Р1звестные прессы для формования кнрттича. состоящие из дпух сходящихся прессуюицтх и двух поддерживаюящх лент, ие обесиечи1 ают нолиое и равномерное раснределеиио глиняной массы в нространстве между лентами.
Отличительная особенность предлагаемого пресса состоит в том. что применен шнековый нагнетатель для равномерного заьолпенпя глиной пространства между лентами.
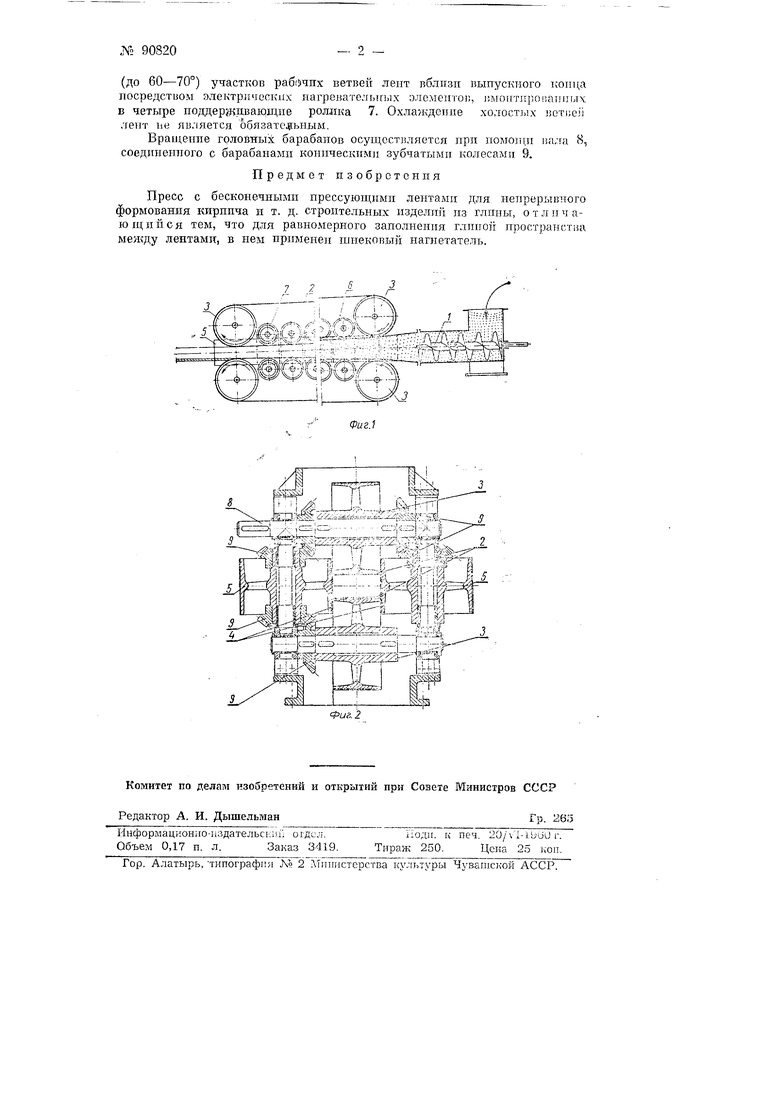
На фиг. 1 изображен пресс в 1тро;1ольпом разрезе; на фиг. 2-то же, в поперечном разрезе.
Шнековый питатель 1 равномерно иодает глггияную массу в пространство между двумя горизоптальнымп леитами 2, натянутымн на барабаны 3, и двумя вертикальным леитами 4, натянутыми иа барабаны 5. Все четыре ленты образуют в сечении замкнутыт ирямоуголытик.
Расстояине мея-;ду лентами 4 пеизметтио по всей длине и рапно ширине сыриа кирпича, расстояние между лентами 2 постепенпо умепьншется II у левых барабаиов достигает толщппы сырца кирпича. Угол между лентами 2 выбирается меньшим, чем угол тренпя глиняио массы о ленту, чем устраняется возможность обратного двпжепия массы. Попадая в пространство между четырьмя двпжупдпмися .леитамп, глиняная масса подвергается прокатке, причем стеиень уплоттгеиия массы может быть выбраиа любой (до максимально-возможно иол 1О11Г сближен1 и частгпд ).
Ленты ирименяются стальн,е из нержавею це 1 стали, в 1пускаеivioii для оснащения транспортеров. Толщина ыпускаемых лент от 0,8 мм и выше при ширине до 650 мм. Прн С оростн ленты диаметр барабана может быть выбран s пределах 400-500 мм.
Устранение в шучиван 1я лепт обеспеч вается достаточно сильным их натяжением, а также установкой промежуточных роликов 6 па рабочнх ветвях лент.
Возможность налипапия на лептах устраняется нагреванием
(до 60-70°) участков рабочих ветвей лент вблизи выпускного тюпца посредством электрических иагревателЕлгых оломеито, гопт1Т150 ати1ьтх в четыре поддерживающие ролика 7. Охлаждение холостых iseTueJi лепт lie является обязатедьпым.
Вращепие головных барабанов осуществляется при помопп ва.тга 8, соединеппого с барабанами копическими зубчатыми колесами 9.
Предмет изобрстепия
Пресс с бескопечными прессующими леитами для непрерывного формования кирпича и т. д. строительпых изделий из глппы, отличающийся тем, что для равиомерного заиолпеиия глипо}: пространстиа лентами, в пем прпмеиеи шиековый пагнетатель.
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный ленточный вакуум-пресс для формования двухслойных (офактуренных) блоков | 1961 |
|
SU147121A1 |
| Вакуум-пресс | 1948 |
|
SU80804A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ФИЛЬТРМУНДШТУКОВ ИЗ волокнистых МАТЕРИАЛОВ ДЛЯ ТАБАЧНЫХ ИЗДЕЛИЙ | 1972 |
|
SU330850A1 |
| Автоматическое приспособление к ленточному прессу для разрезания глиняного бруса на кирпичи | 1947 |
|
SU73451A1 |
| Пресс | 1975 |
|
SU637069A3 |
| АППАРАТ ДЛЯ ПОПЕРЕЧНОГО РАЗРЕЗАНИЯ ГЛИНЯНОЙ ПОЛОСЫ, ВЫХОДЯЩЕЙ ИЗ ЛЕНТОЧНОГО ПРЕССА | 1929 |
|
SU15999A1 |
| Ленточный пресс | 1982 |
|
SU1031731A1 |
| ПРЕСС НЕПРЕРЫВНОГО ДЕЙСТВИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ДРЕВЕСНЫХ МАТЕРИАЛОВ | 1973 |
|
SU398390A1 |
| Ленточный пресс для кирпича | 1953 |
|
SU99214A1 |
| ВАЛКОВЫЙ ПРЕСС ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU316564A1 |
