Изобретение относится к области неразрушающего контроля качества изделий и может быть использовано для оценки качества изделий из слоистых стеклопластиков и идентификации в них неоднородностей, вызванных флуктуациями технологических параметров в процессе производства или локальными изменениями физико-механических характеристик во время эксплуатации и при проведении экспериментальных работ, а также для оценки работоспособности изделий.
Предлагаемое техническое решение предназначено для применения в авиационной и авиакосмической отрасли, а также может быть использовано в судостроительной промышленности, строительной индустрии и других отраслях, использующих изделия из слоистых стеклопластиков.
Известен способ теплового неразрушающего контроля стабильности качества изделий из полимерных композиционных материалов в процессе их серийного производства (патент РФ № 2644031 С1, МПК G01N 25/72,опубл. 07.02.20218 Бюл. №4), включающий регистрацию температурного поля изделий, выявление аномалий температурного поля, обусловленных концентраторами внутренних напряжений конструкции. После регистрации температурного поля поверхности i-го контролируемого изделия определяют среднее значение температуры на поверхности контролируемого изделия, калибруют среднее значение i-го изделия по среднему значению температуры 1-го изделия для обеспечения средних значений температурных полей всех изделий с целью достоверного сравнения температурных полей различных изделий. Калибруют температурное поле поверхности i-го изделия по температурному полю 1-го изделия. Измеряют отклонение температуры в координатах m, n от среднего значения температуры поверхности контролируемого изделия. Определяют среднеквадратичное отклонение температуры по контролируемой поверхности. Сравнивают по абсолютной величине среднеквадратичное отклонение отклонений температурного поля 1-го и i-го изделий. Сравнивают разницу среднеквадратичных отклонений с заданным критерием стабильности и определяют стабильность Ki структуры и технологии i-го изделия. В случае если Ki=0, осуществляют регистрацию областей нестабильности структуры поверхности контролируемого объекта путем измерения разности температурных полей i-го и 1-го изделий и определения координат mд, nд участка поверхности с нарушенной структурой следующим образом. Повторяют операции для всей партии контролируемых изделий и фиксируют изделие, начиная с которого структура изделия, а значит, и технология его изготовления изменилась на недопустимую величину.
Недостатками данного способа являются необходимость теплового воздействия на контролируемое изделие, невозможность применения для контроля единичных изделий, высокая стоимость и сложность оборудования, высокая трудоемкость контроля.
Известен способ неразрушающего контроля качества изделий (патент РФ № 2666158, МПК G01N 29/04, опубл. 20.10.2016 Бюл. №29), заключающийся в том, что сканируют поверхность контролируемого объекта датчиками физических полей, измеряют величины сигналов с каждой точки поверхности контролируемого объекта, разбивают диапазон величин сигналов по их значениям на I интервалов, регистрируют измеренные сигналы по принадлежности к соответствующим интервалам, определяют количество измеренных сигналов в каждом интервале, рассчитывают разность количества измеренных сигналов в последующем и предыдущем интервалах по всему диапазону значений величин измеренных сигналов, в качестве порогового значения величины сигнала излучения физического поля выбирают значение из интервала, для которого разность количества измеренных сигналов в данном и предыдущем интервалах меньше нуля, а разность количества измеренных сигналов в данном и последующем интервалах больше нуля. Принимают, что сигнал на дефектном участке меньше по величине сигнала на качественном участке, вероятность ложного обнаружения дефектов и вероятность пропуска дефектов, исходя из задач контроля. Измеряют величину сигнала в центре интервала, на который попадает наибольшее количество сигналов дефектного участка. Измеряют величину сигнала в центре интервала, на который попадает наибольшее количество сигналов качественного участка. Измеряют номер интервала m, соответствующего величине 0,67  , и номер интервала n, соответствующего 0,67
, и номер интервала n, соответствующего 0,67  . Дополнительно измеряют величину сигнала в центре интервала m и в центре интервала n. Определяют среднеквадратичное значение распределения сигналов на дефектных участках. Определяют среднеквадратичное значение распределения сигналов на качественных участках. Задают соотношение между величинами вероятностей ложного обнаружения и пропуска дефектов:
. Дополнительно измеряют величину сигнала в центре интервала m и в центре интервала n. Определяют среднеквадратичное значение распределения сигналов на дефектных участках. Определяют среднеквадратичное значение распределения сигналов на качественных участках. Задают соотношение между величинами вероятностей ложного обнаружения и пропуска дефектов:  и
и  .
.
Недостатками данного способа являются необходимость наличия настроечного образца с дефектным и бездефектным участками, необходимость численного определения абсолютных величин физических полей, а также высокая трудоемкость и необходимость проведения сложных расчетов.
Наиболее близким по технической сущности и достигаемому результату (прототип) к предлагаемому способу является способ определения физико-механических характеристик и состава полимерных композиционных материалов в конструкциях ультразвуковым методом (патент РФ № 2196982 С2, МПК G01N 29/00, опубл. 20.01.2003 Бюл. №2).
Суть метода заключается в том, что излучают импульсы ультразвуковых колебаний излучателем, принимают импульсы, прошедшие в конструкции, приемником, измеряют скорости их распространения в плоскости конструкции и затухания ультразвуковых колебаний. Перед измерением скорости распространения ультразвуковых волн определяют направление преимущественной ориентации наполнителя в полимерном композиционном материале по времени прохождения импульса ультразвуковых колебаний от излучателя к приемнику, вдоль которого измеряют скорость прохождения ультразвуковых волн. Дополнительно посылают импульс ультразвуковых колебаний в направлении нормали к поверхности конструкции в контролируемой зоне, после чего принимают импульс, отраженный от противоположной поверхности конструкции, измеряют амплитуду этого импульса и время его прохождения. Состав и физико-механические характеристики полимерного композиционного материала определяют по определенной корреляционной связи. Скорость импульсов ультразвуковых колебаний вдоль направления преимущественной ориентации наполнителя измеряют в диапазоне частот 0,15-1,25 МГц, а амплитуду и время измеряют в диапазоне частот 1,25-10,0 МГц.
Недостатками данного способа являются:
– необходимость определения большего, по сравнению с предлагаемым способом, числа параметров ультразвуковых волн в разных направлениях прозвучивания, что увеличивает длительность проведения контроля и повышает его трудоемкость;
– необходимость определения амплитуды или частоты основной составляющей спектра ультразвуковых волн, так как на точность их определения большое влияние оказывает качество акустического контакта, который в свою очередь определяется геометрией и шероховатостью объекта контроля, типом и количеством контактной жидкости, размером пьезоэлектрических преобразователей. Учитывая особенности изделий из композиционных материалов (сложная геометрическая форма, высокая шероховатость, ограничения по типу и количеству контактной жидкости) обеспечить стабильный акустический контакт крайне сложно, что приводит к снижению точности данного способа или делает его использование вовсе невозможным;
– взаимное влияние физико-механических характеристик на измеряемые акустические свойства материала, что приводит к снижению точности определения свойств материала изделия по установленным регрессионным зависимостям при естественных флуктуациях технологических параметров материала изделий.
Техническим результатом предлагаемого изобретения является обеспечение возможности ультразвукового неразрушающего контроля качества изделий из слоистых стеклопластиков в процессе производства, проведения экспериментальных исследований и эксплуатации изделий с целью оценки наличия неоднородностей материала и способности изделий сохранять свою работоспособность в процессе воздействия внешних факторов в пределах эксплуатационных нагрузок.
Технический результат обеспечивается тем, что предложен способ ультразвукового неразрушающего контроля качества изделий из стеклопластиков, включающий излучение импульсов ультразвуковых колебаний излучателем, прием импульсов, прошедших в изделии, приемником, измерение скорости их распространения, отличающийся тем, что измерение скорости (С) продольных ультразвуковых волн, распространяющихся по нормали к плоскости армирования стеклопластика, проводят с шагом от 5 до 100 мм вдоль выбранного направления сканирования на частоте от 1 до 20 МГц с помощью одного пьезоэлектрического преобразователя или двух пьезоэлектрических преобразователей, соосно расположенных с противоположных сторон стенки контролируемого изделия, после чего осуществляют построение распределения скорости продольных ультразвуковых волн вдоль направления сканирования – ультразвуковой профиль изделия, проводят анализ ультразвукового профиля и вычисляют приращение скорости (ΔC) продольных ультразвуковых волн вдоль направления сканирования по формуле:
 ,
,
где Сi и Сi+1 – скорость ультразвуковых волн в i и i+1 точке вдоль направления сканирования, после чего определяют величину максимального приращения скорости продольных ультразвуковых волн ΔCМАКС и проводят оценку качества изделия путем сравнения величины максимального приращения скорости продольных ультразвуковых волн ΔCМАКС с заданным пороговым значением.
Физико-механические характеристики стеклопластиков в основном определяются физическими характеристиками компонентов, их соотношением (стеклосодержанием или содержанием связующего), пористостью, степенью полимеризации связующего. Этими же факторами определяется и основная акустическая характеристика стеклопластиков – скорость распространения ультразвуковых волн. Из этого следует, что по изменению скорости ультразвуковых волн можно проводить оценку однородности (стабильности) физико-механических характеристик стеклопластиков с последующей оценкой качества изделия.
В качестве информативного параметра при проведении исследований целесообразно использовать скорость продольных ультразвуковых волн, распространяющихся в стенке контролируемой конструкции. Выбор скорости ультразвуковых волн в качестве информативного параметра обусловлен следующими факторами:
– высокой чувствительностью скорости ультразвуковых волн к изменению структурных характеристик стеклопластика (плотность, пористость, содержание связующего);
– точность определения скорости ультразвуковых волн, в отличие от амплитудных или частотных акустических параметров материала, практически не зависит от качества акустического контакта, который, в свою очередь определяется качеством поверхности объекта контроля (шероховатостью, наличием загрязнений и т.д.), формой и геометрическими размерами контролируемой конструкции, типом и количеством контактной жидкости.
Шаг сканирования выбирается для каждого конкретного контролируемого изделия исходя из его размеров и требований по минимально выявляемым неоднородностям материала. При уменьшении шага сканирования размер минимально выявляемой неоднородности материала уменьшается. Однако, это также приводит к увеличению трудоемкости и длительности контроля.
Увеличение частоты ультразвуковых волн приводит к уменьшению длины волны, что повышает чувствительность контроля за счет большего влияния структурных неоднородностей материала на скорость ультразвуковых волн, но, в тоже время, увеличивает их затухание. Поэтому частота контроля выбирается исходя из толщины контролируемого изделия, затухания ультразвуковых волн в стеклопластике и необходимой чувствительности контроля.
В том случае, когда двусторонний доступ к изделию не может быть обеспечен, измерение скорости ультразвуковых волн может быть выполнено с помощью одного совмещенного или раздельно-совмещенного пьезоэлектрического преобразователя (ПЭП) на частоте, обеспечивающей достоверную идентификацию донного эхоимпульса на фоне структурных шумов.
В случае обеспечения двустороннего доступа к изделию с целью повышения чувствительности контроля измерение скорости ультразвуковых волн может быть осуществлено с помощью двух ПЭП, соосно расположенных с противоположных сторон изделия, на более высокой частоте контроля.
Примеры выполнения предлагаемого технического решения.
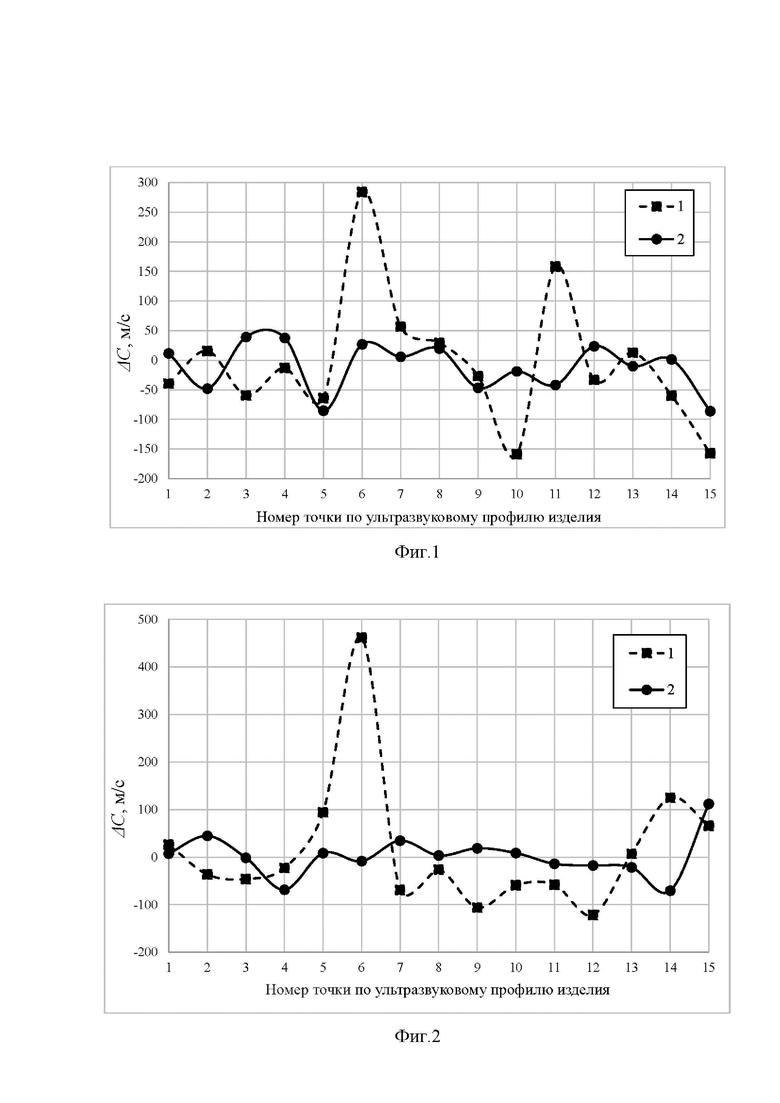
Пример 1. Ультразвуковой неразрушающий контроль качества изделия из стеклопластика ФНкв+МФСС-8 при двустороннем доступе (фиг.1).
В изделии из стеклопластика ФНкв+МФСС-8 с помощью пары пьезоэлектрических преобразователей М208, соосно расположенных с разных сторон стенки контролируемого изделия, цифрового осциллографа Rigol DS1054Z и ультразвукового дефектоскопа OmniScan MX на частоте 20 МГц с шагом 5 мм вдоль выбранного направления сканирования были определены скорости ультразвуковых волн, распространяющихся по нормали к плоскости армирования стеклопластика. После этого было построено распределение скорости ультразвуковых волн вдоль направления сканирования (ультразвуковой профиль изделия) и вычислено приращение скорости продольных ультразвуковых волн ΔC в соответствии с описанным способом (фиг. 1, позиция 1). Максимальное приращение скорости ультразвуковых волн в контролируемом изделии составляет 284 м/с, что превышает установленное экспериментальным путем по результату натурных тепло-прочностных испытаний максимально допустимое значение приращения скорости ультразвуковых волн, равное для данного типа изделия 210 м/с. Для примера на фиг.1, позиция 2, приведены приращения скорости ультразвуковых волн для качественного изделия. Результаты неразрушающего контроля качества изделий подтверждены тепло-прочностными испытаниями: изделие с максимальным значением приращения скорости ультразвуковых волн равным 284 м/с разрушилось при проведении испытаний, а изделие с максимальным приращением скорости ультразвуковых волн равным 38 м/с (меньше установленного критерия) испытания выдержало.
Пример 2. Ультразвуковой неразрушающий контроль качества изделия из стеклопластика ФНкв+МФСС-8 при двустороннем доступе (фиг.2).
В изделии из стеклопластика ФНкв+МФСС-8 с помощью пары пьезоэлектрических преобразователей V544, соосно расположенных с разных сторон стенки контролируемого изделия, цифрового осциллографа Rigol DS1054Z и ультразвукового дефектоскопа OmniScan MX на частоте 10 МГц с шагом 20 мм вдоль выбранного направления сканирования были определены скорости ультразвуковых волн, распространяющихся по нормали к плоскости армирования стеклопластика. После этого был построен ультразвуковой профиль изделия и вычислено приращение скорости продольных ультразвуковых волн ΔC в соответствии с описанным способом (фиг. 2, позиция 1). Максимальное приращение скорости ультразвуковых волн в контролируемом изделии составляет 462 м/с, что превышает установленное экспериментальным путем по результат натурных тепло-прочностных испытаний максимально допустимое значение приращения скорости ультразвуковых волн, равное для данного типа изделия 210 м/с. Для примера на фиг.2, позиция 2, приведены приращения скорости ультразвуковых волн для качественного изделия. Результаты неразрушающего контроля качества изделий подтверждены тепло-прочностными испытаниями: изделие с максимальным значением приращения скорости ультразвуковых волн равным 462 м/с разрушилось при проведении испытаний, а изделие с максимальным приращением скорости ультразвуковых волн равным 112 м/с (меньше установленного критерия) испытания выдержало.
Пример 3. Ультразвуковой неразрушающий контроль качества изделия из стеклопластика при одностороннем доступе (фиг.3).
В изделии из стеклопластика ФНкв+МФСС-8 с переменным числом армирующих слоев с помощью раздельно-совмещенного пьезоэлектрического преобразователя П112-2,5-12 при одностороннем доступе к поверхности контролируемого изделия, цифрового осциллографа Rigol DS1054Z и ультразвукового дефектоскопа OmniScan MX на частоте 2,5 МГц с шагом 40 мм вдоль выбранного направления сканирования были определены скорости ультразвуковых волн, распространяющихся по нормали к плоскости армирования стеклопластика. После этого был построен ультразвуковой профиль изделия и вычислено приращение скорости продольных ультразвуковых волн ΔC вдоль направления сканирования в соответствии с описанным способом (фиг. 3, позиция 1). Максимальное приращение скорости ультразвуковых волн в контролируемом изделии составляет 296 м/с, что превышает установленное экспериментальным путем по результат натурных тепло-прочностных испытаний максимально допустимое значение приращения скорости ультразвуковых волн, равное для данного типа изделия 210 м/с. Для примера на фиг.3, позиция 2, приведены приращения скорости ультразвуковых волн для качественного изделия. Результаты неразрушающего контроля качества изделий подтверждены тепло-прочностными испытаниями: изделие с максимальным значением приращения скорости ультразвуковых волн равным 296 м/с разрушилось при проведении испытаний, а изделие с максимальным приращением скорости ультразвуковых волн равным 63 м/с (меньше установленного критерия) испытания выдержало.
Достигаемый технический результат заключается в обеспечении возможности проведения ультразвукового неразрушающего контроля качества изделий из слоистых стеклопластиков в процессе производства, проведения экспериментальных исследований и эксплуатации.
Предлагаемый способ имеет следующие преимущества:
– для обеспечения контроля достаточно произвести измерение одного параметра – скорости продольных ультразвуковых волн;
– нет необходимости определения амплитудных и частотных характеристик ультразвуковых волн, что повышает точность контроля, упрощает обеспечение акустического контакта и понижает требования к качеству поверхности объекта контроля;
– флуктуации технологических параметров материала изделий во время производства и эксплуатации не оказывают влияния на точность контроля, так как приращение скорости ультразвуковых волн определяется по ультразвуковому профилю изделия и не зависит от их абсолютного значения;
– нет необходимости в наличии специализированных настроечных образцов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения модуля упругости стеклопластиков при ультразвуковом неразрушающем контроле | 2021 |
|
RU2760472C1 |
| Способ ультразвукового неразрушающего контроля качества стеклопластиков после пропитки кремнийорганическими смолами | 2022 |
|
RU2787562C1 |
| Способ контроля глубины дефектов типа "складка" в изделиях из стеклопластиковых материалов ультразвуковым методом | 2022 |
|
RU2788337C1 |
| Способ определения глубины складок в изделиях из стеклопластиковых материалов с помощью ультразвуковых волн | 2023 |
|
RU2814126C1 |
| Способ ультразвукового контроля изделий переменной толщины из полимерных композиционных материалов | 2023 |
|
RU2797337C1 |
| Способ ультразвукового контроля поверхности кварцевых керамических изделий на наличие царапин | 2022 |
|
RU2789244C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ФИЗИКО-МЕХАНИЧЕСКИХ ХАРАКТЕРИСТИК И СОСТАВА ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ В КОНСТРУКЦИЯХ УЛЬТРАЗВУКОВЫМ МЕТОДОМ | 2001 |
|
RU2196982C2 |
| ПРОДОЛЬНО-ПОПЕРЕЧНЫЙ СПОСОБ РЕАЛИЗАЦИИ ЭХОЛОКАЦИОННОГО МЕТОДА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЯ ПО ВСЕМУ СЕЧЕНИЮ | 2014 |
|
RU2585304C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2149393C1 |
| Способ ультразвукового контроля затесненных участков изделий из стеклопластика | 2023 |
|
RU2816862C1 |

Использование: для ультразвукового неразрушающего контроля качества изделий из стеклопластиков. Сущность изобретения заключается в том, что выполняют излучение импульсов ультразвуковых колебаний излучателем, прием импульсов, прошедших в изделии, приемником, измерение скорости их распространения, при этом измерение скорости (С) продольных ультразвуковых волн, распространяющихся по нормали к плоскости армирования стеклопластика, проводят с шагом от 5 до 100 мм вдоль выбранного направления сканирования на частоте от 1 до 20 МГц с помощью одного пьезоэлектрического преобразователя или двух пьезоэлектрических преобразователей, соосно расположенных с противоположных сторон стенки контролируемого изделия, после чего осуществляют построение распределения скорости продольных ультразвуковых волн вдоль направления сканирования – ультразвуковой профиль изделия, проводят анализ ультразвукового профиля и вычисляют приращение скорости (ΔC) продольных ультразвуковых волн вдоль направления сканирования по заданному математическому выражению, после чего определяют величину максимального приращения скорости продольных ультразвуковых волн ΔCМАКС и проводят оценку качества изделия путем сравнения величины максимального приращения скорости продольных ультразвуковых волн ΔCМАКС с заданным пороговым значением. Технический результат: обеспечение возможности ультразвукового неразрушающего контроля качества изделий из слоистых стеклопластиков в процессе производства, проведения экспериментальных исследований и эксплуатации изделий с целью оценки наличия неоднородностей материала и способности изделий сохранять свою работоспособность в процессе воздействия внешних факторов в пределах эксплуатационных нагрузок. 3 ил.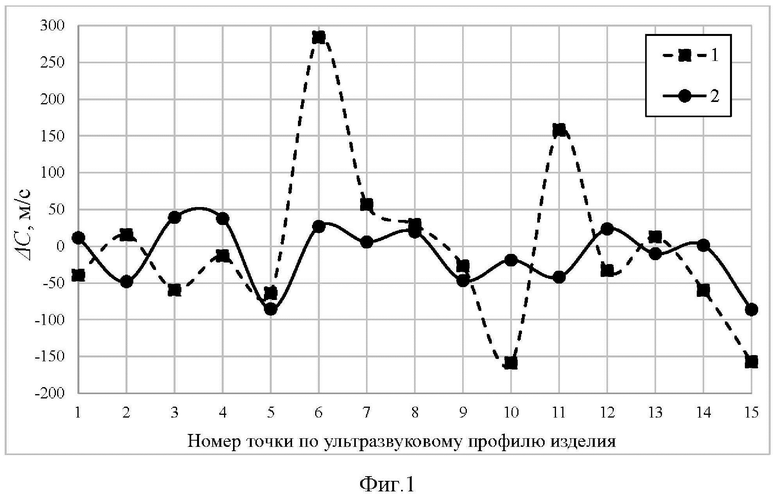
Способ ультразвукового неразрушающего контроля качества изделий из стеклопластиков, включающий излучение импульсов ультразвуковых колебаний излучателем, прием импульсов, прошедших в изделии, приемником, измерение скорости их распространения, отличающийся тем, что измерение скорости (С) продольных ультразвуковых волн, распространяющихся по нормали к плоскости армирования стеклопластика, проводят с шагом от 5 до 100 мм вдоль выбранного направления сканирования на частоте от 1 до 20 МГц с помощью одного пьезоэлектрического преобразователя или двух пьезоэлектрических преобразователей, соосно расположенных с противоположных сторон стенки контролируемого изделия, после чего осуществляют построение распределения скорости продольных ультразвуковых волн вдоль направления сканирования – ультразвуковой профиль изделия, проводят анализ ультразвукового профиля и вычисляют приращение скорости (ΔC) продольных ультразвуковых волн вдоль направления сканирования по формуле
ΔC = Сi+ 1 – Сi,
где Сi и Сi+1 – скорость ультразвуковых волн в i и i+1 точке вдоль направления сканирования, после чего определяют величину максимального приращения скорости продольных ультразвуковых волн ΔCМАКС и проводят оценку качества изделия путем сравнения величины максимального приращения скорости продольных ультразвуковых волн ΔCМАКС с заданным пороговым значением.
| СПОСОБ ОПРЕДЕЛЕНИЯ ФИЗИКО-МЕХАНИЧЕСКИХ ХАРАКТЕРИСТИК И СОСТАВА ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ В КОНСТРУКЦИЯХ УЛЬТРАЗВУКОВЫМ МЕТОДОМ | 2001 |
|
RU2196982C2 |
| Способ оценки устойчивости тонкостенных стеклопластиковых оболочек | 2019 |
|
RU2718645C1 |
| СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ ИЗДЕЛИЯ С ПОМОЩЬЮ УЛЬТРАЗВУКОВЫХ ИМПУЛЬСОВ | 2003 |
|
RU2231753C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ЭХО-ИМПУЛЬСНОЙ ТОЛЩИНОМЕТРИИ | 2010 |
|
RU2422769C1 |
| US 5929349 A, 27.07.1999 | |||
| US 2016103101 A1, 14.04.2016. | |||

