Kl

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления электрода-инструмента для электроабразивного шлифования | 1988 |
|
SU1720819A1 |
| Способ изготовления алмазно-абразивного инструмента | 1981 |
|
SU990488A1 |
| Композиционное металл-алмазное покрытие, способ его получения, дисперсная система для осаждения композиционного металл-алмазного покрытия и способ ее получения | 2019 |
|
RU2706931C1 |
| Композиционное металл-алмазное покрытие, способ его получения, алмазосодержащая добавка электролита и способ ее получения | 2018 |
|
RU2699699C1 |
| Способ получения электропроводного слоя на поверхности неметаллических матриц для гальванопластики | 1990 |
|
SU1791473A1 |
| СПОСОБ ХИМИЧЕСКОГО НИКЕЛИРОВАНИЯ И РАСТВОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2544319C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ МЕТАЛЛИЗАЦИИ ПРИРОДНЫХ МАТЕРИАЛОВ И РАСТВОР ДЛЯ ИХ МОДИФИКАЦИИ | 1997 |
|
RU2118400C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ОСАЖДЕНИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ НА ПРИРОДНЫЕ МАТЕРИАЛЫ | 1997 |
|
RU2118401C1 |
| Способ получения композиционного металл-алмазного покрытия на поверхности медицинского изделия, дисперсная система для осаждения металл-алмазного покрытия и способ ее получения | 2020 |
|
RU2746730C1 |
| Способ изготовления алмазного инструмента | 1992 |
|
SU1838088A3 |
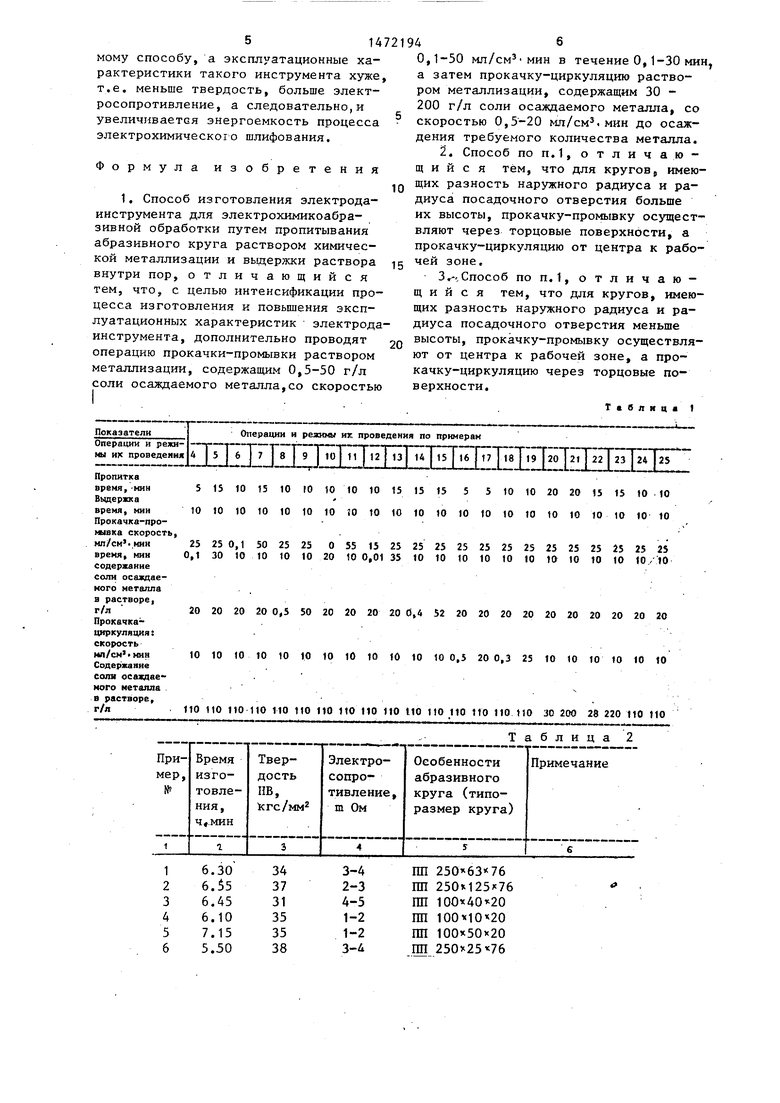
Изобретение относится к области электрофизических и электрохимических методов обработки ,в частности, к способу изготовления электрода-инструмента для электрохимического абразивного шлифования. Целью изобретения является интенсификация процесса изготовления и повышения эксплуатационных характеристик электродов-инструментов. Проводят дополнительную операцию прокачки-промывки раствором металлизации, содержащим 0,5-50 г/л соли осаждаемого металла со скоростью 0,1-50 мл/см3.мин в течение 0,1-30 мин, а затем прокачку - циркуляцию раствором металлизации, содержащим 30-200 г/л соли осаждаемого металла, со скоростью 0,5-20 мл/см3.мин до осаждения требуемого количества металла, причем для кругов, имеющих разность наружного радиуса и радиуса посадочного отверстия больше высоты, прокачку - промывку осуществляют через торцовые поверхности, а прокачку - циркуляцию-от центра к рабочей зоне. В случае если указанная разность радиусов будет меньше, то прокатку-промывку осуществляют от центра к рабочей зоне, а прокачку-циркуляцию - через торцовые поверхности. 2 табл.
I
Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности к способу изготовления токопроводящих электродов-инструментов для электрохимического абразивного шлифования.
Цель изобретения - интенсификация процесса изготовления и повьшение эксплуатационных характеристик электродов-инструментов .
Поставленная цель достигается тем, что в известном способе изготовления электрода-инструмента для электрохимического абразивного шлифования по-
,
ристое тело (абразивный круг) пропи- тьшают раствором химической металлиза™ ции и выдерживают раствор внутри пор, а затем дополнительно проводят операции прокачки-промывки раствором хими- .ческой металлизации, содержащим 0,5- 50 г/л соли осаждаемого металла, со скоростью 0,1-50 мл/см -мин в течение 0,1-30 мин, и прокачки-циркуляции раствором металлизации, содержащим 30- 200 г/л соли осаждаемого металла, со скоростью 0,5-20 мл/см мин до осаждения требуемого количества металла в инструменте, причем для кругов.
14
имеющих разность наружного радиуса и радиуса посадочного отверстия больше высоты, прокачку-промывку осуществляют через торцовые поверхности, а прокачку-циркуляцию от центра к ра- бочей зоне, для кругов, имеющих разность наружного радиуса и радиуса посадочного отверстия меньше высоты, прокачку-промывку осуществляют от ;Центра к рабочей зоне, а прокачку- циркуляцию - через торцовые поверхности,
; В качестве осалдцаемого металла .можно использовать никель, медь ко- бальт и др. металлы или их сплавы.
Предлагаемый способ позволяет для создания каталитически активной поверхности абразивных кругов использовать как традиционные растворы акти- вации, так и растворы, не содержащие драгоценные металлы, например раст- :воры бор о гидрид а j натрия и др.
Пример 1. Абразивньй круг ПП250 63 76 зернистостью 250 мкм, массой 5,6 кг и объемом пор около 1060 см предварительно обработали раствором активирования, содержащим органический растворитель, борогидри натрия и щелочь. Затем провели еле- дующие операции (табй, 1).
Пропитка круга раствором никелирования, содержащим 20 г/л хлористого никеля - 15 мин, вьщержка раствора в порах круга - 10 мин; прокачка-промывка раствором, содержащим 20 г/л NiClj, через торцовую поверхность круга со скоростью 10 мл/см , мин в течение 10 мин, прокачка-циркуляция от центра к рабочей .зоне раствора (t ) объемом 51 л, содержащего 150 г/л хлористого никеля со-скоростью 7,5 мл/см -мин в течение 6,5 ч промывка водой, сушка. Поры абразивного круга равномерно покрыты металлом. Полученный инструмент содержит 20 мас,% никеля и имеет приведенные в табл, 2 эксплуатационные характеристики.
Раствор прокачки-циркуляции вьфа- ботался на 95% по никелю,
Пример 2, Абразивный круг 1Ш250 125 76 зернистостью 250 мкм, массой 11,7 кг и объемом пор около 2214 см активировали по примеру 1,
затем проводили следующие операции.
Пропитка круга раствором никелирования, содержащим 20 г/л хлористого никеля - 15 мин вьщержка раствора в
. ««
c
0
5 о
0
5
94
порах круга - 15 мин, прокачка-промывка раствором, содержащим 20 г/л хлористого никеля, от центра к рабочей зоне со скоростью 20 мл/см мин . в течение 3 мин, прокачка-циркуляция через торцовые поверхности раствора 114 л, содержащего 110 г/л хлористого никеля, со скоростью 10 мл/см мин в течение 6 ч 45 мин, промывка водой, сушка.
Поры абразивного круга равномерно покрыты металлом. Полученный инструмент содержит 20% металла и имеет приведенные в табл. 2 эксплуатационные характеристики.
Раствор прокачки-циркуляции выработался на 95% по никелю.
Пример 3. Абразивный круг типа ПП100 401 20 зернистостью 250 мкм, весом 630 г и объемом пор около 120 120 см активировали по примеру 1, затем проводили следующие операции. Пропитка по примеру 1, выдержка раствора в порах круга - 10 мин, прокачка-промывка раствором, содержащим 15 г/л хлористого никеля, от рабочей зоны к центру со скоростью 3 мл/см - чмин в течение 10 мин, прокачка-циркуляция через торцовые поверхности 4,5 л раствора,содержащего 170 г/л хлористого никеля, со скоростью 5 мл/см -мин в течение 6 ч 45 мин, промывка водой, сутика.
Поры абразивного круга равномерно прокрыты никелем. Полученный инструмент содеря т 20% металла и имеет приведенные в табл, 2 эксплуатационные характеристики.
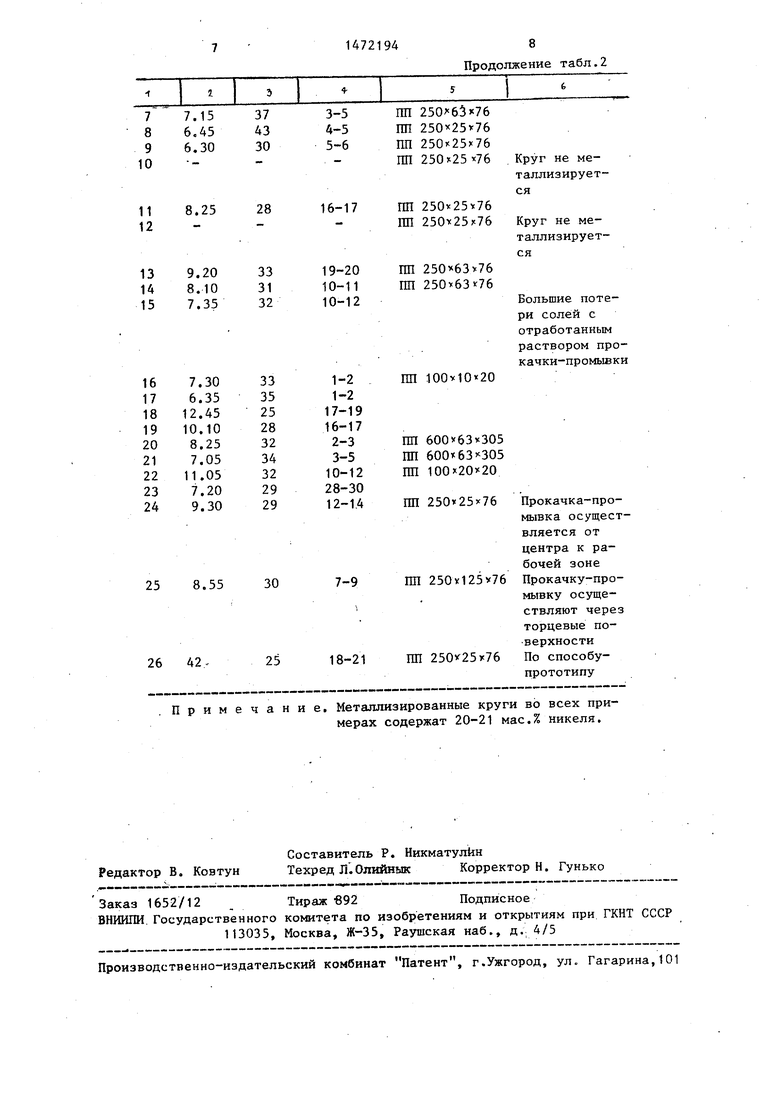
Раствор прокачки-циркуляции выработался на 90%, Примеры с другими предлагаемыми параметрами способа и концентрациями солей осаждаемого металла, а также со значениями, выходящими за предлагаемые интервалы, приведены в табл, 1 и 2.
Из табл, 1 и 2 видно, что при изготовлении металлизированных инструментов со значениями параметров способа (примеры 10-13, 18, 19, 24, 25) и концентрациями солей осаждаемого ме- металла (примеры 14,15,22,23), выходящими за предлагаемый интервал,увеличивается время процесса и ухудщают- ся эксплуатационные характеристики. Кроме того, изготовление инструмента по способу-прототипу (пример 26) занимает время, во много раз превышающее время изготовления по предлагав-5U721
мому способу, а эксплуатационные характеристики такого инструмента хуже, т.е. меньше твердость, больше электросопротивление, а следовательно,и увеличивается энергоемкость процесса электрохимического шлифования.
Формула изобретения
Показатели
Операции и резины иг. проведения по примерам
HIIIII.
10
11
12
13
14
15
16
17
1в
I ||
19|20 J2f 22 23 24 25
Операции и режимы их проведемня
Пропитка
время, мин 5 15 10 15 10 10 10 10 10 15 15 15 5 5 10 10 20 20 15 15 10 10
Вьздержка
время, НИН 10 10 10 10 10 10 10 10 10 10 10 10 10 10 10 10 10 10 10 10 10 10 Прокачка-про- швка скорость,
мл/см ..мин 25 25 0,1 50 25 25 О 55 15 25 25 25 25 25 25 25 25 25 25 25 25 25 время, мин 0,1 30 10 10 10 10 20 100,01 35 10 10 10 10 10 10 10 10 10 10 10 0 содержание соли осаждаемого металла. в растворе,
/л . 20 20 20 20 0,5 50 20 20 20 20 0,4 52 20 20 20 20 20 20 20 20 20 20
Прокачка
циркуляция;.
скорость
Ш1/см.мин10 10 10 10 10 10 10 10 10 10 10 100,5 200,3 25 10 10 10 10 10 10
Содер хаяие. ,и lu ,и
соля осахдае-.
кого металла
в растворе,
« /«110 110 110 110 110 110 110 110 110 110 ПО 110 ПО 110 ПО 1)0 30 200 28 220 110 110
0
с
946
0,1-50 мл/см МИН в течение 0,1-30 мин, а затем прокачку-циркуляцию раствором металлизации, содержащим 30 - 200 г/л соли осаждаемого металла, со скоростью 0,5-20 мл/см. мин до осаждения требуемого количества металла. 2. Способ по П.1, отличающийся тем, что для кругов, имеющих разность наружного радиуса и радиуса посадочного отверстия больше их высоты, прокачку-промывку осуществляют через торцовые поверхности, а прокачку-циркуляцию от центра к рабочей зоне.
Таблиц I
13
14
15
16
17
1в
I || w19|20 J2f 22 23 24 25
25 8.55 30 7-9 ПП 250v125v76
26 42. 25 18-21 Ш
Примечание. Металлизированные круги во всех примерах содержат 20-21 мас.% никеля.
Продолжение табл.2
мывка осуществляется от центра к рабочей зоне Прокачку-про- 14ЫВКУ осуществляют через торцевые поверхностиПо способу- прототипу
| Патент США № 4247303, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
