Известные полуавтоматы для подготовки радиодеталей с осевыми проволочными выводами к механизированному монтажу, выполненные в виде роторной линии с подачей деталей в роторы свободным падением, содержащие механизм правки выводов в виде четырех гребенок, механизм центровки и обрезки выводов и механизм загрузки радиодеталей в кассеты, выполненный в виде цепного транспортера, не обеспечивают безотказного заполнения кассеты.
В предлагаемом полуавтомате этот недостаток устранен выполнением цепного транспортера механизма загрузки деталей, перемещающимся при помощи храповика и соленоида, датчиком которого служит следящая система с фотоэлементом, которая следит за уровнем наполнения кассеты.
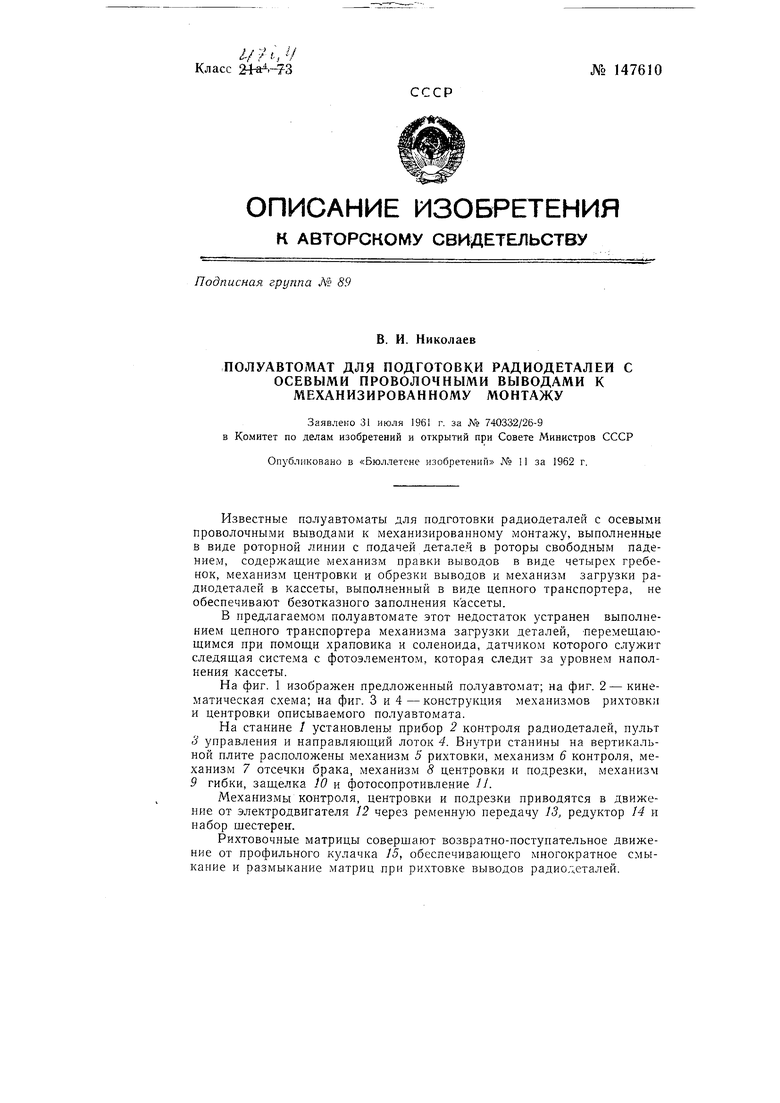
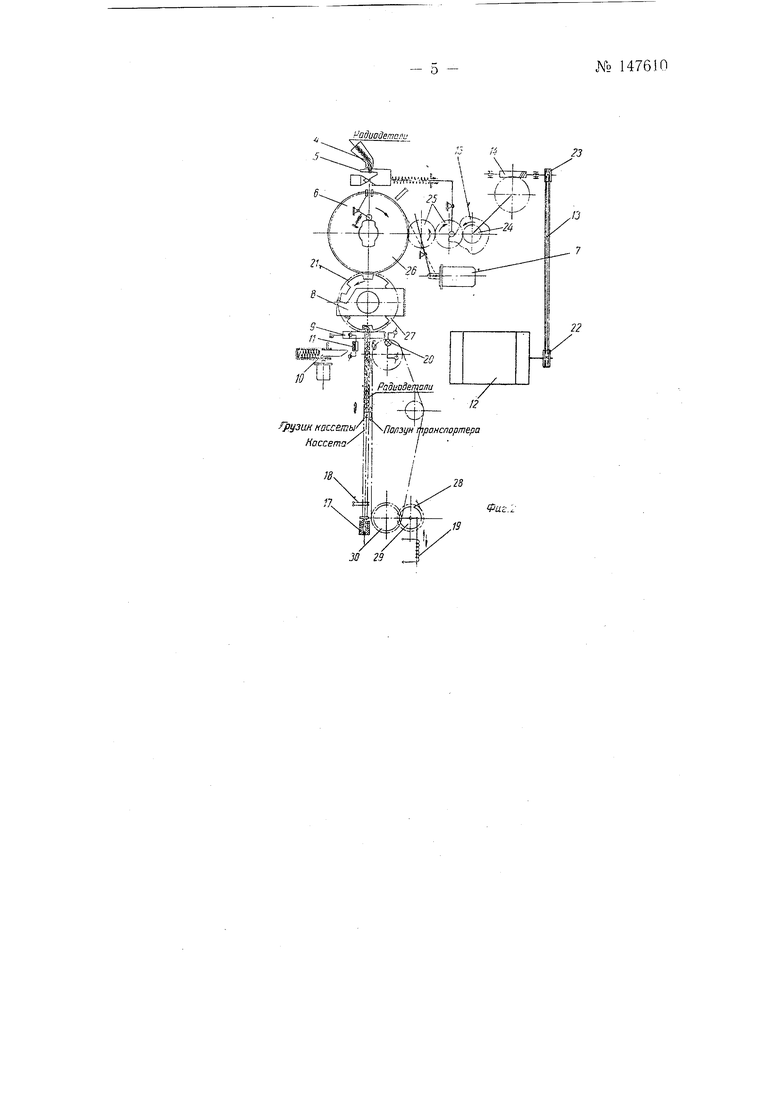
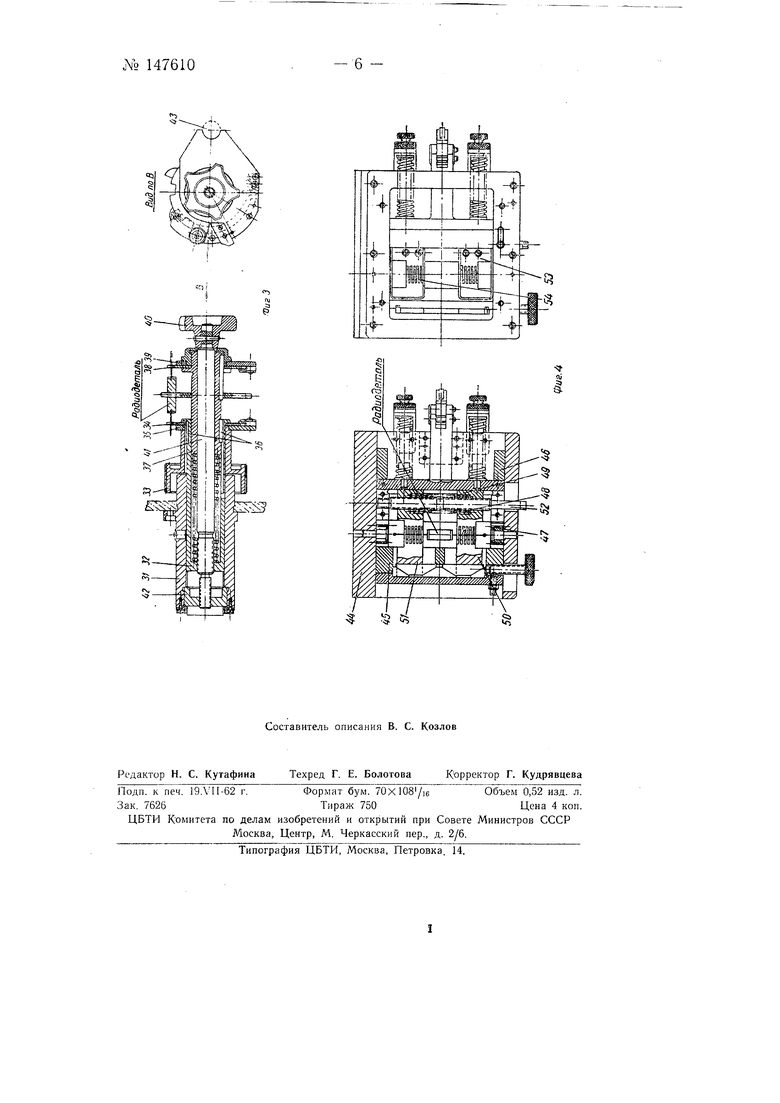
На фиг. 1 изображен предложенный полуавтомат; на фиг. 2- кинематическая схема; на фиг. 3 и 4-конструкция механизмов рихтовки и центровки описываемого полуавтомата.
На станине 1 установлены прибор 2 контроля радиодеталей, пульт 3 управления и направляющий лоток 4. Внутри станины на вертикальной плите расположены механизм 5 рихтовки, механизм 6 контроля, механизм 7 отсечки брака, механизм 8 центровки и подрезки, механизм 9 гибки, защелка W и фотосопротивление /У.
Механизмы контроля, центровки и подрезки приводятся в движение от электродвигателя 12 через ременную передачу 13, редуктор 14 и набор щестерен.
Рихтовочные матрицы совершают возвратно-постуцательное движение от профильного кулачка 15, обеспечивающего многократное смыкание и размыкание матриц при рихтовке выводов радиодеталей.
№ 147610 2 В нижней части полуавтомата на горизонтальной плите на кронштейне размещены импульсный транспортер /5, опора 17, микроконтакт 18 и соленоид 19. На одной из щек импульсного транспортера установлен осветитель 20. Прерывистое движение импульсного транспортера осуществляется соленоидом 19, управляемым электрическим устройством, датчиком которого является фотосопротивление И.
Радиодетали вручную загружаются в направляющий лоток 4. Из лотка 4 через отсекатели они поступают в механизм 5 рихтовки и далее з лапки механизма 6 контроля. Контроль и-разбраковка по номиналам электрических параметров производится прибором 2. При наличии в лапках негодной детали прибор 2 подает сигнал в механизм 7 отсечки брака и негодная деталь выбрасывается в сборник. Годные радиодетали проходят до позиции обрезки и поступают в механизм 8 центровки и обрезки. В этом механизме производится подрезка выводов до заданной длины. Обрезанные радиодетали поступают в кассеты или в механизм 5 гибки.
При укладке радиодеталей в кассеты механизм 9 гибки снимается и радиодетали поступают прямо в кассету, ложась на грузик. Фотоследящая система с фотоэлементом и осветителем 20 следит за уровнем наполнения кассеты радиодеталями и подает сигнал в обмотку соленоида 19. Соленоид 19, срабатывая, опускает ползун импульсного транспортера 16 с грузиком кассеты и столбиком радиодеталей на один шаг, освобождая место в кассете для очередной радиодетали, поступающей из механизма 8 центровки и подрезки. При заполнении кассеты замыкается микроконтакт 18 и полуавтомат автоматически останавливается.
Если производится гибка выводов, то приемником готовых деталей служит навесная коробка, в которую детали ссыпаются цавалом. Механизм 9 гибки приводится в действие.звездочкой 21, устаиовленной на валу механизма центровки и подрезки.
От электродвигателя 12 через клиноременную передачу 22, 13, 23 и редуктор 14 вращение передается валу, на котором закреплены шестерня 24 и кулачок 15. От кулачка 15 через рычаг приводится в движение механизм 5 рихтовки. От щестерни 24 через щестерни 25, 26, 27 вращение передается механизму 6 контроля и механизму 8 резки. Механизм гибки приводится в действие звездочкой 21, закрепленной на валу механизма резки. Импульсный транспортер 16 приводится в движение соленоидом 19 через храповик 28 и шестерни 29, 30.
В корпусе 31 размещенавтулка 32, на которой неподвижно сидят шестерня 33 и нож 34. На шейке шестерни по ходовой посадке установлен нож 35. Внутри втулки 32 на щцонке 36 сидит толкатель 37, который несет на себе второй блок ножей 38 и 39. Поворотом рукоятки 40 винт 41, ввинчиваясь в сухарь 42, перемещает блок ножей 38, 39 вместе с толкателем вдоль оси, а втулка 32 совместно с шестерней 33 и блоком 34, 35 (ввиду резьбовой нарезки во втулке 32 с шагом в два раза больше, чем в сухаре 42) перемещается симметрично навстречу блоку ножей 38, 39. Ножи 35, 39, имея дополнительную опору 43, могут аксиально перемещаться вдоль ее, а вращаться не могут. Ножи же 34, 38 совместно с щестерней, сухарем, втулкой и толкателем непрерывно вращаются. Выводы радиодеталей, попав во впадины вращающихся ножей 34, 35, обрезаются. Для центрирования симметричной обрезки выводов относительно корпуса радиодетали служат пружины.
В корпусе-кронштейне 44 размещены ползуны 45, 46, имеющие рейки, сцепляющиеся с шестерней 47. В ползунах установлены четыре гребенки 48, 49, 50, 51.
Посредством винта 52 с правой и левой нарсз1 ой гребенки 48, 49, 50, 51 попарно раздвигаются в одной плоскости симметрично центру корпуса в противоположных направлениях на половину разности меж,ду размерами корпусов радиодеталей. Отсекатели 53, 54 закреплены, на матрицах и обеспечивают периодическую подачу радиодеталей в рихтовочные гребенки из приемника.
Описанный полуавтомат пригоден для подготовки сопротивлений типа: КИМ, МЛТ-0,25, МЛТ-0,5, МЛТ-1, МЛТ-2, ПТ-0,5, МН, ПТ-1-МН; копденсаторов типа КСО-1, КСО-2. КСО-5, КТК-1, КТК-2, ФТ, МБМ, БГМТ; диодов кремниевых точечных типа Д-104 А и дросселей типа ДР-022 ДР-023, ДР-024.
Пред м с т и 3 о б р е т е и и я
Полуавтомат для подготовки радиодеталей с осевыми проволочными выводами к механизированному монтажу, выполненный в виде роторной линии с иодачей деталей в роторы свободным падением, содержащий механизм правки выводов в виде четырех гребенок, механизм центровки и обрезки выводов и механизм загрузки радиодеталей в кассеты, выполненный в виде цепного траггспортера, от л ич а ю пци и с я тем, что, с целью безотказного заполнения кассеты, цепной транспортер механизма загрузки деталей в полуавтомате выполнен перемепцающимся при помощи храповика и соленоида, датчиком которого служит следящая система с фотоэлементом, следящая за уровнем наполнения кассеты.
№ 147610
PaSuodsmofib
узин нпссе Т1ыЛ
Parluadenicfl ;
30 29
-