1
Изобретение относится к неразрушающему контролю и может быть использовано в машиностроении неразрушающего контроля температуры отпуска и связанных с ней твердости, ударной вязкости и других характеристик изделий, например, из конструкционных сталей.
Цель изобретения - повышение достоверности контроля за счет обеспечения более крутой зависимости информативного параметра от температуры отпуска во всем диапазоне ее изменения.
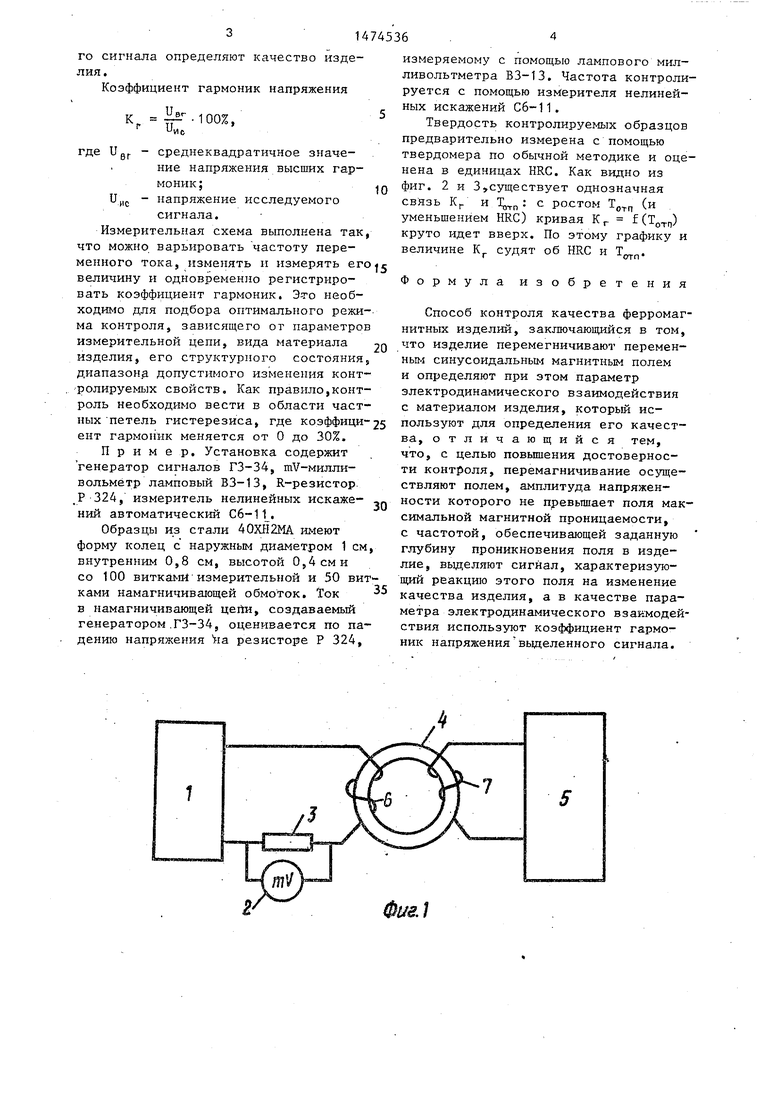
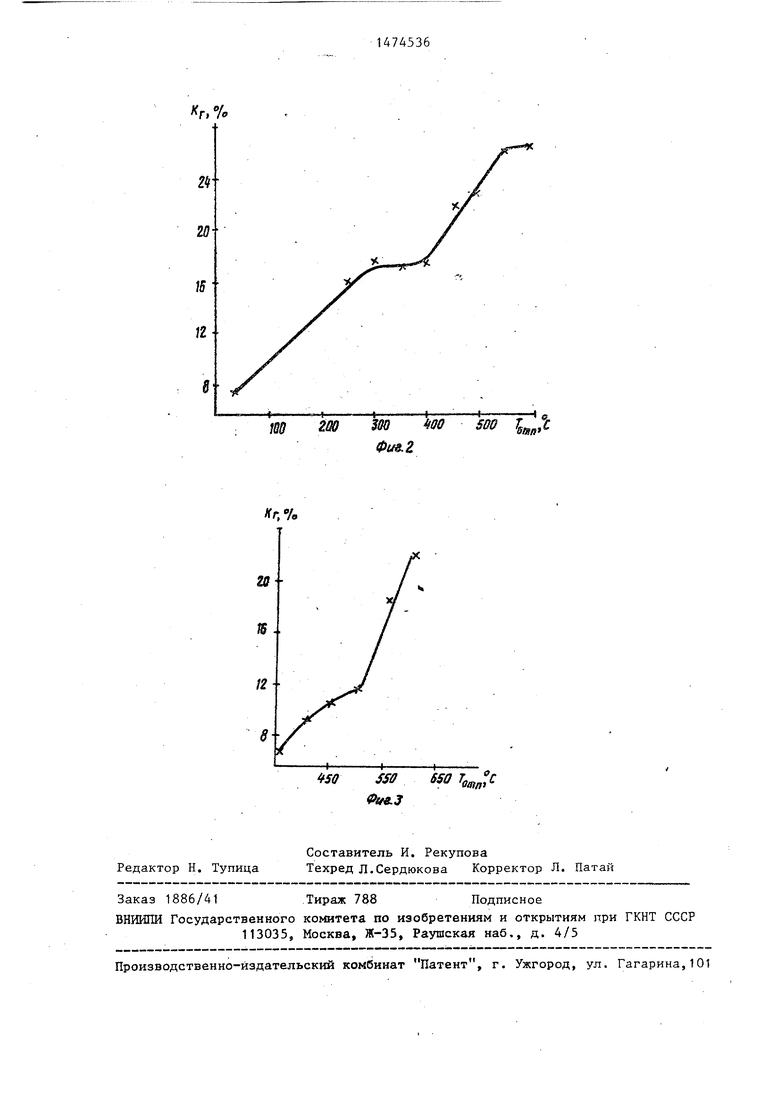
На фиг. 1 представлена схема измерительной установки для осуществления способа; на фиг. 2 - зависимость коэффициента гармоник от температуры отпуска колец из стали 40ХН2МА после закалки в масле от 860°С при токе намагничивания 0,7 А; на фиг.З - изменение коэффициента гармоник указанных колец в более узком диапазоне температур (350-650 С) отпуска при токе намагничивания 0,4 А.
Установка содержит генератор 1 синусоидальных, сигналов, милливольтметр 2, резистор 3, изделие 4 и измеритель 5, например измеритель нелинейных искажений автоматический С6-11. На изделии 4 размещены обмотка 6 намагничивания, подключенная к генератору 1, и измерительная обмотка 7, подключенная к измерителю 5.
Способ осуществляют следующим образом.
Изделие перемагничивают синусоидальным переменным магнитным полем в области частных петель гистерезиса, при этом амплитуда напряженности поля не превышает поля максимальной магнитной проницаемости, а частота обеспечивает заданную глубину проникновения поля в изделие. С помощью измерительной обмотки 7 выделяют сигнал характеризующий реакцию поля на. изменение качества изделия, и по величине коэффициента гармоник напряжения это-4
СД &Э 0
го сигнала определяют качество изделия.
Коэффициент гармоник напряжения
.юо%,
JHc
где U
U
вг
и с
1
-среднеквадратичное значение напряжения высших гармоник;
-напряжение исследуемого сигнала.
Измерительная схема выполнена так, что можно варьировать частоту переменного тока, изменять и измерять его величину и одновременно регистрировать коэффициент гармоник. Э-то необходимо для подбора оптимального режима контроля, зависящего от параметров измерительной цепи, вида материала 2 изделия, его структурного состояния, диапазона допустимого изменения контролируемых свойств. Как правило,контроль необходимо вести в области частных петель гистерезиса, где коэффици-2 ент гармоник меняется от 0 до 30%.
Пример. Установка содержит генератор сигналов ГЗ-34, mV-милли- вольметр ламповый ВЗ-13, R-резистор Р 324, измеритель нелинейных искаже- , ний автоматический Сб-11.
Образцы из стали 40ХН2МА имеют форму колец с наружным диаметром 1 см, внутренним 0,8 см, высотой 0,4 см и со 100 витками измерительной и 50 витками намагничивающей обмоток. Ток в намагничивающей цепи, создаваемый генератором ГЗ-34, оценивается по падению напряжения Via резисторе Р 324,
0
Q 5
5
измеряемому с помощью лампового милливольтметра ВЗ-13. Частота контролируется с помощью измерителя нелинейных искажений С6-11.
Твердость контролируемых образцов предварительно измерена с помощью твердомера по обычной методике и оценена в единицах HRC. Как видно из фиг. 2 и 3,существует однозначная связь Кг и Т.,, : с ростом Тотп (и уменьшением HRC) кривая Кг f (Тотп) круто идет вверх. По этому графику и величине Кг судят об HRC и Тотп.
Формула изобретения
Способ контроля качества ферромагнитных изделий, заключающийся в том, что изделие перемегничивают переменным синусоидальным магнитным полем и определяют при этом параметр электродинамического взаимодействия с материалом изделия, который используют для определения его качества, отличающийся тем, что, с целью повышения достоверности контроля, перемагничивание осуществляют полем, амплитуда напряженности которого не превышает поля максимальной магнитной проницаемости, с частотой, обеспечивающей заданную глубину проникновения поля в изделие, выделяют сигнал, характеризующий реакцию этого поля на изменение качества изделия, а в качестве параметра электродинамического взаимодействия используют коэффициент гармоник напряжения выделенного сигнала.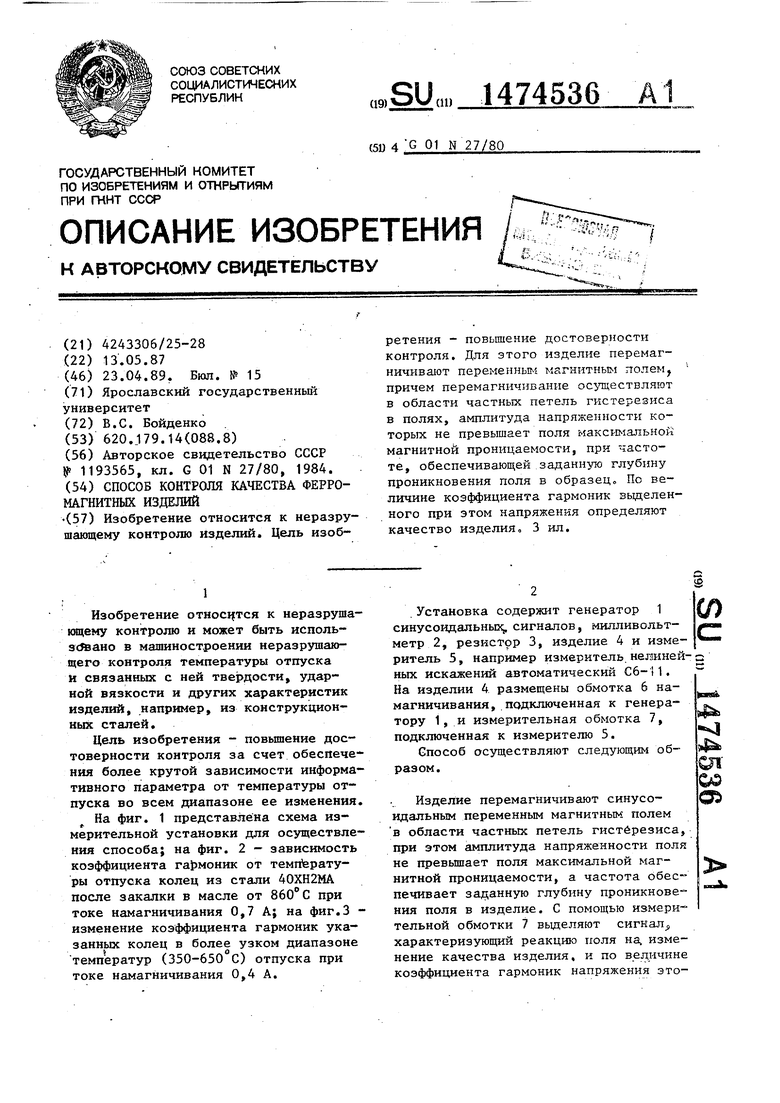
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ФЕРРОМАГНИТНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2051381C1 |
| Способ контроля качества ферромагнитных изделий | 1991 |
|
SU1817014A1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ПОВЕРХНОСТНО-УПРОЧНЕННОГО СЛОЯ ИЗДЕЛИЙ ИЗ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ | 2006 |
|
RU2330275C1 |
| Способ неразрушающего контроля физико-механических свойств изделий | 1986 |
|
SU1355919A1 |
| Способ неразрушающего контроля механических свойств ферромагнитных изделий | 1989 |
|
SU1719975A1 |
| Способ неразрушающего контроля ферромагнитных материалов на основе эффекта баркгаузена | 1977 |
|
SU726477A1 |
| Способ электромагнитного контроля качества термической обработки изделий | 1988 |
|
SU1578624A1 |
| Способ оценки стойкости сталей и сплавов к коррозии | 2021 |
|
RU2777695C1 |
| Способ двухчастотного определения параметров ферромагнитных материалов и изделий | 1982 |
|
SU1046724A1 |
| Способ неразрушающего контроля магнитных материалов | 1982 |
|
SU1096561A1 |
Изобретение относится к неразрушающему контролю изделий. Цель изобретения - повышение достоверности контроля. Для этого изделие перемагничивают переменным магнитным полем, причем перемагничивание осуществляют в области частных петель гистерезиса в полях, амплитуда напряженности которых не превышает поля максимальной магнитной проницаемости, при частоте, обеспечивающей заданную глубину проникновения поля в образец. По величине коэффициента гармоник выделенного при этом напряжения определяют качество изделия. 3 ил.
Фи&1
ВOutfit1
| Способ контроля качества ферромагнитных изделий | 1984 |
|
SU1193565A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
