1
Изобретение относится к металлообработке и может быть использовано , на предприятиях машиностроения при точении, растачивании, строгании и фрезеровании заготовок из труднообрабатываемых вязких материалов.
Целью изобретения является расширение технологических возможностей, что достигается за счет уменьшения усилий при обработке.
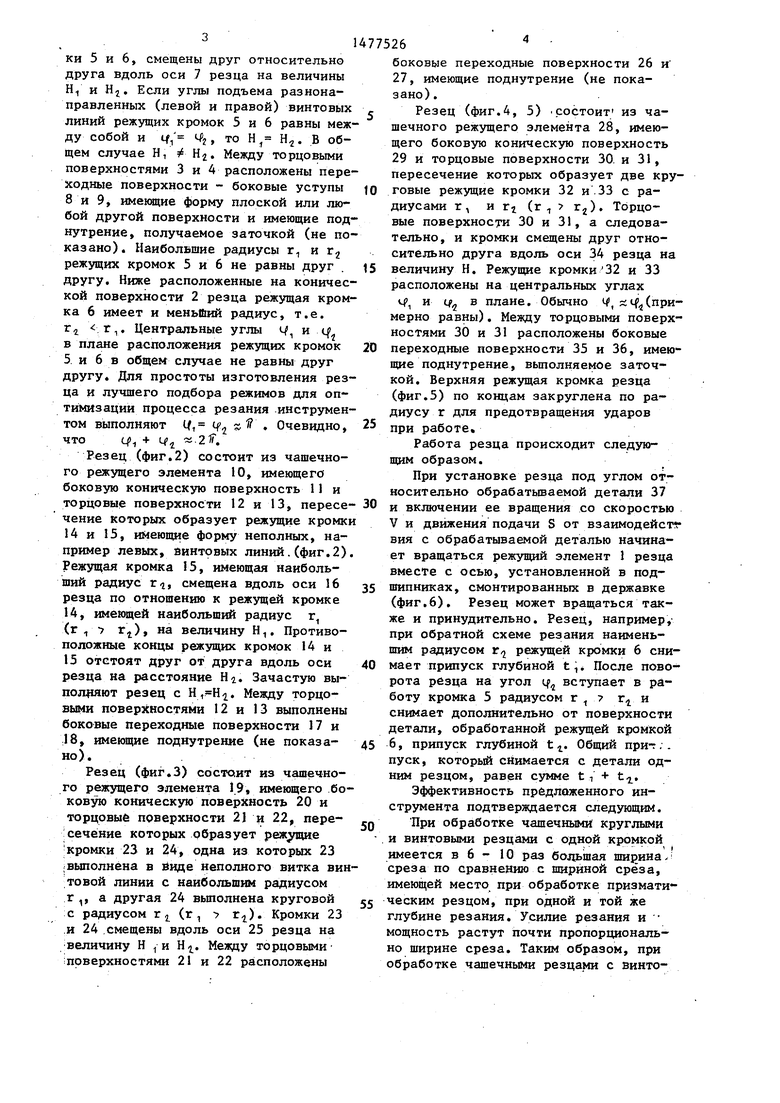
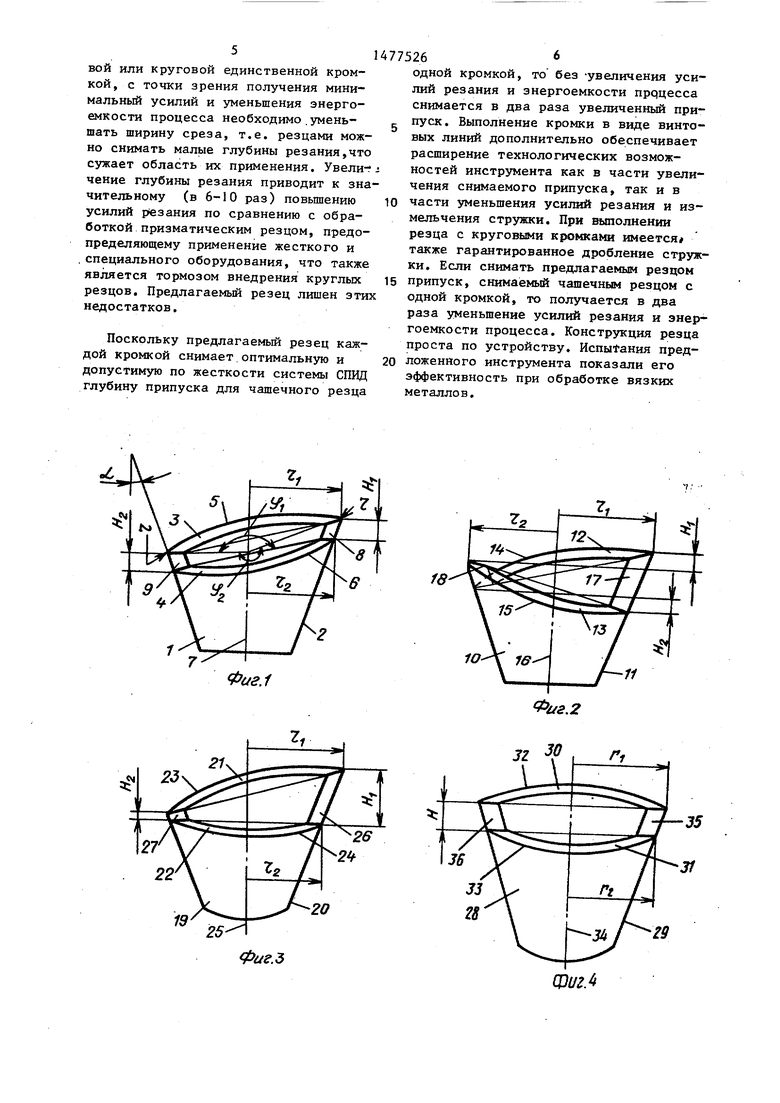
На фиг.1 изображен резец, имеющий две режущие кромки, выполненные в виде разнонаправленных винтовых линий, смещенных друг относительно друга вдоль оси резца; на фиг.2 - резец, имеющий две режущие кромки, выполненные в виде однонаправленных винтовых линий, смещенных друг относительно друга вдоль оси резца; на фиг.З - резец, имеющий одну режущую кромку круговую, а другую винтовую,
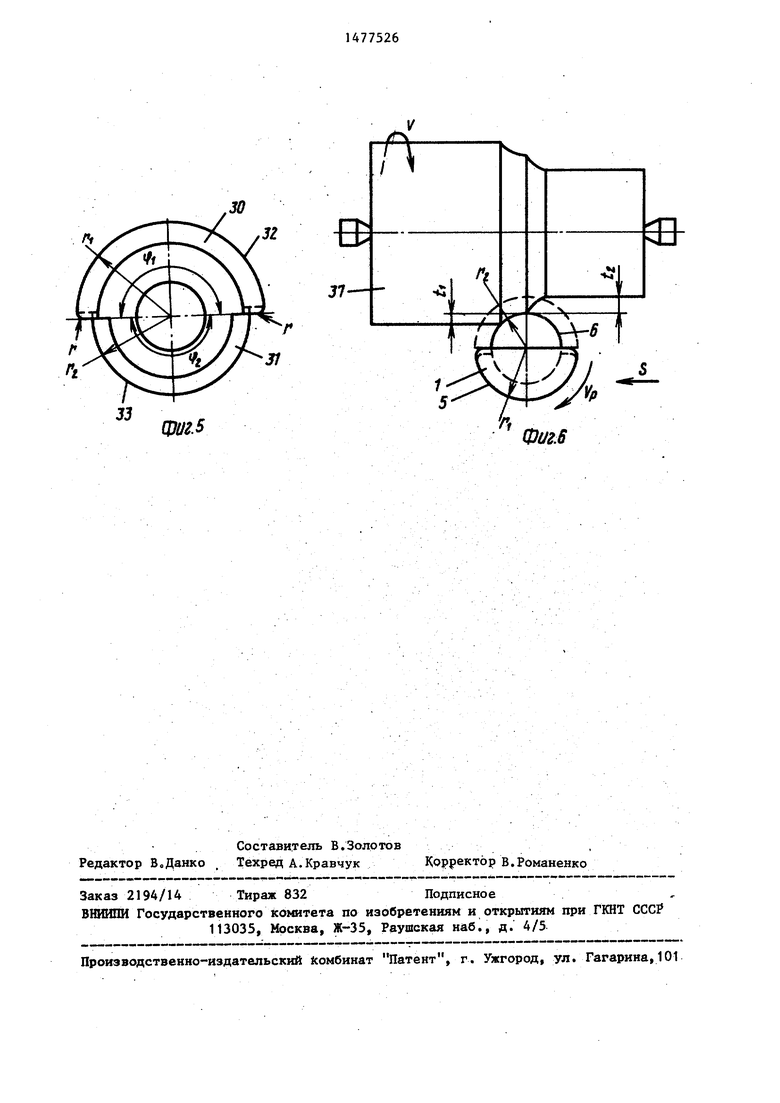
смещенные друг относительно друга вдоль оси резца; на фиг.4 - резец, имеющие две круговые режущие кромки, смещенные друг относительно друга вдоль оси резца; на фиг.5 - резец по фиг.4, вид сверху; на фиг.6 - схема обработки предлагаемым резцом.
Резец (фиг. U, состоит из чашечного режущего элемента закрепленного на оси, установленной в державке с возможностью вращения (не показано) . Чашечный режущий элемент имеет боковую коническую (цилиндрическую) поверхность 2, выполняющую роль задней, и винтовые торцовые поверхности 3 и 4, выполняющие роль передней поверхности резца. Пересечения боковой 2 и торцовых 3 и 4 поверхностей образуют две неполные винтовые режущие кромки 5 и 6. Торцовые поверхности 3 и 4, как и режущие крон Ьь kl
М сл
ю да
ки 5 и 6, смещены друг относительно друга вдоль оси 7 резца на величины Н1 и Нг. Если углы подъема разнонаправленных (левой и правой) винтовых линий режущих кромок 5 и 6 равны между собой и , то Hf H,j. В общем случае Н, f Нг. Между торцовыми поверхностями 3 и 4 расположены переходные поверхности - боковые уступы 8 и 9, имеющие форму плоской или любой другой поверхности и имеющие поднутрение, получаемое заточкой (не показано). Наибольшие радиусы г, и г2 режущих кромок 5 и 6 не равны друг другу. Ниже расположенные на конической поверхности 2 резца режущая кромка 6 имеет и меньший радиус, т.е. г4 г,. Центральные углы с и ср в плане расположения режущих кромок 5 и 6 в общем случае не равны друг Другу. Для простоты изготовления резца и лучшего подбора режимов для оптимизации процесса резания инструментом выполняют If, ip2 % If , Очевидно, что + « 2)Г.
Резец (фиг.2) состоит из чашечного режущего элемента 10, имеющего боковую коническую поверхность 11 и
торцовые поверхности 12 и 13, пересе- 30 и включении ее вращения со скоростью
775264
боковые переходные поверхности 26 и 27, имеющие поднутрение (не показано) .
Резец (фиг.4, 5) .состоит1 из чашечного режущего элемента 28, имеющего боковую коническую поверхность 29 и торцовые поверхности 30 и 31, пересечение которых образует две круговые режущие кромки 32 и 33 с ра10
диусами г, и гг (г, г2). Торцовые поверхности 30 и 31, а следовательно, и кромки смещены друг относительно друга вдоль оси 34 резца на величину Н. Режущие кромки 32 и 33 расположены на центральных углах Ч и if2 в плане. Обычно Ч1, х(примерно равны). Между торцовыми поверхностями 30 и 31 расположены боковые переходные поверхности 35 и 36, имеющие поднутрение, выполняемое заточкой. Верхняя режущая кромка резца (фиг.5) по концам закруглена по радиусу г для предотвращения ударов при работе.
Работа резца происходит следующим образом.
При установке резца под углом относительно обрабатываемой детали 37
и включении ее вращения со скоростью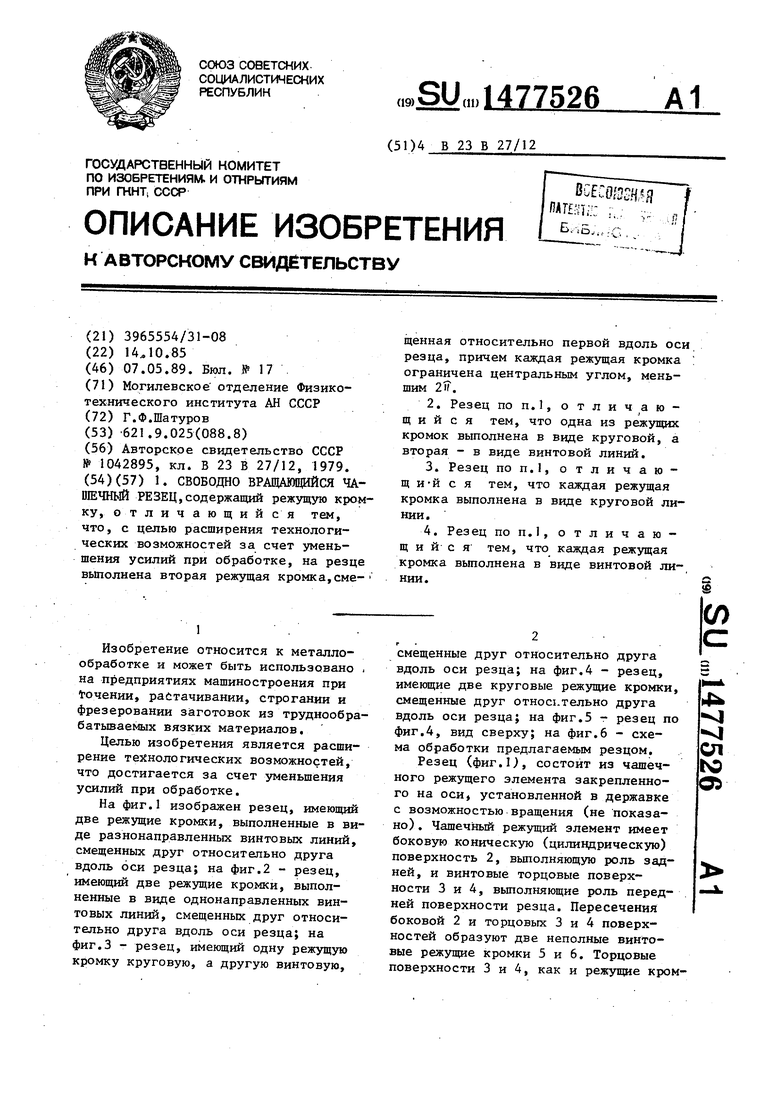
| название | год | авторы | номер документа |
|---|---|---|---|
| Свободно вращающийся токарный резец | 1979 |
|
SU1042895A1 |
| Свободно вращающийся резец | 1982 |
|
SU1079369A1 |
| Свободно вращающийся резец и варианты его исполнения | 1982 |
|
SU1117917A1 |
| Способ обработки ротационным резцом | 1982 |
|
SU1130443A2 |
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
| Способ обработки поверхностей и торцевая фреза для его осуществления | 1982 |
|
SU1133773A1 |
| Способ обработки ротационным резцом | 1981 |
|
SU1123790A1 |
| Ротационный чашечный резец | 1980 |
|
SU1061360A1 |
| Способ токарной обработки вращающимся резцом | 1985 |
|
SU1311851A1 |
| ЧАШЕЧНЫЙ РЕЖУЩИЙ ЭЛЕМЕНТ | 2008 |
|
RU2457079C2 |
Изобретение относится к металлообработке и может быть использовано на предприятиях машиностроения при точении, растачивании, строгании и фрезеровании заготовок из труднообрабатываемых вязких материалов. Целью изобретения является расширение технологических возможностей, что достигается за счет уменьшения усилий при обработке. Резец имеет две режущие кромки, выполненные в виде разнонаправленных винтовых линий, смещенных друг относительно друга вдоль оси резца, две режущие кромки, выполненные в виде однонаправленных винтовых линий, смещенных друг относительно друга вдоль оси резца, одну режущую кромку круговую, а другую винтовую, смещенные друг относительно друга вдоль оси резца. 3 з.п. ф-лы, 6 ил.
чение которых образует режущие кромк
14и 15, имеющие форму неполных, например левых, винтовых линий.(фиг.2) Режущая кромка 15, имеющая наибольший радиус г-if смещена вдоль оси 16 резца по отношению к режущей кромке 14, имеющей наибольший радиус г1
(г 1 гг), на величину Н,. Противоположные концы режущих кромок 14 и
15отстоят друг от друга вдоль оси резца на расстояние HI. Зачастую выполняют резец с Н,Н. Между торцовыми поверхностями 12 и 13 выполнены боковые переходные поверхности 17 и 18, имеющие поднутрение (не показано).
Резец (фиг.З) состоит из чашечного режущего элемента 19, имеющего боковую коническую поверхность 20 и торцовые поверхности 2} и 22, пересечение которых образует режущие кромки 23 и 24, одна из которых 23 выполнена в виде неполного витка винтовой линии с наибольшим радиусом г а другая 24 выполнена круговой с радиусом г г (г 1 -7 г). Кромки 23 и 24 смещены вдоль оси 25 резца на величину Н , и Нг. Между торцовыми поверхностями 21 к 22 расположены
5
0
5
5
0
V и движения подачи S от взаимодейстг вия с обрабатываемой деталью начинает вращаться режущий элемент 1 резца вместе с осью, установленной в подшипниках, смонтированных в державке (фиг.6). Резец может вращаться также и принудительно. Резец, например, при обратной схеме резания наименьшим радиусом r,j режущей кромки 6 снимает припуск глубиной t,. После поворота резца на угол if,, вступает в работу кромка 5 радиусом г 1 г4 и снимает дополнительно от поверхности детали, обработанной режущей кромкой 6, припуск глубиной t г. Общий при-. . пуск, который снимается с детали одним резцом, равен сумме ti + ti.
Эффективность предложенного инструмента подтверждается следующим.
При обработке чашечными круглыми и винтовыми резцами с одной кромкой имеется в 6 - 10 раз большая ширина. среза по сравнению с шириной среза, имеющей место при обработке призматическим резцом, при одной и той же глубине резания. Усилие резания и мощность растут почти пропорционально ширине среза. Таким образом, при обработке чашечными резцами с винтовой или круговой единственной кромкой, с точки зрения получения минимальный усилий и уменьшения энергоемкости процесса необходимо уменьшать ширину среза, т.е. резцами можно снимать малые глубины резания,что сужает область их применения. Увеличение глубины резания приводит к значительному (в 6-10 раз) повышению усилий резания по сравнению с обработкой призматическим резцом, предопределяющему применение жесткого и специального оборудования, что также является тормозом внедрения круглых резцов. Предлагаемый резец лишен этих недостатков.
Поскольку предлагаемый резец каждой кромкой снимает оптимальную и допустимую по жесткости системы СПИД глубину припуска для чашечного резца
Фаг.1
19
20
Фиг.З
4775266
одной кромкой, то без -увеличения усилий резания и энергоемкости пррцесса снимается в два раза увеличенный припуск. Выполнение кромки в виде винтовых линий дополнительно обеспечивает расширение технологических возможностей инструмента как в части увеличения снимаемого припуска, так и в
10 части уменьшения усилий резания и измельчения стружки. При выполнении резца с круговыми кромками имеется также гарантированное дробление стружки. Если снимать предлагаемым резцом
15 припуск, снимаемый чашечным резцом с одной кромкой, то получается в два раза уменьшение усилий резания и энергоемкости процесса. Конструкция резца проста по устройству. Испытания пред20 ложенного инструмента показали его эффективность при обработке вязких металлов.
11
Фиг.2
Z9
Фиг А
ft
31
31
Фиг.5
Фиг.в
| Свободно вращающийся токарный резец | 1979 |
|
SU1042895A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
