Известны ленточные вакуум-прессы для формования офактуренных с нескольких сторон керамических блоков, выполненные в виде двух шнеков, одновременно нагнетающих две вакуумированные разноцветные массы в одну переходную головку, где массы соединяются в один поток, образуя на выходе из мундштука брус.
Предлагаемый комбинированный ленточный вакуум-пресс аналогичного назначения отличается от описанных выше тем, что в нем созданы условия для предотвращения забивания вакуум-камеры глиияноС массой. Для этого в вакуум-камере установлены электрические указатели минимального и максимального допустимых уровней, связанные с механизмами, управляющими включением и выключением вала глиномешалки пресса.
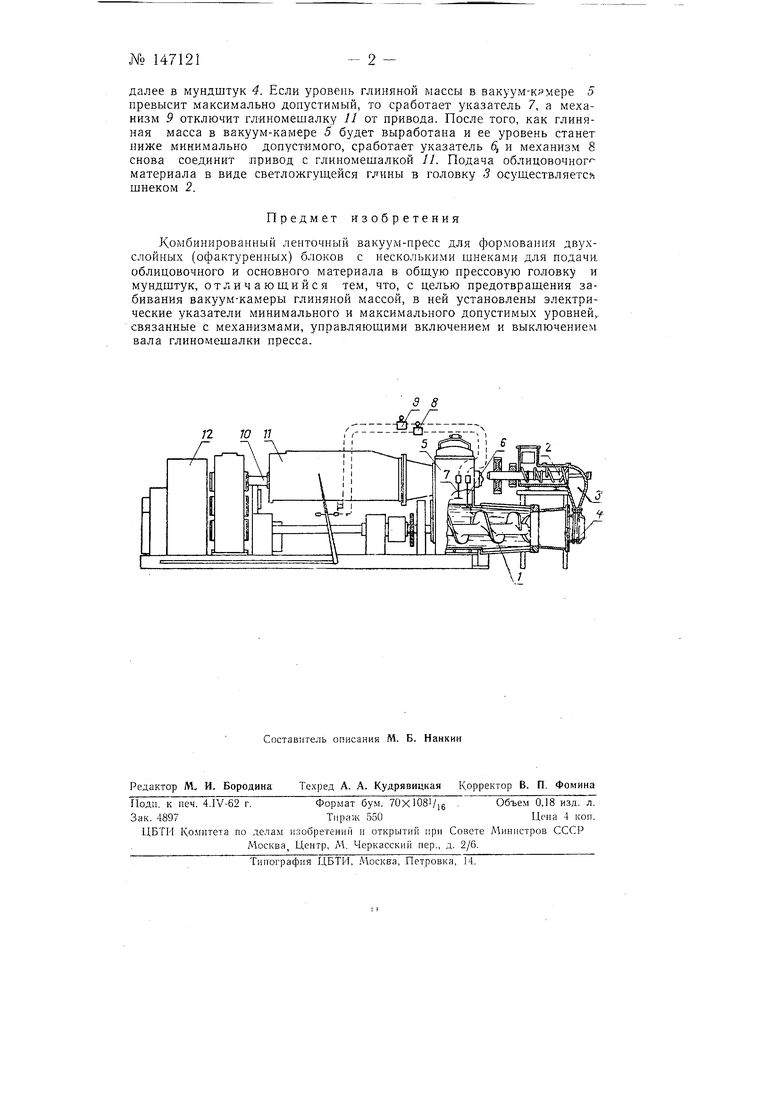
На чертеже схематично изображен предлагаемый комбинированный ленточный вакуум-пресс, вид сбоку с частичным разрезом.
Комбинированный ленточный вакуум-пресс для формования двухслойных (офактуренных) блоков включает в себя щнеки / и 2 для подачи соответственно основного и вспомогательного материала в общую прессовую головку 3 и мундштук 4.
В вакуум-камере 5, расположенной вертикально, установлены электрические указатели 5 и 7 минимального и максимального допустимого уровней. Указатели 5 и 7 связаны с механизмами S и 5, управляющими включением и выключением вала 10, глиномешалки П. Общий привод 12 обеспечивает синхронную работу игнеков / и 2. Работает пресс следующим образом.
Основной материал в виде красножгуп1е1 1ся глины после переработки на агрегатах (вне комбинированного пресса) подается в глиномещалку 11 и далее поступает в вакуум-камеру 5. Из последней масс (глина) попадает на шнек 7, нагнетающ,ий ее р прессовую головку и
далее в мундштук 4. Если уровень глиняной массы в вакуум-кэмере 5 превысит максимально допустимый, то сработает указатель 7, а механизм 9 отключит глиномешалку 11 от привода. После того, как глиняная масса в вакуум-камере 5 будет выработана и ее уровень станет ниже минимально допустимого, сработает указатель 6, и механизм 8 снова соединит привод с глиномешалкой 11. Подача облицовочног материала в виде светложгуш,ейся r/fHHbi в головку 3 осуш,ествляетсй шнеком 2.
Предмет изобретения
Комбинированный ленточный вакуум-пресс для формования двухслойных (офактуренных) блоков с несколькими шнеками для подачи облицовочного и основного материала в общую прессовую головку и мундштук, отличающийся тем, что, с целью предотвращения забивания вакуум-камеры глиняной массой, в ней установлены электрические указатели минимального и максимального допустимых уровней,, связанные с механизмами, управляющими включением и выключением, вала глиномешалки пресса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вакуум-пресс | 1948 |
|
SU80804A1 |
| Пресс с бесконечными прессующими лентами для непрерывного формования кирпича и тому подобных строительных изделий из глины | 1950 |
|
SU90820A1 |
| Способ формования изделий выдавливанием пластичной массы через мундштук ленточного пресса | 1983 |
|
SU1127771A1 |
| Ленточный вакуум-пресс для изготовления строительных многопустотных блоков из керамических масс | 1956 |
|
SU118100A1 |
| ЛЕНТОЧНЫЙ ПРЕСС | 2000 |
|
RU2186677C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО ОБЛИЦОВОЧНОГО ИЗДЕЛИЯ И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ТАКИМ СПОСОБОМ | 2011 |
|
RU2456154C1 |
| ПРЕСС ШЕРЕМЕЕВА ДЛЯ ИЗГОТОВЛЕНИЯ КИРПИЧЕЙ | 1991 |
|
RU2008211C1 |
| СПОСОБ ПРОИЗВОДСТВА КЕРАМИЧЕСКОГО КАМНЯ | 2011 |
|
RU2461457C1 |
| УСТРОЙСТВО ДЛЯ ЭКСТРУЗИИ ПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2013 |
|
RU2530814C1 |
| Ленточный вакуум-пресс для глины | 1947 |
|
SU76248A1 |
