Изобретение относится к обработке материалов резанием и может быть использовано при точении и растачивании заготовок из труднообрабатываемых вязких металлов..
Цель изобретения повьшение стойкости режущего инструмента путем периодического перераспределения нагрузки вдоль его режущей кромки.
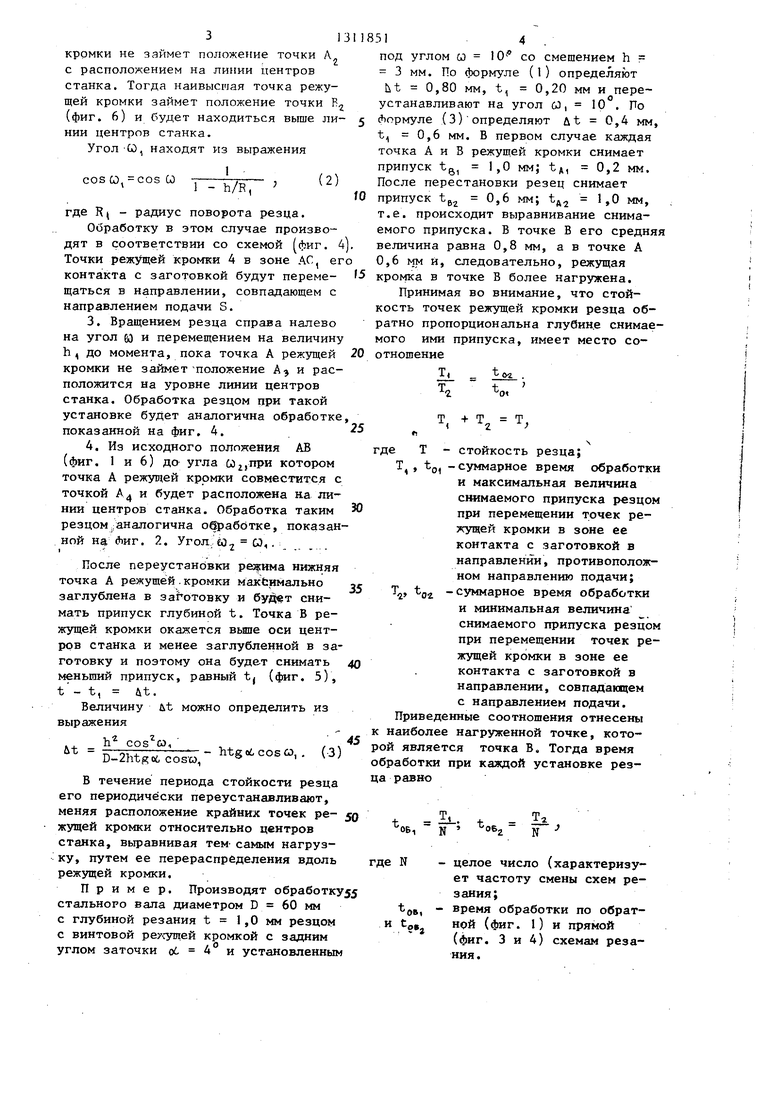
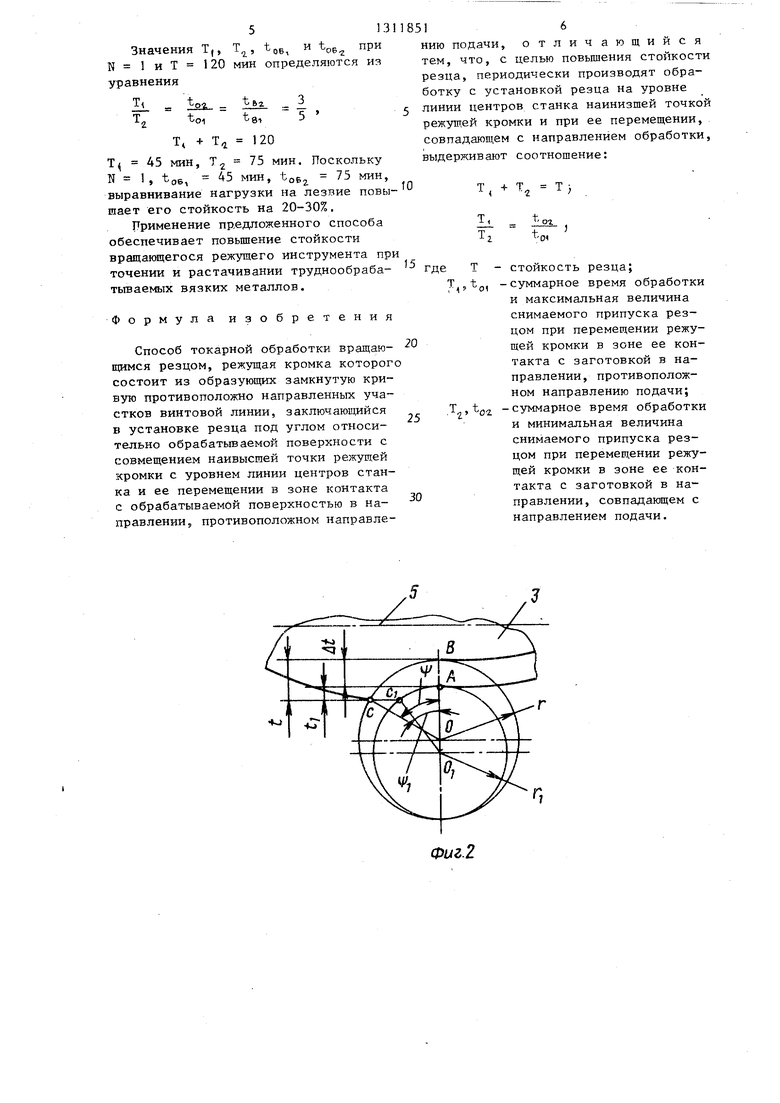
На фиг. 1 представлена схема об- работки резцом с винтовой режущей кромкой по предлагаемому способу при перемещении ее точек в зоне контакта с заготовкой против направления подачи S; на фиг. 2 - совмещенные сечения резца плоскостями, проходящими через наивысшую В и наинизшую Л точки винтовой линии перпендикулярно к оси резца на фиг. 1; на фиг. 3 - схема обработки резцом с винтовой режущей кром- кой при перемещении ее точек в зоне контакта с заготовкой в направлении совпадающем с направлением подачи S, имеющей направление слева направо; на фиг. 4 - то же, с направлением справа налево; на фиг. 5 - совмещенные сечения резца плоскостями, проходящими через наивысшую и наинизшую .точки винтовой режущей кромки перпендикулярно к оси резца на фиг. 4; на фиг. 6 - схема установки резца.
Предложенный способ осуществляетс следующим образом.
Для самовращеиия резца 1 его ось 2 устанавливают под углом со относи
тельно обрабатываемой заготовки 3 с расположением наивысшей точки В режущей кромки 4 на уровне линии 5 центров станка (оси заготовки)(фиг. l) и получения, например, положительного угла наклона режущей кромки. После включения вращения заготовки 3, движения подачи S и набора глубины t резец снимает припуск с перемещением точек режущей кромки 4 в зоне ее контакта (на дуге ЕС, фиг. 1) с заготовкой в направлении, противоположном направлению подачи S Наивысшая точка В режущей кромки 4, расположенная на наибольшем радиусе г резца 1, снимает максимальный припуск глубиной t (фиг. 2), так как она наиболее заглублена в обрабатываемую заготовку 3. Точка А режущей кромки, расположенная на наименьшем радиусе г, г - h tgЛ (где h - высота смешения точек А и В режущей кромки вдоль оси 2 резца 1; oi - задНИИ угол заточки резца), снимает наименьгаий припуск tj . Уменьшение припуска, приходящегося на точку А режущей кромки, обусловлено уменьшением радиуса г, по сравнению с радиусом г в точке В, а также ее удале-. нием от оси 5 центров станка. Уменьшение глубины а t снимаемого припуска для точки А режущей кромки можно определить из выражения
h tgo6cosCi) +
, 1 г n cos w
D+2h)L,tg cosQ
,(1)
Ю 5
25
где D - диаметр обработанной заготовки;
Q - угол установки резца; h - расстояние между наинизшей и наивысшей точками режущей кромки, измеренное вдоль оси резца;
ос - задний угол заточки резца. Глубина снимаемого припуска, приходящаяся на точку А режущей кромки, равна t, t - t. После обработки резцом 1 (фиг. 1) в течение.времени меньшем периода Т его резца производят переустановку резца таким образом, чтобы точка А, расположенная - вдоль оси 2 резца 1 ниже точки В, была заглублена в заготовку на большую величину, чем точка В, и снимала наибольший припуск, равный t, а точка 35 в снимала бы меньший припуск, равньп
SQ
t,.
Для этого резец можно установить следукяцими методами.
1. Не изменяя угол (О из положения резца, показанного на фиг. 1 и 6, когда точка В режущей кромки находится на уровне центров станка, а точка А режущей кромки расположена ниже
оси центров, резец поднимают на вели- чину h. Теперь точка В режущей кромки займет положение точки В, (фиг. 6) и будет Bbmie линии центров, а точка А займет положение А, и расположится
на уровне центров. Обработку в этом случае необходимо производить при направлении подачи S слева направо (фиг. 3). Точки режущей кромки в рабочей зоне АС, будут перемещаться в
Направлении, совпадающем с направлением подачи S.
2. Вращением резца вокруг центра 0 слева направо на угол (и + со,) до момента, пока точка А режущей
кромки не займет положение точки А с расположением на линии центров станка. Тогда наивысшая точка режущей кромки займет положение точки Б (фиг. 6) и будет находиться выше ли- НИИ центров станка.
Угол -Q, находят из выражения
cosco, cos СО -:г-т-- ; (2)
п/«1
где RJ - радиус поворота резца.
Обработку в этом случае производят в соответствии со схемой (фиг. 4 Точки режущей кромки 4 в зоне АС, ег контакта с заготовкой будут переме- щаться в направлении, совпадающем с направлением подачи S.
3.Вращением резца справа налево на угол и и перемещением на величину h, до момента, пока точка А режущей кромки не займет положение АЭ и расположится на уровне линии центров станка. Обработка резцом при такой установке будет аналогична обработке показанной на фиг, 4, .
4,Из исходного положения АВ (фиг, 1 и 6) до угла СОi,при котором точка А реясущей кромки совместится с точкой А и будет расположена на линии центров станка. Обработка таким резцом „аналогична о аббтке, показанной на Лиг. 2, Угол 60-, QI .
I ..---..
После переустановки нижняя точка А режущей.кромки максимально заглублена в заготовку и снимать припуск глубиной t. Точка В режущей кромки окажется вьяпе оси центров станка и менее заглубленной в заготовку и поэтому она будет снимать меньший припуск, равный t, (фиг, 5), t - t, ut.
Величину ut можно определить из выражения
cos со.
45
., IIV-UOUJ ,/«
D-2htg cos-o,- litS - s.- (-3)
В течение периода стойкости резца его периодически переустанавливают, меняя расположение крайних точек ре- 50 жущей кромки относительно центров станка, выравнивая тем самым нагрузку, путем ее перераспределения вдоль режущей кромки.
Пример, Производят обработку55 стального вала диаметром D 60 мм с глубиной резания t 1,0 мм резцом с винтовой реусущей кромкой с задним углом заточки об 4 и установленным
5
,0
-5
0
эг 0
5
0
под углом со 10 со смешением h 3 мм. По формуле (1) определяют bt 0,80 мм, t, 0,20 мм и переустанавливают на угол со, 10 . По Формуле (3) определяют ut 0,4 мм, t, 0,6 мм, В первом случае каждая точка А и В режущей кромки снимает припуск tg, 1,0 мм; 1д, 0,2 мм. После перестановки резец снимает припуск tg2 0,6 мм; tд2 1,0 мм, т,е, происходит выравнивание снимаемого припуска, В точке В его средняя величина равна 0,8 мм, а в точке А 0,6 мм и, следовательно, режущая кромка в точке В более нагружена.
Принимая во внимание, что стойкость точек режущей кромки резца обратно пропорциональна глубине снимаемого ими припуска, имеет место соотношение
IL 12.
0,
т, + т, т
и
ч
где Т - стойкость резца;
Т , t(j, - суммарное время обработки и максимальная величина снимаемого припуска резцом при перемещении точек режущей кромки в зоне ее контакта с заготовкой в направлении, противоположном направлению подачи; Т, tg -суммарное время обработки и минимальная величина снимаемого припуска резцом при перемещении точек режущей кромки в зоне ее контакта с заготовкой в направлении, совпадающем с направлением подачи. Приведенные соотношения отнесены к наиболее нагруженной точке, которой является точка Б. Тогда время обработки при каждой установке резца равно
- ,.
N
ОБ,
N
де N
и t
О
-целое число (характеризует частоту смены схем резания;
-время обработки по обратной (фиг, 1) и прямой (фиг. 3 и 4) схемам резания.
513
Значения Т,, Т,,,tog, и при
N 1 и Т 120 минопределяются из уравнения
Т tp . 2. Т toi tet 5
14 + Т 120
Т 45 мин, Т 75 мин. Поскольку N 1, toe, мин, toB 75 мин, выравнивание нагрузки на лезвие повышает его стойкость на 20-30%,
Применение пр.едложенного способа обеспечивает повьшение стойкости вращакяцегося режущего инструмента пр точении и растачивании труднообраба- тьгааемых вязких металлов.
Формула изобретения
Способ токарной обработки вращающимся резцом, режущая кромка которог состоит из образующих замкнутую кривую противоположно направленных участков винтовой линии, заключающийся в установке резца под углом относительно обрабатьшаемой поверхности с совмещением наивысшей точки режущей кромки с уровнем линии центров станка и ее перемещении в зоне контакта с обрабатываемой поверхностью в направлении, противоположном направле8516
нию подачи, отличающийся тем, что, с целью повышения стойкости резца, периодически производят обработку с установкой резца на уровне
5 линии центров станка наинизшей точкой режущей кромки и при ее перемещении, совпадающем с направлением обработки, выдерживают соотношение:
10
Т, Т
IL т,
1° to,
где
01
2
- стойкость резца; -суммарное время обработки и максимальная величина снимаемого припуска резцом при перемещении режущей кромки в зоне ее контакта с заготовкой в направлении, противоположном направлению подачи; ,02 - суммарное время обработки и минимальная величина снимаемого припуска резцом при перемещении режущей кромки в зоне ее контакта с заготовкой в направлении, совпадающем с направлением подачи.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки ротационным резцом | 1981 |
|
SU1123790A1 |
| Способ обработки резанием круглым резцом | 1984 |
|
SU1368107A1 |
| Свободно вращающийся резец | 1982 |
|
SU1079369A1 |
| Способ обработки ротационным резцом | 1982 |
|
SU1130443A2 |
| СПОСОБ СОВМЕЩЕННОЙ ОБРАБОТКИ РЕЗАНИЕМ И ПОВЕРХНОСТНО-ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 1990 |
|
RU2036069C1 |
| Способ комбинированной обработки | 1991 |
|
SU1779559A1 |
| Способ комбинированной обработки | 1991 |
|
SU1810278A1 |
| Способ комбинированной обработки валов режущим и деформирующим элементами | 1991 |
|
SU1821343A1 |
| Способ обработки резцом с двумя вершинами | 1987 |
|
SU1547958A1 |
| Способ обработки резанием | 1980 |
|
SU1303263A1 |
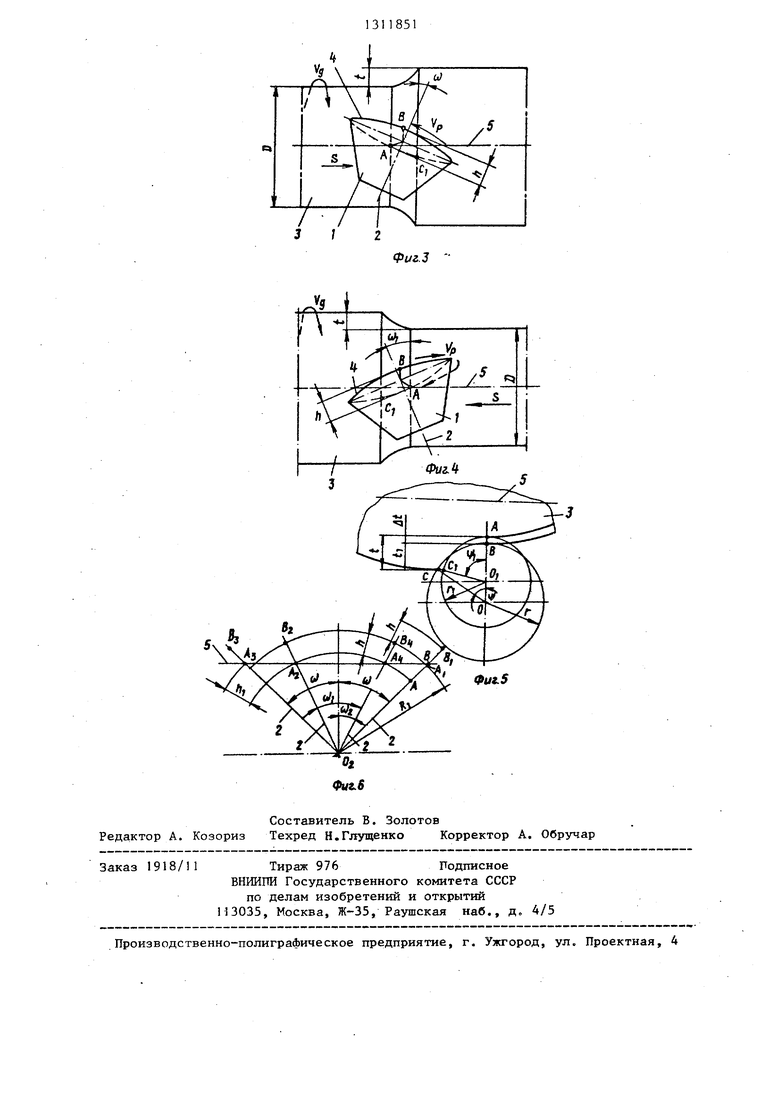
Изобретение относится к обработке материалов резанием и используется при точении и растачивании заготовок КЗ труднообрабатываемых вязких металлов. Целью изобретения является повышение стойкости режущего инструмента путем периодического перераспределения нагрузки вдоль его режущей кромки. Указанная цель достигается тем, что периодически производят обработку с установкой резца 1 на уровне линии 5 центров наинизшей точкой А режущей кромки 4, и при ее перемещении, совпадающем с направлением обработки, выдерзкнвая при этом соотношение Т + + Т, Т; Т, : Tj t : 01 , где Т - стойкость резца; Т, t - суммарное время обработки и максимальная величина снимаемого припуска резцом лри перемещении режущей кромки в зоне ее контакта с заготовкой в направлении, противоположном направлению подачи; Tj , to2 - суммарное, время обработки и минимальная величина снимаемого припуска резцом при перемещении режущей кромки в зоне ее контакта с заготовкой в направлении, совпадающем с направлением подачи. 6 ил. i (Л Фиг.1
4J
П
Фиг.2
Фиг.З
Составитель В. Золотев Редактор А. Козориз Техред Н.Глущенко Корректор А, Обручар
Заказ 1918/11 Тираж 976Подписное
ВНИИГШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Авторское свидетельство СССР по заявке № 3661746/08, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
