Р1звестные автоматы для упаковки радиодеталей цилиндрической формы с осевыми выводами, содержащие вибробункер, ротор для перемещения деталей, механнзм рихтовки и обрезки выводов, бобину для бумажной ленты, механизм формовки ленты, механизм закрепления выводов деталей на ленте, барабан для неремещения ленты с упакованными деталями и механизм разрезания ленты, не обеспечивают достаточной механической прочпости крепления радиодеталей на лепте.
В предлагаемом автомате для повышения прочности крепления радиодеталей на ленте механизм закрепления выводов радиодеталей на ленте вынолнен в виде штампа, снабженного траверсой, совершающей возвратно-поступателы-юе движение. В траверсу занрессованы пуапсоны с установленными на них ножами, снабженными окнами н служаш,ими для вырубки лепестков в бумажной ленте и раздвигания выводов радиодеталей. В нолости нуансонов щарпирно закреплены собачки, обеспечивающие введенне в окна ножей вырубленных лепестков, которые пронлнвают бумажную ленту при BosiipanieiiHii траверсы 1птамиа в исходное положение. Для (|знксацни ленты на матрице в процессе вырубкн лепестков иснользованы нодпружнненные съемники, гнезда которых имеют скосы, служащие ианравляющими для лепестков.
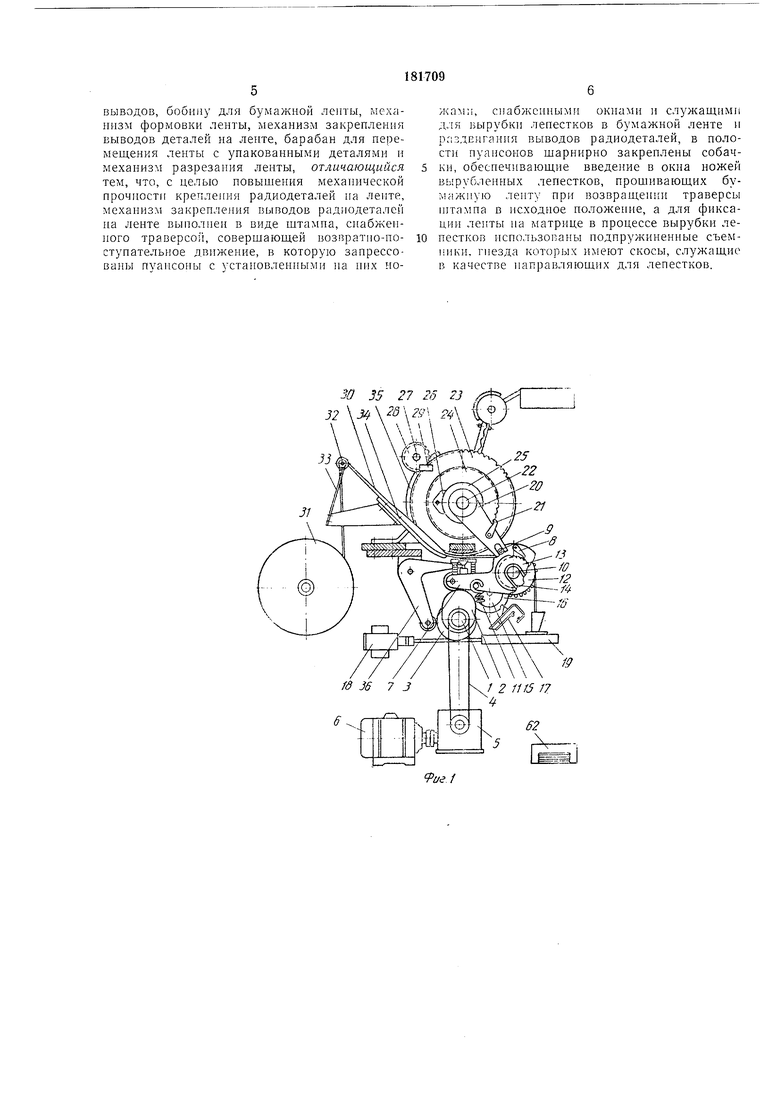
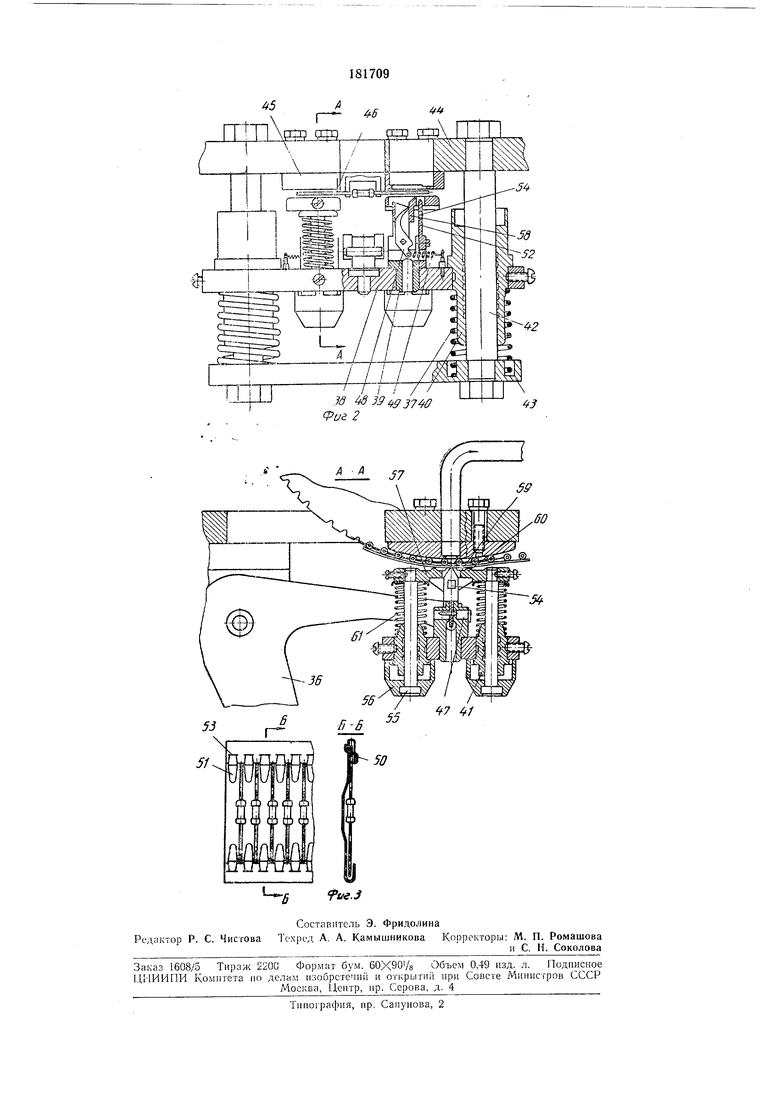
Па фиг. 1 изображен предлагаемый автомат, общий вид; на фиг. 2 и 3 - конструкция штампа.
Вал / с кулачками 2 и 3 получает вращение через цепь 4 и редуктор 5 от электродвигателя 6. Рычаг 7 с собачкой 8 и сухарем 9 свободна сидит на валу 10 и получает колебательное движение от кулачка 2 и нрул ;ины 11.
Вал 10 с барабаном 12 и храповым колесом 13 подторможен лентой 14 и за один оборот вала 1 поворачивается собачкой 8 на один зуб храпового колеса 13.
От вала 10 через зубчатую передачу 15 вращается диск 16, задающий время замыкапия контакта 17, который включает электромагнит 18, приводящий в действие механнзм 19 разрезания бумажной ленты. Рычаг 20 с собачкой 21 свободно сидит па валу 22 и получает колебательное двнжение от рычага 7 через сухарь 9. Вал 22 с нодающим диском 23, храповым колесом 24 и тормозным диском 25 нодторможен колодкой 26 и за один оборот вала 1 новорачивается собачкой 21 на один зуб храно1юго колеса 24.
Бумажная лента 30 с бобины 31 перекинута через ролнк 32, установленный на двух пружинах 33, и протаскнвается барабаном 12 через фильеру 34, подгибающую края бумажной ленты 30 на 180°.
Для западания выводов радиодеталей подающий диск 23 по наружной окружности имеет радиальные прорези, из которых каждая двадцать первая отсутствует, и в последующем на бумажной ленте 30 образуется свободный участок, по которому отрезается бумажная лента 30. Направляющая 35 предохраняет детали от выпадания из радиальных прорезей подающего диска 23.
Посредством рычага 36 от кулачка 3 и пружин 37 траверса 38 с запрессованными пуансонами 39, втулками 40, имеющими полости для смазки, и втулками 41 может соверщать возвратно-поступательное движение вдоль колонок 42, связанных поперечиной 43 и запрессованных в станину 44, в которой крепятся матрицы 45, имеющие буртики 46 высотой 0,2 мм предохраняющие выводы от занадапия в отверстия матриц 45. В пустотелых пуансонах 39 на осях 47 установлены собачки 48, возвращаемые в исходное положение пружинами 49. Пуансоны 39 пересекают в бумажной ленте 30 лепестки 50, в образующиеся при этом просечки 51 входят щтифты барабана 12. К пуансонам 39 крепятся ножи 52, имеющие притупленные кромки, которые образуют прорези 53 в бумажной лепте 30 и раздвигают выводы радиодеталей для предохранения их от попадания нод пуансоны 39. Ножи 52 имеют окна 54 для захода лепестков 50. Во втулках 41 могут совершать возвратно-поступательное движение направляющие 55, имеющие колпачки 56 для смазки. Направляющие 55 запрессованы в съемники 57, имеющие ребра 58, которые обеспечивают действие собачек 48. В пазах 59 съемников 57 размещаются выводы радиодеталей, а ребра 60 поджимают лепестки 50 с обратной стороны бумажной ленты 30. Съемники 57 отжимаются пружинами 61. Отрезки бумажной ленты 30 с упакованными радиодеталями подают в сборник 62. Пыль, образующаяся при просечке бумажных лепестков, отсасывается (на фиг. 3 показано стрелкой) центробежным вентилятором (на чертеже не изображен), установленным в столе автомата.
Перед включением автомата нроизводится зарядка бумажной ленты, конец которой на длине около 250 мм сужается и вручную проводнтся через фильеру до щтампа, после чего автомат включается на время, необходимое для захода щтифтов барабана в просечки бумажиой ленты.
Радиодетали загружаются в вибробуикер, рихтуются и поступают в накопитель. После заполнения накопителя срабатывает фотореле, которое отключает вибробункер и механизм рихтовки (вибробункер, накопитель и механизм рихтовки иа чертеже не изображены).
При работе автомата упаковки радиодеталей бумажная лента 30 передвигается барабаном 12 от кулачка 2 за Л оборота вала /, при этом окружные скорости барабана 12 и подающего диска 23 равны между собой. Остальные зд оборота вала 1 затрачиваются на работу щтампа. Радиодетали из накопителя западают выводами в радиальные прорези подающего диска 23 и перемещаются к
механизму обрезки выводов. Концы выводов заходят во впадины фрез 28 и опорными пожами 29 обрезаются до наименьщей допустимой величины. Перемещаясь дальще, детали соприкасаются с бумажной лентой 30, края которой в этот период отогнуты на 90°, и отгибаются затем на 180°, огибая концы выводов радиодеталей. К щтамну лента с деталями подходит так, что пуансоны 39 и ножи 52 находятся между выводами. После окончания перемещения бумажной ленты 30 с радиодеталями кулачок 3 посредством рычага 36 освобождает траверсу 38, которая под действием пружин 37 начинает двигаться вдоль колонок
42. Съемники 57 прижимают бумажную ленту 30 к матрицам 45, ножи 52 прорезают бумажную ленту 30 и кромками раздвигают выводы. Это исключает возможность попадания выводов под пуансоны 39, так как нуансоны
39 короче ножей 52 и подходят к бумажной ленте 30 позднее. Пуансоны 39 просекают в бумажной ленте 30 лепестки 50, которые принимают вертикальное положение. Собачки 48, двигаясь вместе с пуансонами 39, своей хвостовой частью подходят к ребрам 58 съемников 57, поворачиваются вокруг оси 47 и заталкивают лепестки 50 в окна 54 ножей 52. При обратном ходе траверсы 38 собачки 48 пружинами 49 возвращаются в исходное положение, а ножи 52 верхней кромкой окон 54 протаскивают лепестки 50 через прорези 53 на противоположиую сторону бумажной ленты 30, которая удерживается съемниками 57. Гнезда съемников, через которые проходят
ножи, имеют косые направляющие скосы, обеспечивающие правильное положение концов лепестков на протнвоположной стороне ленты. Затем цикл работы автомата повторяется.
Лента с упакованными деталями барабаном 12 перемещается к механизму разрезания 19, разрезающему ее на отдельные секции. При необходимости этот мехаиизм может быть отключен, и автомат производи.
упаковку радиодеталей на ле1ггу с последующим свертыванием ее в рулон.
Длина ленты с упакованными радиодеталями за 7 час работы автомата составляет около 300 м.
Предмет изобретения
выводов, бобину для бумажной ленты, механизм формовки ленты, механизм закрепления выводов деталей на ленте, барабан для перемещения ленты с упакованными деталями и механизм разрезания ленты, отличающийся тем, что, с целью повышения механической прочности крепления радиодеталей иа ленте, мехаиизм закрепления выводов радиодеталей на ленте выполнен в виде штампа, снабженного траверсой, совершаюш,ей возпратно-поступательное движение, в которую запрессованы пуаисоны с установленными на ннх ножами, снабженными оюшми и служаш,ими для вырубки лепестков в бумажной ленте и рпздЕигання выводов радиодеталей, в полости пуансонов шарнирно закреплены собачки, обеспечиваюш,не введение в окна ножей вЕзфубленных лепестков, прошиваюш,их бумажную леиту при возвраш,енни траверсы иггампа в исходное положение, а для фиксации ленты на матрице в процессе вырубки лепестков пспользованы подпружиненные съем| ики. гнезда которых имеют скосы, служаш,ие в качестве иаправляюших для лепестков.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ УПАКОВКИ РАДИОДЕТАЛЕЙ С ОСЕВЫМИ ВЫВОДАМИ | 1968 |
|
SU218974A1 |
| Устройство для установки радио-элЕМЕНТОВ HA пЕчАТНыЕ плАТы | 1979 |
|
SU834954A1 |
| УСТРОЙСТВО для МАРКИРОВКИ, ЛАКИРОВКЙТСУШК^Яи | 1964 |
|
SU165833A1 |
| АВТОМАТ ДЛЯ УПАКОВКИ ПОЛУПРОВОДНИКОВЫХ ДИОДОВ | 1970 |
|
SU264557A1 |
| Устройство для упаковки радиодеталей с осевыми выводами | 1974 |
|
SU519363A1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| Устройство для подготовки радиоэлементов к монтажу | 1982 |
|
SU1039040A1 |
| Автомат для сборки хомута из ленты | 1972 |
|
SU562358A1 |
| Автоматическая линия для изготовления радиодеталей | 1983 |
|
SU1128298A1 |
| СПОСОБ УПАКОВЫВАНИЯ РУЛОНОВ МЕДИЦИНСКОЙ ВАТЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2027647C1 |
а 35 27 25 23
32
