При 1вакуумировании глин или керамических масс в производстве кириич1а, пустотелых блоков, фаянса, фарфора и др- изделий имеет большое значение регулирование этого процесса в зависи1мости от овойств обрабатываемой MiaccH. Толщина подаваемой в вахуум-камеру стружки определяет степень в а1куумирования 1массы н должна меняться для получения оптимальных результатов вакуумирования применительно к пластичности и связност:- обрабатываемых керамических масс.
Чем пластичнее обрабатываемая масса, тем больше затруднений возникает при извлечении из нее воздуха и тем тоньше должна быть подаваемая в вакуум-камеру стружка. Для обеспечения регулирования стружки предлагается, ленточный пресс со шнеком, нагнетающит керамическую массу в вакуу.м-камеру, снабженный специальпыми вращаюидимися ножками для разрезания керамических лент на стружку.
Отличительной особенностью предлагаемого вакуум-пресса является то, что его но(жи снабжены особьим механизмом для 1егулир|ОВ:ания их числа оборотов, в зависимости от скорости подачи в камеру керамической леиты.
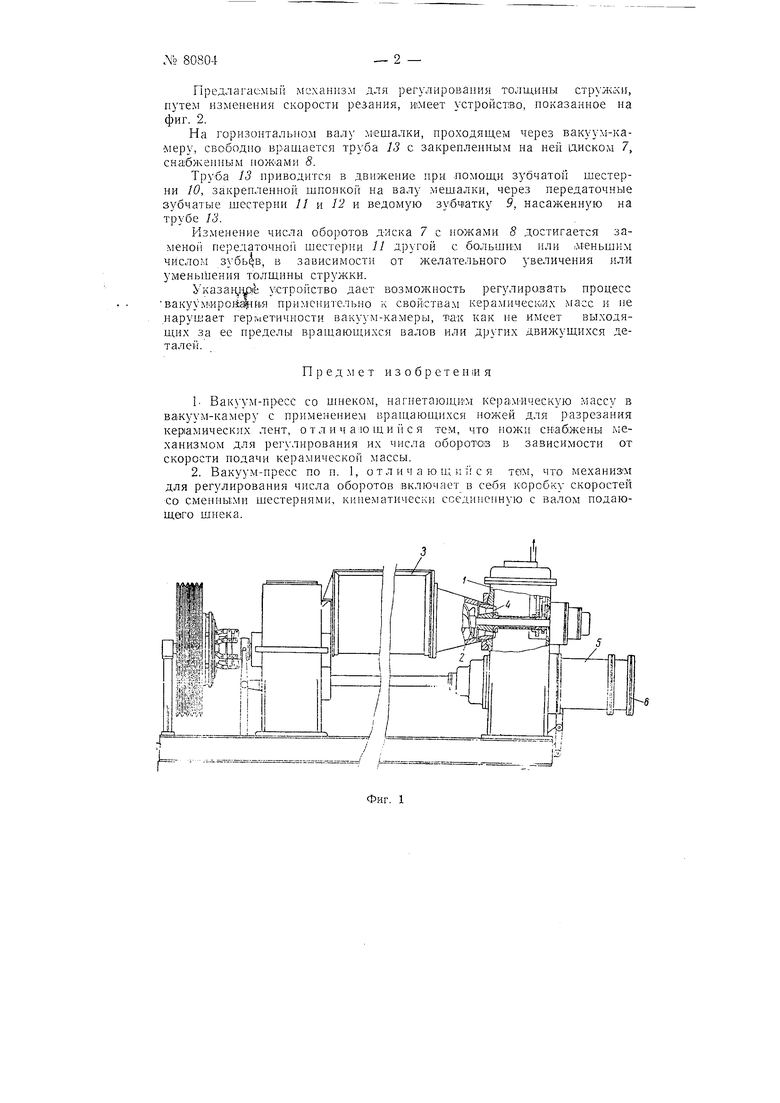
На фиг. 1 показан общий вид пресса; па фиг. 2-в акуум-камера пресса в разрезе.
Керамическая масса (фиг- 1) из мешалки 3 подается шнеком 2 в вакуум-камеру /, где производится ее иредварительпая обработка и увлажнение. При входе в в акуум-камеру расположен резательный механизм 4, предназначенный для разделения :массы на стружку за,данной толидины.
Из вакуум-камеры масса, после ее вакуумнрования, подается в .ггенточньп пресс 5, которым и выдается наружу в виде брхса через
М -НД1ПТ К 6.
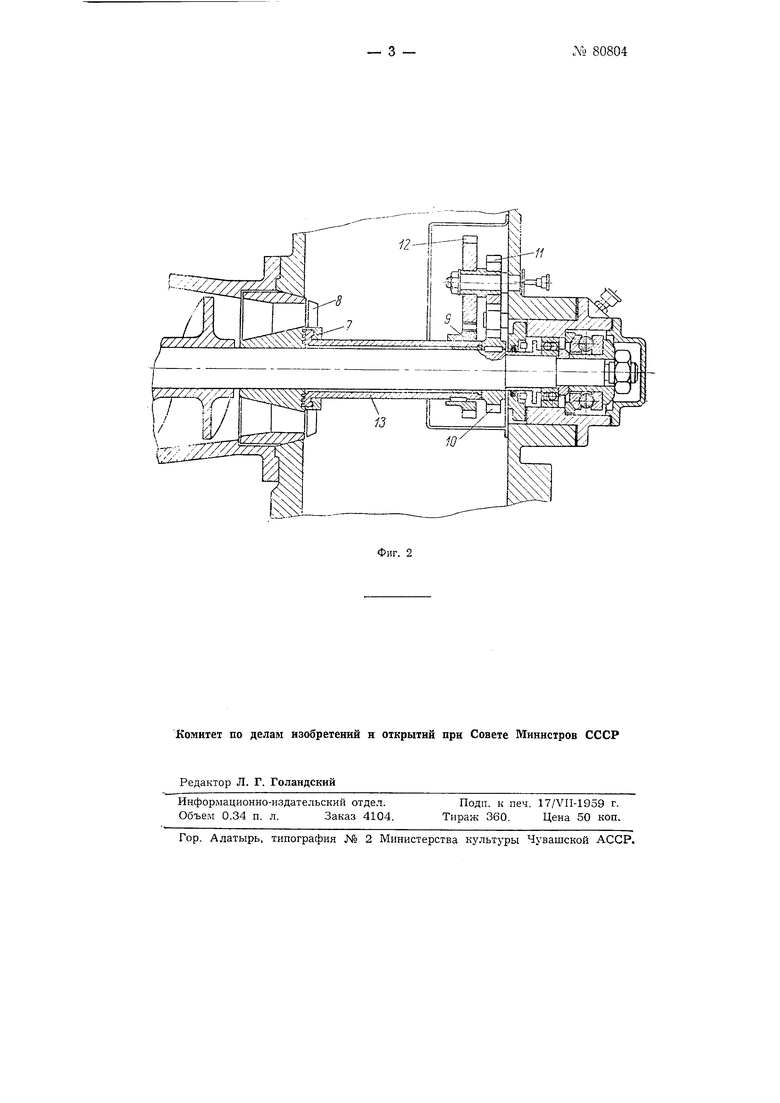
Предлагаемы мцхан 1зм для регулирования толщины стружки, путем изменения скорости резан я, имеет устройство, показа чное на фиг. 2.
На горнзонталь ом валу мешалки, проходящем через вакуум-камеру, свободно вр ашается труба 13 с закрепленным на ней диском 7,
СНабже 1 ЫМ 10ЖаМ1 8.
Труба 13 приводится в движение при помощи зубчатой шестерни 10, закрепленной шпонкой па валу мешалки, через передаточные зубчатые шестерьп 11 и 12 и ведомую зу:бч1атку 9, насаженную на трубе 13.
Изменение числа оборотов диска 7 с ожами 8 достигается передаточной шестерни 11 другой с большиМ пли лгеньшпм числом зубьев, в зависимости от желательного увеличения или уменьшения толщины стружки.
Указан.1юЬ устройство дает возможность регулирО вать процесс вакуулиройс ня применительно к керампческ|Их масс и не нарушает герметичности вакуум-камеры, так не имеет выходящих за ее пределы вращаюи :ихся валов или других движущихся деталей.
П р е д Л е т и з о б р е т е и |И я
1- Baкyy -пpecc со шнеком, нагнетающио кера:МИческую массу в ва1куум-камеру е применением врап ающихся ножей для разрезания керамических лент, о т л и ч щ и и с я тем, что ножи сн-абжены механизмом для регулирования их числа оборотс В }з зависимости от скорости иодачи керамической массы.
2. Вакуум-пресс по п. 1, отличающимися том, что механизм для регулирования числа оборотов вкл Очает в себя коробку скоростей со сменными шестернями, кинематически с валом подающего шнека.