Изобретение относится к размерной электрохимической обработке, в частности к способам изготовления абразивного токо- проводящего инструмента, применяемого в качестве электрода при электроабразивном шлифовании (ЭАШ), а также при чистовом абразивном шлифовании, и может быть использовано в машиностроении, ремонтно- восстановительных производствах и т.д.
Цель изобретения - повышение износо- стойкости электрода-инструмента и производительности процесса электроабразивного шлифования.
Поставленная цель достигается тем, что согласно способу изготовления электрода- инструмента для электроабразивного шлифования, включающему активирование и химическую металлизацию абразивного круга, на торцовые поверхности абразивно- ,го круга гальванически осаждают покрытие меди толщиной 50-300 мкм.
Для осуществления предлагаемого способа могут быть использованы любые известные растворы активирования, химической металлизации и гальванического меднения.
Особенность абразивного инструмента с химически осажденным металлическим покрытием состоит в том, что в процессе работы (при многократном снятии и переустановке) происходит механическое разрушение покрытия на вершинах абразивного зерна торцовой поверхности круга. За счет этого снижаются показатели электрода-инструмента вплоть до полного исчезновения рабочего тока, т.е. электрохимическое шлифование превращается в чисто механическое (абразивное). и теряются все преимущества от металлизации абразивного инструмента.
После нанеселия на торцовые поверхности медного покрытия, значительно превышающего толщину металлического каркаса круга, показатели стабилизируются на первоначальном уровне.
Пример. Абразивный круг ПП 200 х 16 х 76 25 А 25 ПСМ 2 погружают в ванну, содержащую раствор активирования, г/л:
&
Ё
VI
ND О 00
А
ю
NaBH45;NaOH 10; ИПС 500 мл/л, при 25°С и выдерживают в ней 5 мин. Активированный круг переносят в ячейку для химической металлизации и обрабатывают в растворе химического никелирования, следующего состава, г/л: NIS04 -7Н20 50; ТЭА 40; NH4CI 20 КОН (до рН 10,5); NaHaPCte 2Н20 30, при 30°С. Порция раствора химического никелирования вырабатывается на 95% по никелю за 10 мин. Отработанную порцию раствора заменяют свежей и процесс химического никелирования абразивного круга проводят до осаждения сплошного покрытия в течение 5 ч.
Затем на торцовые поверхности абразивного круга, полностью покрытого химическим никелем, гальванически наносят медное покрытие толщиной 175 мкм из раствора следующего состава, г/л: CuS04 5HaO 50; КлР207 ЗН20 200; КМОз 12 при Ik - 0,5 А/дм2; рН 7.5.
Абразивный круг ПП 200 х 16 х 76 25 А ПСМ 26К погружают в ванну, содержащую раствор активирования, г/л: NaBH45; NaOH 10; ИПС 500 мл/л, при 25°С и выдерживают в нем 5 мин. Активированный круг переносят в ячейку для химической металлизации и обрабатывают в растворе химического никелирования, следующего состава, г/л: NICI2 -6Н20 50; ТЭА 40; NH4CI 20; КОН (до рН 10,5); NaH2P02 -Н20 30, при 32°С. Порция раствора химического никелирования вырабатывается на 95% по никелю за 10 мин. Отработанную порцию раствора заменяют свежей и процесс химического никелирования абразивного круга проводят до осаждения сплошного покрытия в течение 0,5ч.
Затем абразивный круг, покрытый химическим никелем, обрабатывают в растворе, содержащем, г/л: NIS04 7Н20 20;
CuS04 -5Н20 1,5; цитрат Na 50; NaH2P02 Н20 20; NH4CI 40; NH3 (25%) 35 мл/л, при рН 8,9-9,1 и 90°С. Порция раствора вырабатывается на 95% по основным компонентам
за 2 мин. Операцию осаждения покрытия NI-Cu-P проводят при периодической замене отработанной порции раствора на свежую до получения сплошного покрытия в течение 3 ч. Содержание компонентов в покрытии составляет: мас.%: NI 75; Си 24,3; Р 0,7. Затем на торцовые поверхности круга наносят медное покрытие толщиной 175 мкм из раствора следующего состава: г/л: CuS04 -5Н20 300; H2SQ4 75; C2HsOH 2, t
40-45°С, Ik 6 А/дм2.
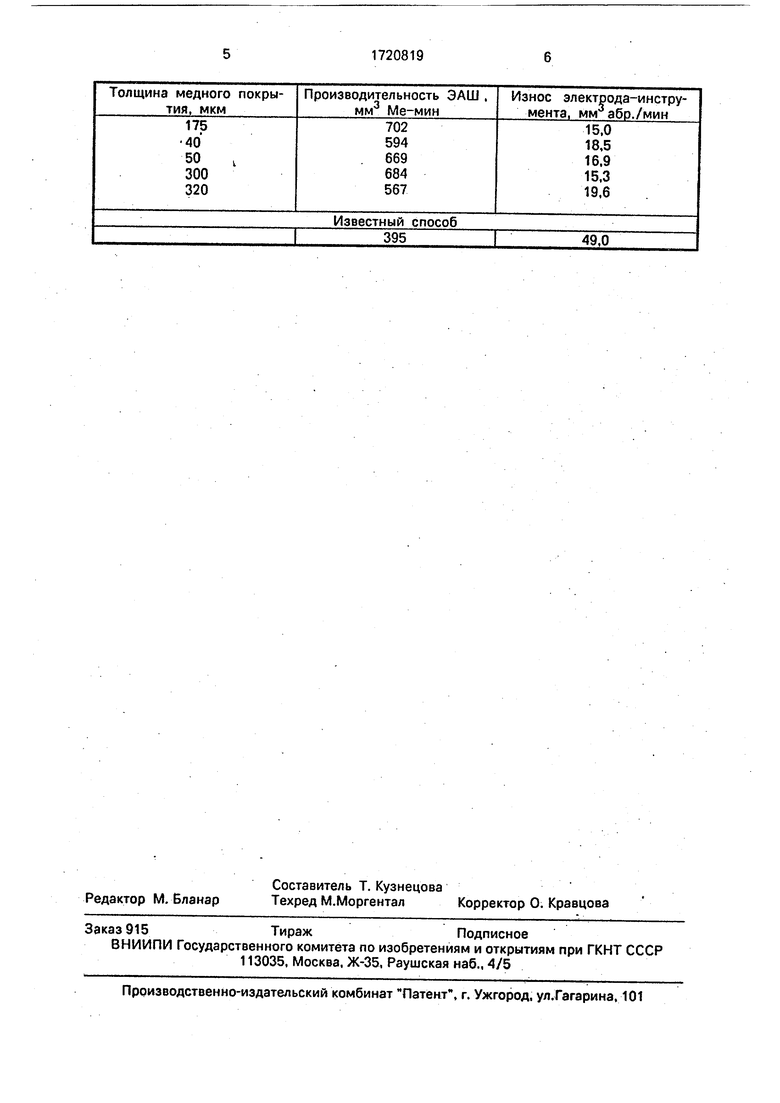
Эксплуатационные характеристики получают для глубинного электроабразивного шлифования стали Х18Н10Т, электролит 5% NaNOa. напряжение технологического тока 10 В, глубина врезания 3 мм. После обработки образца определяют потерю массы гравиметрическим методом при взвешивании с точностью до ±0,1 г. Износ инструмента устанавливают с помощью многооборотной головки с точностью 1 мкм и пересчитывают на объем израсходованного абразива в единицу времени.
Эксплуатационные характеристики металлизированного абразивного инструмента и показатели ЭАШ приведены в таблице. Формула изобретения Способ изготовления электрода-инструмента для электроабразивного шлифования, включающий активирование и химическую металлизацию абразивного круга, отличающийся тем, что, с целью увеличения износостойкости электрода-инструмента и производительности электроабразивного шлифования, на торцовые поверхности металлизированного круга осаждают гальванические покрытия меди толщиной 50-300 мкм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ активирования поверхности неметаллических изделий перед химической металлизацией | 1987 |
|
SU1518409A1 |
| Способ изготовления электрода-инструмента для электрохимикоабразивной обработки | 1986 |
|
SU1472194A1 |
| Способ подготовки биологического объекта к металлизации | 1989 |
|
SU1704611A3 |
| Способ предварительной подготовки поверхности ударопрочного полистирола перед химической металлизацией | 1979 |
|
SU1401070A1 |
| Способ изготовления алмазно-абразивного инструмента | 1981 |
|
SU990488A1 |
| Способ изготовления алмазного инструмента | 1992 |
|
SU1838088A3 |
| Способ гальванопластического изготовления пористого ячеистого материала | 1988 |
|
SU1640208A1 |
| Способ изготовления металловойлочных основ оксидно-никелевых электродов щелочных аккумуляторов | 2015 |
|
RU2616584C1 |
| Способ травления керамики на основе нитрида кремния | 1986 |
|
SU1418328A1 |
| Способ изготовления печатных плат | 1981 |
|
SU1014158A1 |
Изобретение касается электрохимического абразивного шлифования и чистового абразивного шлифования и может найти применение в различных областях машиностроения. Цель - повышение износостойкости электрода-инструмента и производительности процесса электроабразивного шлифования. Для этого по предлагаемому способу на торцовую поверхность химически металлизированного круга гальванически осаждают покрытие меди толщиной 50-300 мкм. 1 табл.
| Устройство, например, к мотальной машине для выключения бобины при обрыве нити | 1960 |
|
SU134611A1 |
| кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
