направляющие и катушки намагничивания, стенки канала в пределах зоны выполнены переменной толщины, причем отношение толщины стен в начале зоны к толщине стен в конце зоны составляет (2,0-1,6):1.
Такое выполнение термостата позволяет поддерживать тепловой поток от обрабатываемого материала через стенку термостата в окружающую среду постоянным и тем самым обеспечивает скорость охлаждения, максимально приближенную к постоянной,, Это дает возможность использовать термостат в качестве пассивного охладителя, исключив применение нагревателей для поддержания постоянной скорости охлаждения. Последнее позволяет обеспечить экономию электроэнергии.
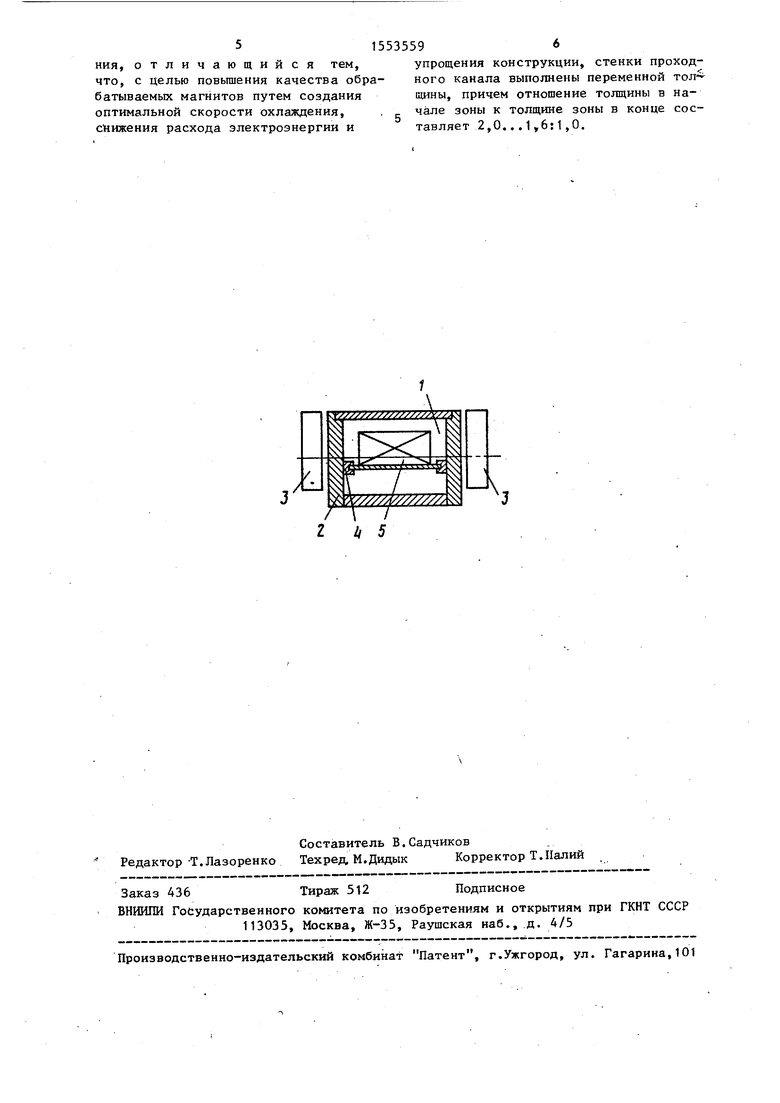
На чертеже схематически изображен термостат.
Термостат выполнен в виде проходного канала 1, стенки 2 которого выполнены из теплоизоляционного материала переменной толщины с отношением толщины стенок в начале зоны к толщине стенок в конце зоны (2,0-1,6):1.
С внешней стороны стен термостата установлены катушки 3 намагничивания. Внутри термостата установлены водо- охлаждаемые направляющие 4 для перемещения кассет с обрабатываемым материалом 5.
Термостат работает следующим образом.
Перед началом термомагнитной обработки для выхода термостата на стационарный режим теплообмена через него пропускают нагретую до требуемой температуры балластную загрузку, состоящую из бракованных магнитов. После выхода термостата на стационарный режим начинают термомагнитную обработку.
Кассеты с обрабатываемым материалом 5 перемещаются в водоохлаждаемых направляющих 4 по проходному каналу 1. При этом материал подвергается воздействию магнитного поля, созда- i ваемого катушками 3 намагничивания.
При продвижении по термостату тепло от обрабатываемого материала передается стенкам 2, а через них в окружающую среду. Так как толщина стен термостата уменьшается по ходу движения кассет с обрабатываемым материалом, тепловой поток от обрабатываемого материала к стенкам и через
0
5
0
5
0
5
5
0
стенки в окружающую среду сохраняется постоянным, что обеспечивает достижение скорости охлаждения, максимально приближенной к постоянной.
Отношение толщины стенок в начале зоны к толщине :тенок в конце зоны принято (2,0-1,6): в связи с тем, что термомагнитная обработка магнито- твердых анизотропных сплавов типа ал- нико проводится в интервале 900-650°С со скоростью охлаждения 25-15°С/мин.
При изменении отношения толщины стенки в начале зоны к толщине стенки в конце зоны больше 2-1 или меньше 1,6-1 соответственно происходит увеличение .скорости охлаждения выше 25°С/мин или уменьшение скорости охлаждения ниже 15 С/мин. Поскольку интервал скоростей охлаждения 25- 15°С/мин для магнитотвердых анизотропных сплавов типа алнико является оптимальным с точки зрения достижения наивысших магнитных свойств, выход из этого интервала скоростей охлаждения приводит к снижению качества магнитов после термомагнитной обработки.
Предлагаемый термостат предназна-. чен для серийной термомагнитной обработки магнитотвердых анизотропных сплавов с содержанием Ti до 2%: ЮНДК 18, ЮНДК 24, ЮНДК 24Б, ЮНДК 25А , ЮНДК 25БА.
При выполнении стенок канала в пределах зоны переменной толщины с отношением толщины в начале зоны к толщине в конце зоны (2,0-1,6):1 повышается качество обрабатываемых магнитов за счет создания оптимальной скорости охлаждения, снижается расход электроэнергии и упрощается конструкция за счет использования термостата в режиме пассивного охладителя. Значительно упрощается конструкция вследствие отсутствия подвижных соединений, которые неизбежно деформируются в процессе эксплуатации.
Формула изобретения
Термостат для термомагнитной обработки магнитотвердых анизотропных сплавов типа алнико с содержанием титана до 2%, включающий проходной канал, стенки которого выполнены из теплоизоляционного материала, парамагнитный корпус, водоохлаждаемые направляющие и катушки намагничива-
ния, отличающийся тем,
что, с целью повышения качества обрабатываемых магнитов путем создания оптимальной скорости охлаждения, снижения расхода электроэнергии и
15535596
упрощения конструкции, стенки проходного канала выполнены переменной щины, причем отношение толщины в начале зоны к толщине зоны в конце составляет 2,0...1,6:1,0.
| название | год | авторы | номер документа |
|---|---|---|---|
| Термостат для термомагнитной обработки магнитотвердых анизотропных сплавов типа алнико с содержанием титана до 2% | 1989 |
|
SU1721099A1 |
| Контейнер для термообработки изделий | 1988 |
|
SU1608408A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МАГНИТОВ | 1995 |
|
RU2081728C1 |
| ВЫПЛАВЛЯЕМЫЙ МАГНИТНЫЙ МАТЕРИАЛ НА ОСНОВЕ МАГНИТОТВЕРДОГО СПЛАВА И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО МОНОЛИТНЫХ МАГНИТОПРОВОДОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2007 |
|
RU2361307C2 |
| Способ изготовления многополюсных постоянных магнитов | 1985 |
|
SU1312109A1 |
| Способ получения литых многополюсных магнитов и устройство для его осуществления | 1980 |
|
SU954170A1 |
| СПЛАВ НА ОСНОВЕ ЖЕЛЕЗА И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2003 |
|
RU2238996C1 |
| Устройство для преобразования тепловой энергии в электрическую и/или механическую, тепловая труба. | 2019 |
|
RU2737181C1 |
| Устройство для термомагнитной обработки постоянных магнитов | 1980 |
|
SU933737A1 |
| Способ изготовления литых постоянных магнитов | 1982 |
|
SU1054839A1 |
Изобретение относится к металлургии, к устройствам для термической обработки изделий, в частности к устройствам для термомагнитной обработки магнитотвердых сплавов типа алнико, и может использоваться при серийном и крупносерийном производстве постоянных магнитов. Цель изобретения - повышение качества обрабатываемых магнитов путем создания оптимальной скорости охлаждения, снижение расхода электроэнергии и упрощение конструкции. Термостат состоит из парамагнитного корпуса, водоохлаждающих направляющих, катушек намагничивания и проходного канала, стенки которого выполнены из теплоизоляционного материала. Отличительной особенностью термостата является то, что стенки проходного канала выполнены переменной толщины. При этом отношение толщины стенки в начале канала к толщине в его конце составляет 2,0 - 1,6 : 1,0. Это позволяет снизить расход электроэнергии за счет использования термостата в режиме пассивного охладителя, упростить конструкцию за счет отказа от дополнительных подогревателей и вследствие отсутствия подвижных соединений, а также увеличить выход годного путем создания режима охлаждения, близкого к оптимальному. 1 ил.
| Устройство для автоматического регулирования процесса дегазации полимера | 1977 |
|
SU667559A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Нож для надрезывания подошвы рантовой обуви | 1917 |
|
SU269A1 |
| ФО/ВНИИТВЧ, Л., 1984. | |||
