1
Изобретение относится к металлургии, в частности к производству постоянных магнитов типа ЮНДК, и может быть использовано в, приборостроении, машиностроении и других отраслях, потребляющих магнитотвердые материалы.
Цель изобретения - уменьшение трудоемкости технологического процесса изготовления и экономия материала постоянных магнитов.
Способ осуществляется при следующей последовательности операций.
Заготовки сразу шлифуют в окончательный размер, химически обезжиривают 15 мин при 80°С в электролите, содержащем, г/л: NaOH 20; , 20, Na2P04 10j ОП 7-2, промывают водой, декапируют в 3%-ном растворе и вновь промывают водой. Затем на них осаждают слой никеля толщиной 7- 20 мкм из электролита, содержащего, г/л:
Јь
4ь
s
2ov/4« 10Н20
NiSO4-7H20
Na2SO NaCl Н,В03 РН
180 50 10 25 5,5
при 25 С и -катодной плотности тока 1 А/дм. После чего производят термическую и термомагнитную обработку по режиму: нагрев до 600-700°С, выдержка в течение 20-30 мин, дальнейший нагрев до 1260°С, выдержка 20 мин, обработка в магнитном поле 160 с, выдержка в изотермической ванне при 800°С 12 мин, вьщержка в отпускной печи при
500°С 12 мин, отпуск: при 650°С 2 ч, при 560°С 20 ч, охлаждение с печью до 100аС, охлаждение на воздухе.Осветление струйно-абразивным способом.
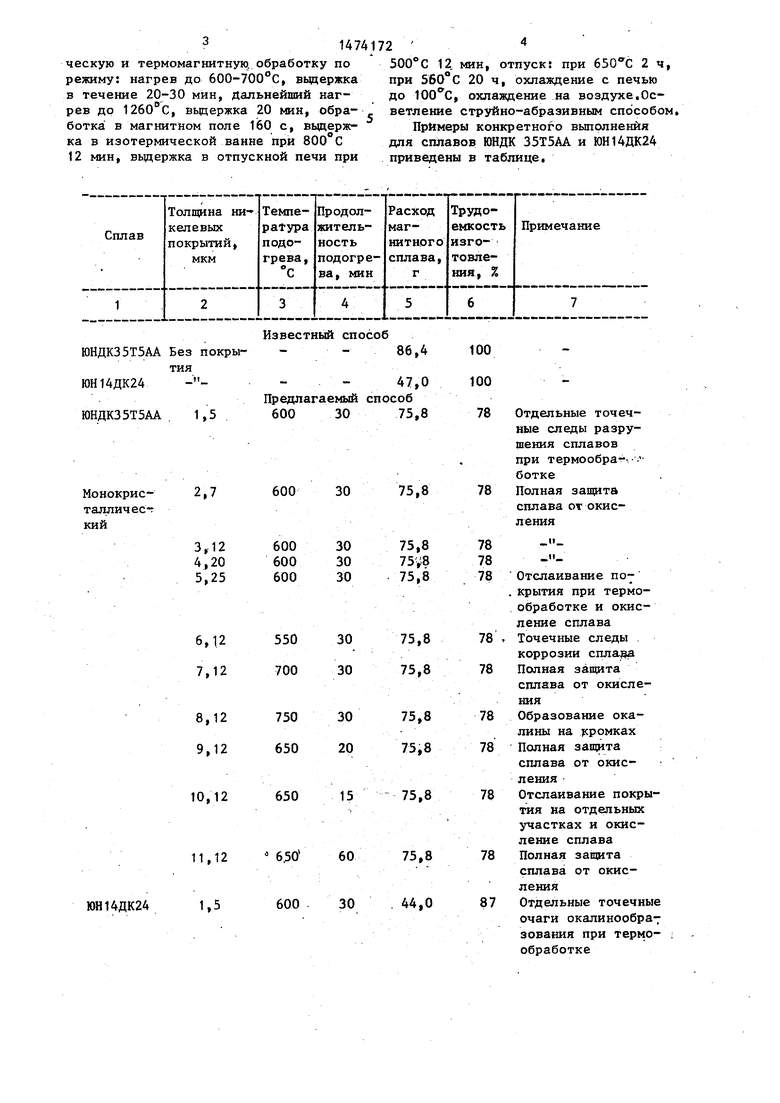
Примеры конкретного выполнения для сплавов ЮНДК 35Т5АА и ЮН14ДК24 приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления постоянных магнитов | 1976 |
|
SU703603A1 |
| Способ изготовления постоянных магнитов сложной формы из сплавов типа ЮНДК с направленной кристаллической структурой | 1982 |
|
SU1084312A1 |
| Шихта для выплавки магнитотвердых сплавов | 1989 |
|
SU1678884A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МАГНИТОТВЕРДЫХ СПЛАВОВ СИСТЕМЫ ЖЕЛЕЗО-ХРОМ-КОБАЛЬТ | 2012 |
|
RU2511136C2 |
| СПОСОБ ПЕРЕРАБОТКИ МЕТАЛЛИЧЕСКИХ ОТХОДОВ ПРОИЗВОДСТВА ЛИТЫХ ПОСТОЯННЫХ МАГНИТОВ | 2005 |
|
RU2323268C2 |
| Термостат для термомагнитной обработки магнитотвердых анизотропных сплавов типа алнико с содержанием титана до 2% | 1987 |
|
SU1553559A1 |
| СПОСОБ ПЕРЕПЛАВА ОТХОДОВ СЛОЖНОЛЕГИРОВАННЫХ СПЛАВОВ | 1993 |
|
RU2031132C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКОВЫХ МАГНИТОТВЕРДЫХ СПЛАВОВ НА ОСНОВЕ СИСТЕМЫ ЖЕЛЕЗО-ХРОМ-КОБАЛЬТ | 2013 |
|
RU2533068C1 |
| Электропаяльник | 1986 |
|
SU1386397A1 |
| СПОСОБ ПОЛУЧЕНИЯ СПЕЧЁННЫХ МАГНИТОТВЁРДЫХ СПЛАВОВ СИСТЕМЫ ЖЕЛЕЗО-ХРОМ-КОБАЛЬТ | 2013 |
|
RU2534473C1 |
Предложен способ изготовления литых постоянных магнитов, изобретение относится к металлургии, в частности, к производству постоянных магнитов типа ЮНДК и может использоваться в приборостроении, машиностроении и других отраслях, потребляющих магнитотвердые материалы. Целью изобретения является уменьшение трудоемкости технологического процесса изготовления и экономия материала постоянных магнитов. Способ включает шлифование заготовок, термическую, термомагнитную и окончательную механическую обработку. Отличительной особенностью способа является то, что заготовки шлифуют сразу в окончательный размер, а шлифованную поверхность покрывают слоем никеля толщиной 7-20 мкм, после чего проводят предварительный отжиг при 600-700°с в течение 20-30 минут с целью формирования на поверхности тонкой пленки шпинели и окончательный отжиг по стандартному режиму. Механическая обработка проводится путем осветления струйно-абразивным способом. 1 табл.
Известный способ
86,4
47,0
Предлагаемый способ 600 30 75,8
600
30
30 30 30
10,12
650 15
11,12
650 60
ЮН14ДК24
1,5
600 30
100
100
б 5,8
5,8
5,8 5 ;8 5,8
5,8
5,8
4,0
78
78
78 78 78
78
78
87
Отдельные точечные следы разрушения сплавов при термообра- ботке
Полная зашита сплава от окисления
Отслаивание покрытия при термообработке и окисление сплава Точечные следы коррозии сплава Полная зашита сплава от окисления
Образование окалины на кромках Полная зашита сплава от окисления
Отслаивание покрытия на отдельных участках и окисление сплава Полная защита сплава от окисления
Отдельные точечные очаги окалинообра-; зования при термообработке
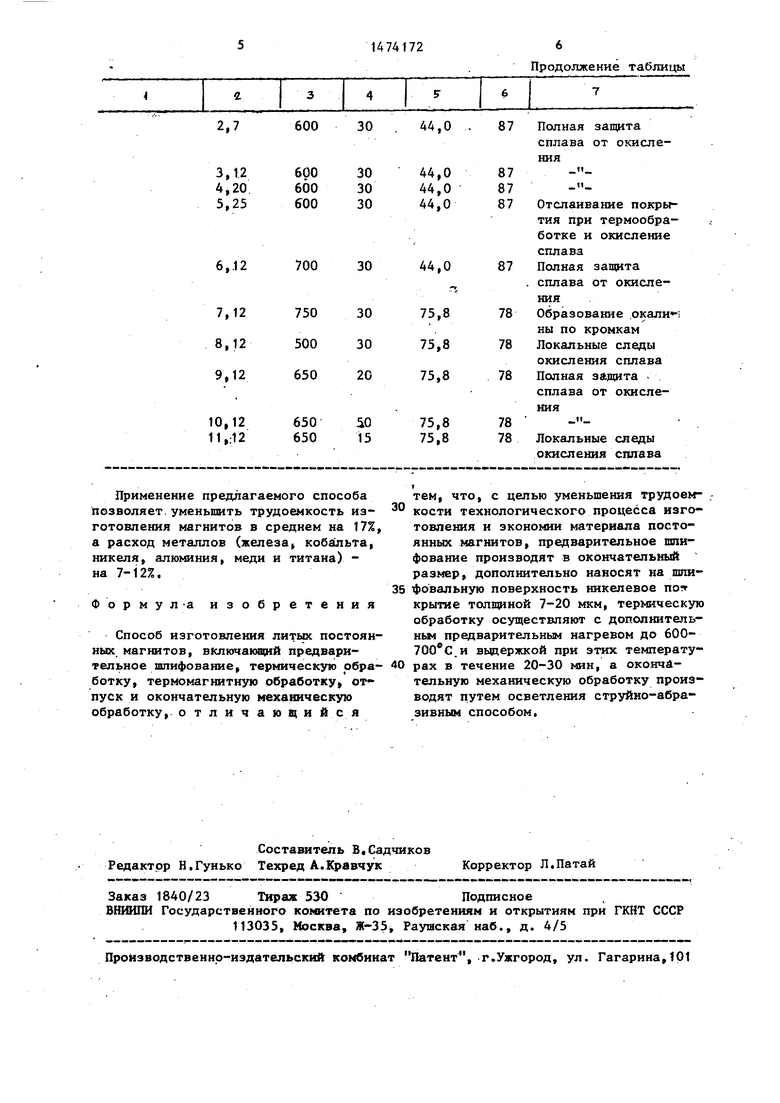
2,7 600 30 44,0 . 87 Полная защита
сплава от окисления
3,12 600 30 44,0 87 ,20 600 30 44,0 87 ,25 600 30 44,0 87 Отслаивание покрытия при термообработке и окисление сплава
6,12 700 30 44,0 87 Полная защита
сплава от окисления
750 30 75,8 78 Образование окали -.
ны по кромкам
8,12 500 30 75,8 78 Локальные следы
окисления сплава
9,12 650 20 75,8 78 Полная защита
сплава от окисления
10,126505,075,878
11,126501575,878 Локальные следы
окисления сплава
Применение предлагаемого способа позволяет уменьшить трудоемкость изготовления магнитов в среднем на 17%, а расход металлов (железа, кобальта, никеля, алюминия, меди и титана) - на 7-12%.
Формула изобретения
Способ изготовления литых постоянных магнитов, включающий предварительное шлифование, термическую обработку, термомагнитную обработку, отпуск и окончательную механическую обработку, отличающийся
Продолжение таблицы
тем, что, с целью уменьшения трудоемкости технологического процесса изготовления и экономии материала постоянных магнитов, предварительное шлифование производят в окончательный размер, дополнительно наносят на шпифовальную поверхность никелевое по- крытие толщиной 7-20 мкм, термическую обработку осуществляют с дополнительным предварительным нагревом до 600- .и выдержкой при этих температуpax в течение 20-30 мин, а окончательную механическую обработку производят путем осветления струйно-абра- зивным способом.
| Способ изготовления постоянных магнитов | 1976 |
|
SU630034A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Постоянные магниты | |||
| Справочник | |||
| - М.: Энергия, 1980, с | |||
| Телефонно-осведомительный аппарат | 1921 |
|
SU306A1 |
