1
Изобретение относится к нераэруша- ющему контролю качества изделий и материалов и может быть использовайо в промышленности, производящей и использующей изделия из диэлектрических материалов, в частности из сегнето- керамики, как поляризованной, так и неполяризованной.
Цель изобретения - повышение информативности контроля и расширение класса контролируемых материалов.
Возбуждение в контролируемых образцах акустических колебаний обес-
печивает их внутренний нагрев за счет диссипативных потерь. При этом механические колебания изделий из пьезо- электриков (например, из пьезокера- мики) возбуждают переменным электрическим полем, а в изделиях, не обла- . дающих пьезоэлектрическими свойствами, - посредством внешних источников колебаний, в качестве которых можно использовать, например, электромеханические преобразователи. Возможность контроля изделий из диэлектриков, не обладающих пьезоэлектричес4
4ъ
сл
со
к ими свойствами, расширяет класс контролируемых материалов. Согласно процедуре контроля обычно контролируются образцы, свободно лежащие на ка- кой-либо поверхности. При этом реализуются такие граничные условия, при которых в образцах могут возбуждаться только нечетные моды собственных колебаний.
Возбуждение в контролируемом изделии акустических колебаний на собственных нечетных модах выше первой обеспечивает более детальный и более информативный контроль. Вследствие меньшей величины длины волны на собственных модах выше первой по сравнению с длиной волны на первой моде пучности и узлы распределения механических напряжений в установившей- ся системе стоячих волн расположены в контролируемом образце чаще, чем при колебаниях на первой моде. Вследствие этого уменьшается шаг проверки 1 и растет вероятность обнаружения дефектов.
Осуществление контроля последовательно на несколько высших модах обеспечивает увеличение достоверное- .ти, так как с повышением номера моды уменьшается шаг проверки и, кроме того, изменяется пространственное расположение пучностей и узлов распределения механических напряжений в - объеме материала контролируемого из- v делия, за счет чего ликвидируются мертвые зоны проверки. При обнаружении дефектов в образце, возбужденном на какой-либо моде, необходимость его контроля на более высоких модах, естественно, отпадает.
Оценка качества изделия по наличию отклонений параметров температурного распределения на поверхности образца от температурного распредеге- ния, установленного для образцов,. имеющих однородную структуру материала, обеспечивает обнаружение дефектов в виде нарушения сплошности материала изделия (раковины, трещины,инородные включения, расслоения и т.д.) и неоднородности структуры материала бездефектного изделия, вызванной самопроизвольными отклонениями местных значений электромеханических параметров (диэлектрическая проницаемость, тангенс диэлектрических потерь, механическая добротность, плотность, ко
Q
5 0 5
о
5
0
5
эффициент электромеханической связи и т.д.) в объеме вещества изделия.
Как показали исследования, изделия с однородной структурой материала и не имеющие других дефектов,колеблются в соответствии с возбуждаемой модой, и распределение температуры их на поверхности подобно задаваемой моде. В случаях контроля изделий из диэлектрических материалов, имеющих правильную геометрическую форму (пластины, диски, кольца, стержни, цилиндры и т.п.), распределение температуры на поверхности однородного образца может быть рассчитано теоретически. Показано также, что при отсутствии в изделиях дефектов типа нарушения сплошности вещества, распределение температуры на поверхности некоторых образцов не соответствует температурному распределению задаваемой моды. Такие образцы не обеспечивают заданных рабочих характеристик, например, имеют пониженный ресурс работы, т.е. выдерживают меньше циклов колебаний, чем образцы, имеющие однородную структуру. Таким образом, предлагаемый способ оценки качества изделий по наличию отклонений параметров температурного распределения образца от температурного распределения, установленного для образцов, имеющих однородную структуру материала, повышает информативность, достоверность и чувствительность контроля.
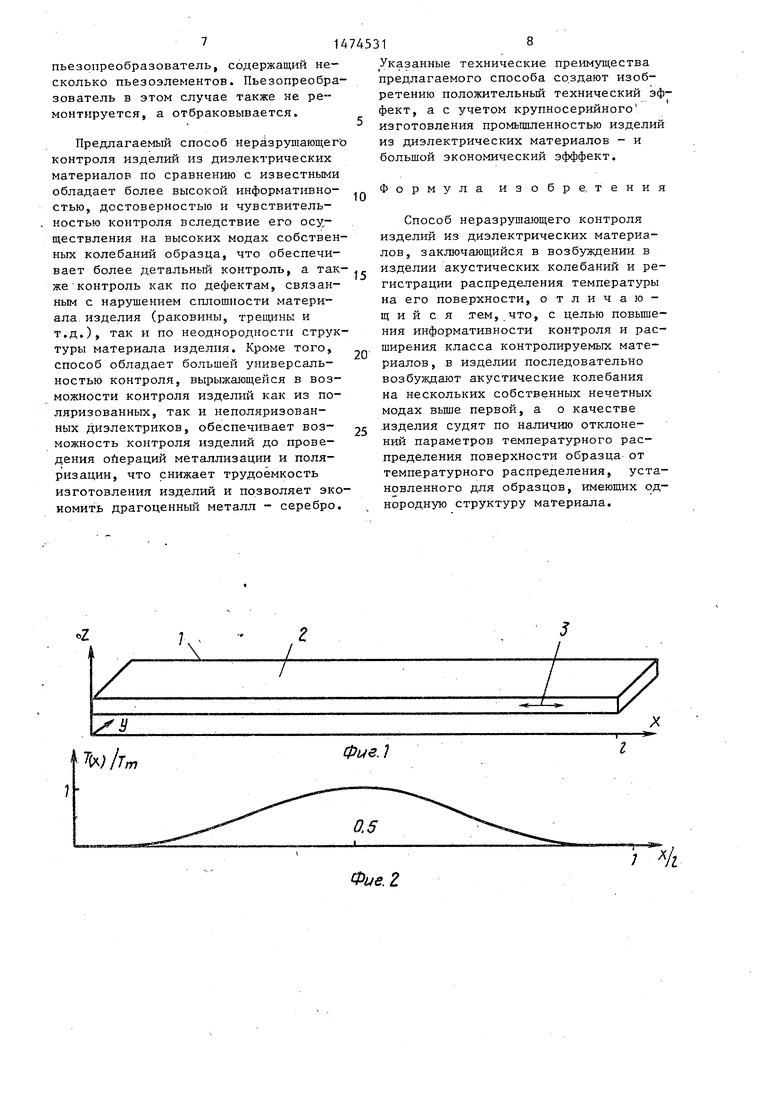
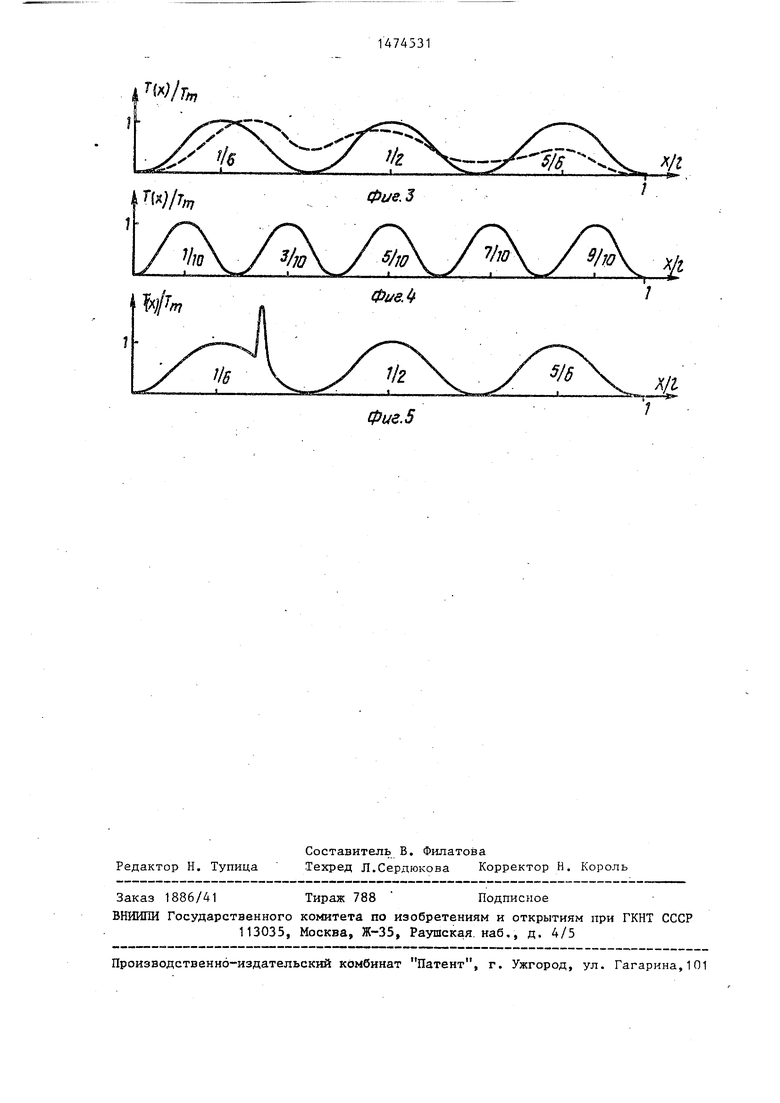
На фиг. 1 представлена схема устройства для осуществления способа неразрушающего контроля изделий из диэлектрических материалов; на фиг. 2 - распределение температур по поверхности изделия, совершающего колебания на первой (п 1) моде собственных колебаний; на фиг. 3 - то же, на третьей (п 3) моде собственных колебаний (сплошная кривая - образец имеет однородную структуру материала, пунктирная кривая - образец, материал которого имеет неоднородность структуры); на фиг. 4 - то же, на пятой (п 5) моде собственных колебаний; на фиг. 5 - то же, на третьей моде собственных колебаний при наличии в изделии дефекта типа разрыва сплошности среды.
Устройство для осуществления предлагаемого способа содержит контролируемое изделие 1, закрепленное дер514
жателем (не показан), средство наблюдения и регистрации температурного распределения на поверхности 2 изделия 1, например тепловизор или устройство с термочувствительной , жидкокристаллической пленкой (не показано) , внешний источник - возбудитель в контролируемом изделии 1 акустических колебаний, возбуждаемых в направлении 3 (вдоль оси х), например электромеханический преобразователь (не показан). При контроле образцов из пьезоактивных материалов акустические колебания образца могут возбуждаться переменным электрическим полем от генератора электрических колебаний.
Пример. В исследуемом образце 1 (фиг. 1) возбуждают колебания на нечетных собственных модах с но
мерами п выше первой, а затем регистрируют температурное распределение Т(х,у) на поверхности 2 образца, параллельной направлению 3 колебаний. Вид распределения Т(х,у,) зависит от геометрии испытуемого образца. Так, в данном примере изделия в виде пластин, изготовленных из однородного материала, имеют температурные распределения Т(х,у) на первых трех нечетных модах, показанные на фиг. 2-4. Локальные значения температур в распределении Т(х,у) пропорциональны механическому напряжению в материале возбуждаемого образца. Следовательно, максимумам температуры соответствует максимумы механического напряжения в образце. При увеличении номера моды колебаний (фиг. 2-4) уменьшается расстояние между соседними зонами материала, подвергающимися усиленному механическому воздействию, за счет чего обеспечивается более детальное обследование объема материала испытуемого изделия. Если сравнить распределения Т(х,у) на третьей (фиг. 3) и пятой (фиг. 4) модах, то легко заметить, что максимумы Т(х,у) при попадают в районы минимумов распределения Т(х,у) при п 3. Таким образом, последовательный контроль изделий на третьей, а затем на пятой модах ликвидирует мертвые зоны и повышает достоверность контроля.
Если при контроле образца на фоне стандартного распределения Т(х,у) характерного для данной моды колеба5
0
5
0
пературы (см., например, пик на фиг. 5), то в материале изделия имеет место дефект типа разрыва сплошности среды, и образец должен быть отбракован. Производить контроль такого образца на более высоких модах колебаний нецелесообразно.
При контроле образцов, не имеющих дефектов, о неоднородности внутренней структуры их материалов у-ожно дить по отклонению параметров температурного распределения на поверхности образца от температурного распределения, установленного для образцов, имеющих однородную структуру. Так,на фиг. 3 сплошной кривой показано
стан- о дартное температурное распределение,
а пунктирной кривой - распределение температур на поверхности образца с неоднородной структурой материала. Если параметры температурного распределения контролируемого образца отли5 чаются от стандартного распределения Т(х,у) на моде с номером п 1, то образец должен быть отбракован, В случае, когда параметры температурного распределения образца, возбуж0 денного на моде п -1 , соответствуют стандартному распределению Т(х,у), контроль необходимо повторить на моде с номером п + 2. Если и в этом случае параметры температурного распределения образца соответствуют г стандартному распределению Т(х,у), то образец следует признать качественным.
0 При массовом промышленном производстве и контроле изделий из диэлектриков основной целью контроля является отбраковка дефектных изделий, как правило, без идентификации и локализации дефектов, так как ремонт дефектных изделий из диэлектрических материалов технически и экономически нецелесообразен. Так, при контроле пьезокерамических элементов составных элeктpoaкvcтичecкиx пьезопреобразователей дефектные пье- зоэлементы технически и экономически целесообразно отбраковывать без последующего их ремонта, в результате
е чего отпадает надобность в идентификации и локализации дефектов. Попадание дефектного пьезоэлемента в составной электроакустический пьезо- преобразователь выводят из строя весь
5
пьезопреобразователь, содержащий несколько пьезоэлементов. Пьезопреобра- зователь в этом случае также не ремонтируется, а отбраковывается.
Предлагаемый способ неразрушающего контроля изделий из диэлектрических материалов по сравнению с известными обладает более высокой информативностью, достоверностью и чувствительностью контроля вследствие его осуществления на высоких модах собственных колебаний образца, что обеспечивает более детальный контроль, а также контроль как по дефектам, связанным с нарушением сплошности материала изделия (раковины, трещины и т.д.), так и по неоднородности структуры материала изделия. Кроме того, способ обладает большей универсальностью контроля, вырыжающейся в возможности контроля изделий как из поляризованных, так и неполяризованных диэлектриков, обеспечивает возможность контроля изделий до проведения ойераций металлизации и поляризации, что снижает трудоемкость изготовления изделий и позволяет экономить драгоценный металл - серебро.
0
5
указанные технические преимущества предлагаемого способа создают изобретению положительный технический эффект, а с учетом крупносерийного1 изготовления промышленностью изделий из диэлектрических материалов - и большой экономический эфффект.
Формула изобретения
Способ неразрушающего контроля изделий из диэлектрических материалов, заключающийся в возбуждении в изделии акустических колебаний и регистрации распределения температуры на его поверхности, о тличаю- щ и и с я .тем, что, с целью повышения информативности контроля и расширения класса контролируемых материалов , в изделии последовательно возбуждают акустические колебания на нескольких собственных нечетных модах выше первой, а о качестве изделия судят по наличию отклонений параметров температурного распределения поверхности образца от температурного распределения, установленного для образцов, имеющих однородную структуру материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ неразрушающего контроля изделий из диэлектрических материалов | 1988 |
|
SU1642348A1 |
| СВЧ СПОСОБ ЛОКАЛИЗАЦИИ НЕОДНОРОДНОСТЕЙ В ДИЭЛЕКТРИЧЕСКИХ И МАГНИТОДИЭЛЕКТРИЧЕСКИХ ПОКРЫТИЯХ НА МЕТАЛЛЕ И ОЦЕНКА ИХ ОТНОСИТЕЛЬНОЙ ВЕЛИЧИНЫ | 2002 |
|
RU2256165C2 |
| Способ акустической дефектоскопии изделий | 1987 |
|
SU1578635A1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ УЗЛОВ ТЕЛЕЖЕК ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2480741C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ФИЗИКО-МЕХАНИЧЕСКИХ ХАРАКТЕРИСТИК ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2214590C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТНЫХ ХАРАКТЕРИСТИК ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2011 |
|
RU2461820C1 |
| СПОСОБ КОНТРОЛЯ СРЕДНЕГО РАЗМЕРА ЗЕРНА МАТЕРИАЛА ТОНКОЛИСТОВОГО ПРОКАТА С ПОМОЩЬЮ УЛЬТРАЗВУКА | 2004 |
|
RU2262694C1 |
| Способ ультразвукового неразрушающего контроля качества изделий из стеклопластиков | 2021 |
|
RU2760512C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЕФЕКТНОСТИ ТИТАНОВОГО ПРОКАТА | 2009 |
|
RU2406083C1 |
| Способ импульсного термоэлектрического неразрушающего контроля теплофизических свойств металлов и полупроводников | 2017 |
|
RU2665590C1 |
Изобретение относится к неразрушающему контролю качества изделий и материалов и может быть использовано в промышленности, производящей и использующей изделия из диэлектрических материалов, в частности из пьезокерамики, как поляризованной, так и неполяризованной. Цель изобретения - повышение информативности контроля и расширение класса контролируемых материалов. В контролируемом изделии возбуждают акустические колебания, например, посредством электромеханического преобразователя, а для изделий из пьезоэлектрического материала - посредством переменного электрического поля последовательно на нескольких собственных нечетных модах выше первой. О качестве изделия судят по наличию отклонений параметров температурного распределения на поверхности контролируемого изделия, возникающего вследствие нагрева изделия в результате диссипации в нем энергии колебаний, от температурного распределения, установленного для изделий, имеющих однородную структуру материала. 5 ил.
- ,г
I
SA
ГЫ/Тт
фцз.1
Фие.2
1 k
A W/u,
V
Уг
ФиеЛ
л/г
фиг. 5
| Способ неразрушающего контроля изделий | 1979 |
|
SU783667A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Полянкин А.Н | |||
| и др | |||
| Выявление дефектов пьезокерамических излучателей ультразвука при помощи тепловизора | |||
| - Дефектоскопия, 1982, № 5, с | |||
| Огнетушитель | 0 |
|
SU91A1 |
