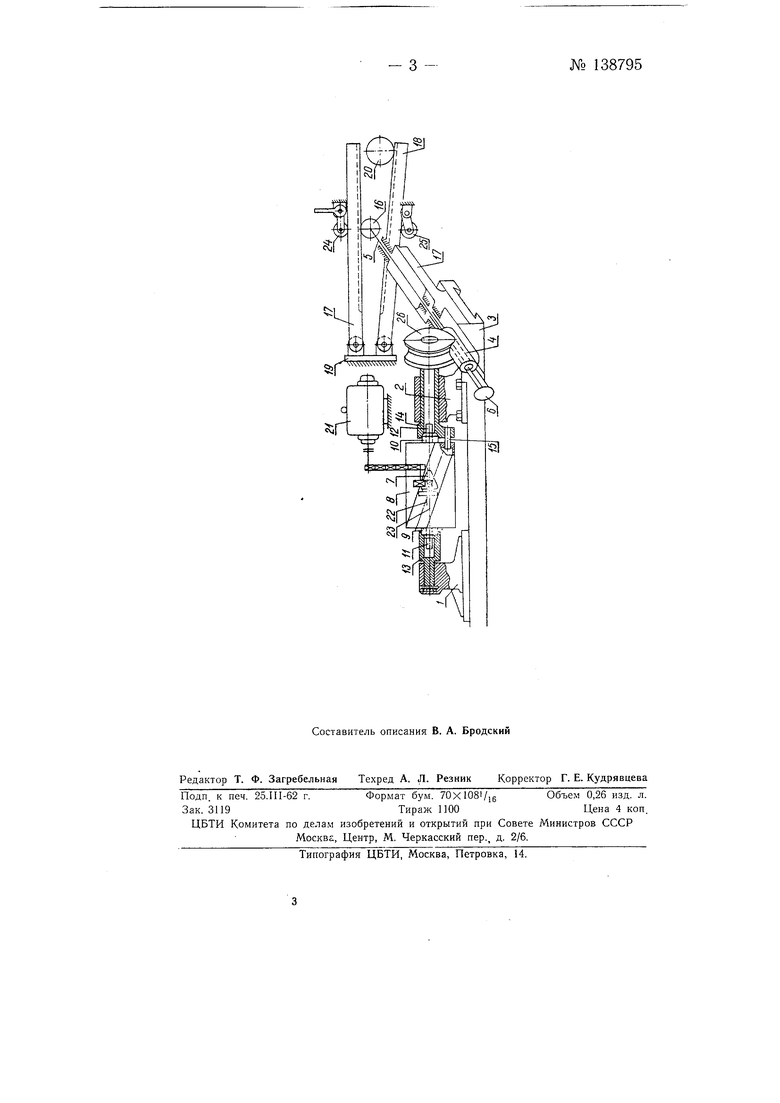
Приспособление к фрезерным станкам для обработки винтовых поверхностей состоит из передней 1 и задней 2 бабок, установленных на столе 5 фрезерного станка, червячной передачи 4, сдвоенной реечной передачи 5, делительного механизма 6 и расточной головки 7.
Изделие 8, например, начерно выполненное рабочее колесо, подлежащее обработке, устанавливается при помощи втулок 9 и 10, надетых на его цапфы // и 12, в шпиндели 13 и 14 бабок / и 2, при этом шпиндель 14 задней бабки 2 посредством пальца 15 осуществляет поворот изделия 8 в процессе обработки. При продольном движении стола 5
№ 138795- 2 станка ведомое зубчатое колесо 16 передачи 5 взаимодействует с одной из реек /7 или 78, шарнирно прикрепленных к кронштейну 19. установленному на неподвижной стойке станка. В результате такого взаимодействия колесо 16 поворачивается и сообщает вращательное движение через червячную передачу 4 и .шпиндель М с пальцем 15 обрабатываемому изделию 8. Путем поворота эксцентрика 20 в зацепление с колесом 16 может входить одна из реек 17 или 18, а одновременное их зацепление исключается. Верхняя рейка 17 создает поворот изделия 8, при котором на нем выполняется правая винтовая поверхность, а нижняя рейка 18 - поворот для левой винтовой поверхностиОбработка впадин профиля изделия 5 производится головкой 7, приводимой от индивидуального электродвигателя 21, причем ось 22 головки 7 все время остается параллельной оси 23 поворота изделия 8Для обработки выпуклых элементов профиля применяется специальная фрезерная головка, содержащая две фасонные фрезыКинематическая точность -и жесткость приспособления обеспечиваются за счет действия подпружиненных нажимных роликов 24 и .25, а также тем, что червячное колесо 26 передачи 4 выполнено из двух половин, соединенных между собой болтами- При появлении в передаче 4 люфтов болты ослабляются, и одна половина колеса 26 поворачивается относительно другой до тех пор, пока люфт не будет устранен, после чего болты снова затягиваются.
Описываемое приспособление позволяет изготавливать винтовые рабочие колеса нагнетателей типа «Руттс, не прибегая к последующей подгонке их вручную, освободиться от применения тяжелого физического труда, увеличить производительность и повысить точность и качество обработки колес.
Предмет изобретения
1. Приспособление к фрезерным станкам для обработки винтовых поверхностей, в частности, рабочих колес нагнетателей типа «Руттс с кинематической связью продольного движения стола с поворотом шпинделя с изделием посредством реечной передачи, oтличaющeec я тем, что, с целью обеспечения возможности обработки изделий с правой или левой винтовыми поверхностями на одном приспособлении, реечная передача выполнена сдвоенной из двух расположенных по обе стороны ведомой щестерни реек, выполненных установочно поворотными посредством эксцентрика для их раздельного сцепления с щестерней.
2- Приспособление по п. 1, отличающееся тем, что, с целью выборки люфтоБ, зацепления н повыщения кинематической точности сдвоенной реечной передачи, обе рейки сдвоенной реечной нередачи находятся под воздействием подпружиненных нажимных роликов, действующих в плоскости зацепления в направлении оси реечной щестерни.
;з1
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки путем фрезерования профиля винтовых рабочих колес нагнетателей типа "Руттс" | 1960 |
|
SU147081A1 |
| Резьбошлифовальный станок Ткачика | 1990 |
|
SU1754358A1 |
| Приспособление для изготовления зубчатых реек | 1956 |
|
SU108254A1 |
| Устройство для обработки кулачков | 1970 |
|
SU478690A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Универсальное устройство с однокоординатным числовым программным управлением для обработки сферических и плоских матриц и пуансонов с некруглой в плане боковой конической поверхностью | 1977 |
|
SU659293A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Круглошлифовальный станок Галахова | 1977 |
|
SU891351A1 |
| ЗУБОХОНИН ПОВАЛЬНЫЙ СТАНОК | 1970 |
|
SU268870A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТУРБИННЫХ ЛОПАТОК | 1970 |
|
SU288509A1 |