Изобретение относится к цветной металлургии и может быть использовано для обжига швов подины электролизера алюминия после капитального ремонта.
Цель изобретения - сокращение энергозатрат и времени обжига.
На фиг, 1 изображена схема включения подины на обжиг (l - направление тока по цепи); на фиг. 2 - устройство подключения блоков к токо- подводящим шинам во время обжига. Для обжига могут быть подключены блоки, питающиеся через устройства а, 5 или одновременно а и S,
Устройство содержит обхватьшающую струбцину 1, снабженную зажимными болтами 2, контакт-детали 3 (конец блюмса) и наконечники 4 компенсатора (спуска) катодных шин, содержащие диэлектрические упругие элементы 5.
Струбцина 1 вьшолнена из конструкционных материалов. Контакт-деталь 3 стальная. На ее рабочие поверхности, которые взаимодействуют с наконечниками компенсатора 4, напылена медь (электродуговое напыление 10-20 мкм) Наконечники компенсатора 4 вьшол- нены прямоугольной формы из алюминия причем каждый приварен к гибким пакетам алюминиевых лент катодных спусков (не показаны). Со стороны рабочих поверхностей наконечники компенсатора покрыты 100 мкм слоем меди и снабжены четырьмя отверстиями, расположенными по углам прямоугольника. В отверстия вставлены упругие элементы 5 из диэлектрика. Упругие силы четырех элементов 5 в несколько раз превосходят силу тяжести наконечника - компенсатора 4.
На фиг. 2 устройство показано в разомкнутом состоянии. Зажимные болты 2 отпущены, упругие элементы 5 отжали контакт-детали друг от друга, электрическая цепь между катодными шинами и блюмсом 3 разорвана. : Затяжка болтов 2 переводит устрой ,ство в замкнутое состояние. Для :уменьшения падения напряжения в устройстве между наконечниками компенсатора и контакт-деталями 4 и 3 установлены контактные пластины, представляющие собой тонкие медные пластинки, покрытые с двух сторон специальным сплавом.
Наряду с долговременным замыканием устройство может работать в ре
5
0
5
0
5
0
5
0
5
жиме кратковременного (несколько часов) замыкания. Тогда пластины не устанавливаются, только с помощью гайковерта зажимается струбцина 1 болтами 2 до номинального момента.
Устройство осуществляет коммутацию тока по блюмсам при обжиге подины. На фиг. 1 показана одна из оперативных схем коммутации, когда все нечетные блюмсы отключены, а по четным (S) протекает ток.
Этой схеме соответствует режим нагрева блокор подины, характеризующийся падением напряжения на подине 2,5В (против 1,25В по известной схеме), при разогреваемой массе - 23000 кг, и греющем токе 155000 А.
При допущении адиабатических условий нагрев включенных блоков до 360 С осуществится за время около 6ч.
Затем поочередно ,отпускают зажимные болты 2 на блюмсах б и зажимают соответствзтооще болты 2 на устройствах, установленных на блюмсах о .
Поскольку потенциал разомкнутых контактов не может превьш1ать 2,5 В - падения напряжения в элементах цепи подины, то возникновение дуги при размьшании контактов исключается.
За то же время 6 ч (смену), при. тех же условиях блоки а подины нагреются на 360 С.
Охлаждение ранее нагретых блоков будет несущественным, поскольку они термостатированы сверху разогревающимся анодом, с боков - разогревающимися блоками.
Повторив переключение, получают снова соединение по схеме фиг. . За третий цикл нагревают блоки В до 700-800°С за время 6-7 ч. Затем снова переключают блюмсы и за четвер- тьш цикл нагревают блоки а до 700- 800°С за те же 6-7 ч.
Таким образом, за четыре цикла с общей продолжительностью 24 ч все швы подины обжигаются при 700-800 С.
Формула изобретения
1. Способ обжига блоков подины алюминиевого электролизера путем нагрева током серии при замыкании, анода и подины через слой расплавленного алюминия, отличающийся тем, что, с целью сокращения энергозатрат и времени процесса, нагрев осуществляют циклами с последовательной подачей .тока: через половину блоков, все блоки и оставшуюся пбловину блоков.
2. Устройство для обжига блоков подины алюминиевого электролизера, содержащее струбцину с зажимными болтами, блюмсы и прямоугольные наконечники компенсатора катодных тин отличающееся тем, что оно снабжено упругими элементами из диэлектрика, наконечники компенсатора выполнены с пазами по углам прямоугольников, причем упругие элементы установлены в пазы, а взаимодействующие поверхности блюмса и нако- нечников компенсаторов вьтолнены с покрытием из меди,
3. Устройство по п. 1, о т л и - чающееся тем, что при рабо- те в режиме долговременного замыкания оно снабжено контактными медными пластинами, установленными между взаимодействующими поверхностями блюмса и наконечников компараторов.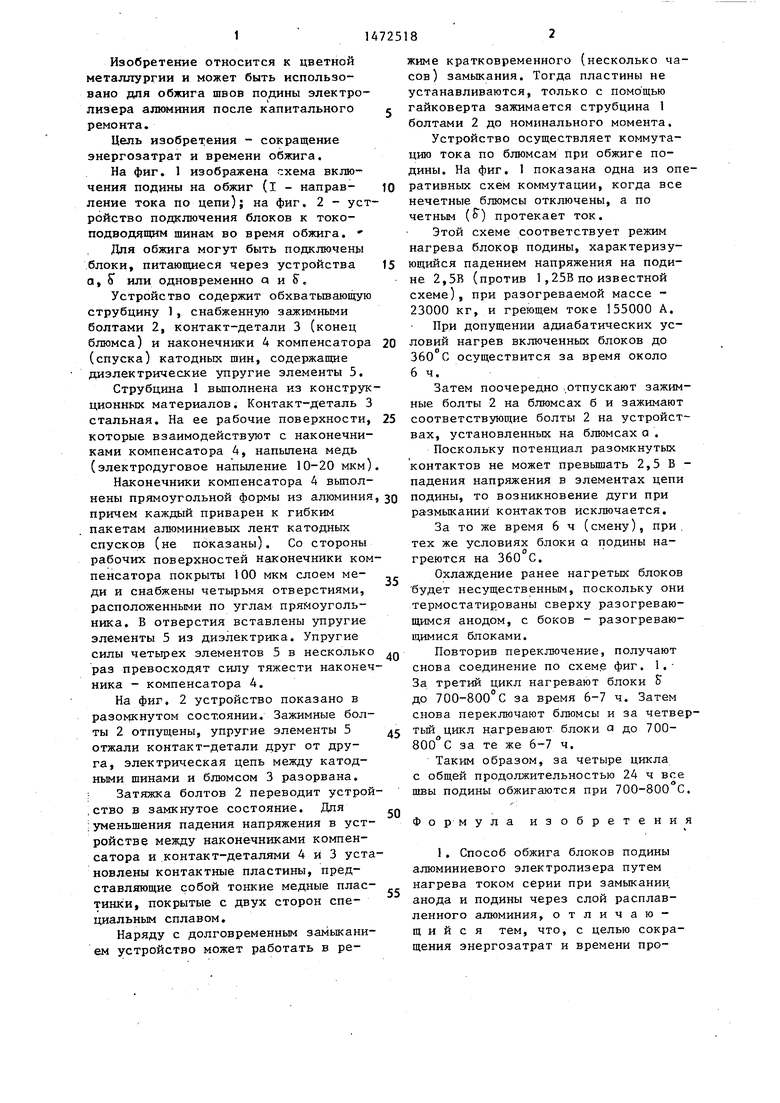
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОНТАЖА КАТОДНОЙ СЕКЦИИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2003 |
|
RU2270889C2 |
| СПОСОБ ОБЖИГА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ОБОЖЖЕННЫМИ АНОДАМИ | 2013 |
|
RU2526351C1 |
| СПОСОБ ОБЖИГА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1972 |
|
SU352964A1 |
| СПОСОБ ОБЖИГА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2015 |
|
RU2593253C1 |
| Способ изготовления подины электролизера | 1988 |
|
SU1678907A1 |
| СПОСОБ МОНТАЖА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1991 |
|
RU2037566C1 |
| Способ контроля качества изготовления катодной секции алюминиевого электролизера | 1990 |
|
SU1696598A1 |
| КАТОДНОЕ УСТРОЙСТВО ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ И СПОСОБ ЕГО РЕМОНТА | 2011 |
|
RU2483142C1 |
| СПОСОБ ПОДГОТОВКИ БЛЮМСА К МОНТАЖУ В КАТОДНОЙ СЕКЦИИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1992 |
|
RU2038424C1 |
| ПОДИНА ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ И СПОСОБ ЕЕ МОНТАЖА | 1991 |
|
RU2037565C1 |

Изобретение относится к цветной металлургии и может быть использовано при обжиге швов подины алюминиевых электролизеров. Целью изобретения является сокращение энергозатрат и времени обжига. Это достигается циклическим нагревом катодного массива током электролизной серии при замыкании анода на катод через слой расплавленного алюминия и подачей тока через половину блюмсов. Весь процесс разбивают на циклы нагрева подины током, подключенным ко всем четным блюмсам, затем всем нечетным, потом четным и опять нечетным с периодичностью около 6 ч. Способ реализуется устройством, обеспечивающим электрический контакт между блюмсом 3 и катодными гибкими спусками с прямоугольными наконечниками 4. В наконечниках 4 выполнены отверстия, в которых расположены диэлектрические упругие элементы 5. При ослаблении болтов 2 наконечники 4 отходят от поверхности блюмса 3 и разрывают цепь тока. 2 с. и 1 з.п.ф-лы, 2 ил.
11 Z Ч 5...
(((ПП(У
I
иипмит
Фие.1
--0.51
-j
и
--asi
| 0 |
|
SU185085A1 | |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Переключатель рабочих токов электролизера | 1977 |
|
SU791259A3 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
