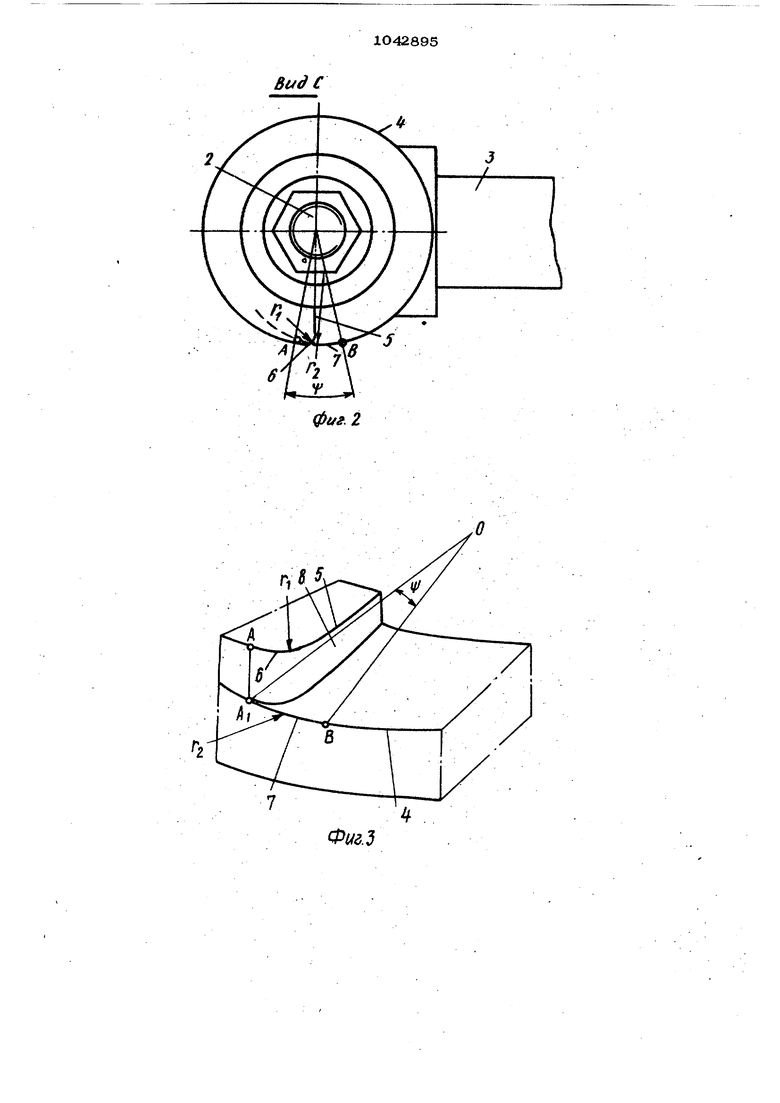
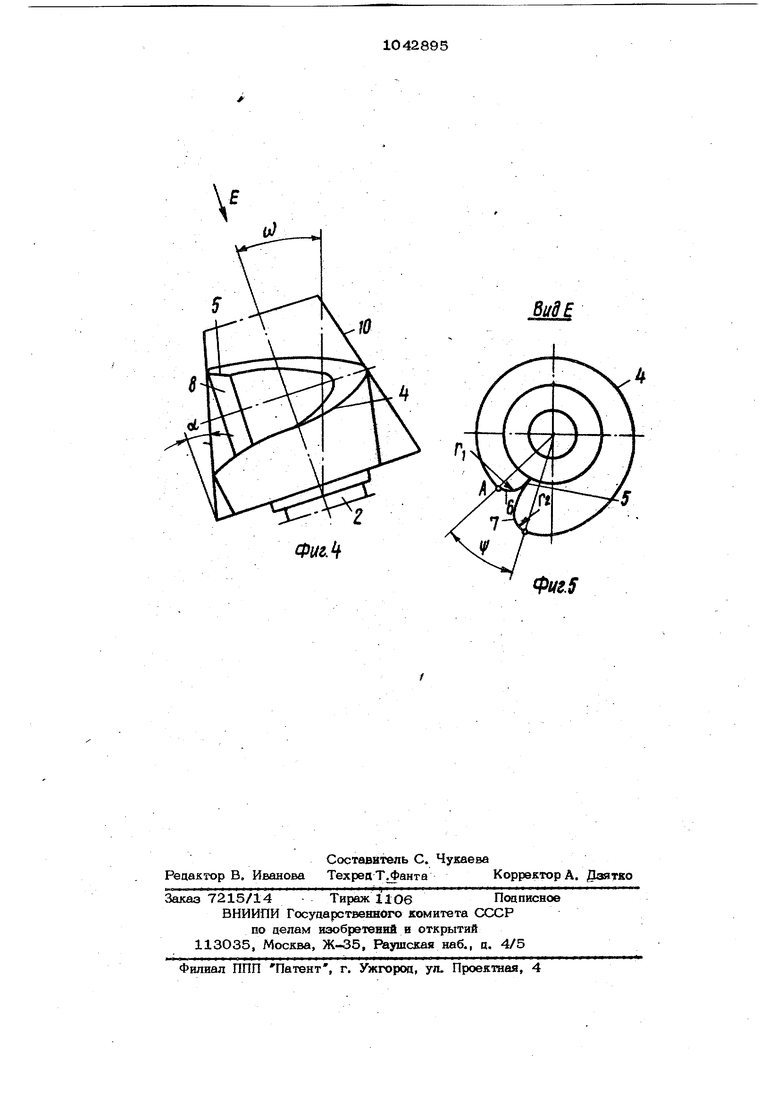
Изобретение относится jc металлооб работке и может быть использовано на предприятиях машиностроения при точени строгании и .растачивании заготовок из труйнообрабатываемых вязких материало Известен свобопно вращакщийся токарный резец с чашечным режущим элементом, режущая кромка которого выпол нена из цвух противоположно направленных участков винтовой линии с равным углом поаъема, образующих одну замкну тую кривую С 1 J Недостатком этого резца является сложность изготовления, так как режуща кромка состоит из цвух винтовых участ ков.. Цель изобретения « упрощение конст рукции резца, Ueль достигается тем, что винтовая линия представляет собой неполный вито а между ее концами расположены прямолинейный и два переходнь1х круговых участка, при этом центральный угол в плане между точками перехода от винтового к круговым участкам режущей кромки равен или меньше величины ()i(u; гае Т - величина шага винтовой линии режущей кромки резца; . R - радиус детали; г - радиус резца; UJ - угол установки резца, а высота участка режущей кромки, выполненного в вице винтовой линии, должна быть равна (0,85-0,9Sn2Rt +t2 где Н - высота участка режущей кромки;t - глубина резания. Кроме того, при расположении винтового участка режущей кромки на конической поверхности, с подъемом от основания к вершине, величина угла конуса находиться из условия снятия всего припуска одной режущей кромкой 1 l(fivt)2-(Tcosw)-R|j , где oL - угол конуса. На фиг. 1 изображен предлагаемый резец; на фиг. 2 - вид С на фиг, 1; на фиг, .3 - переходная зона резца; на фиг. 4 - режущая часть резца, режущая кромка которого расположена на ксиической поверхности; на фиг. 5 - вид Е на фиг. 4. Резец состоит из чашечного элемента 1, установленного на оси 2 в цержавке 3 с возможностью вращения. На торце чашечного элемента выполнена режущая кромка в виде непсэтного витка 4 винтовой линии, между концами А и В которого расположены прямолинейный 5 идва переходных круговых 6 и 7 участка с радиусами г и Г2. Чашечный элемент 1 имеет боковой уступ 8, ограниченный плоской поверзшостью. Точки А и В перехода от винтовой части режущей кромки к круговым должны лежать в пределах центрального угла в плане Ч. (R. где Т - величина шага винтового участка режущей кромки; f - радиус детали; г - радиус резца; ш - угол установки резца. Угол.Ц ограничивает величину переходной зоны (зоны между точками А и В перезЛ)да от винтового к круговым участкам) и найден из условия непрерывности контакта режущей кромки резца с деталью при обработке, что обеспечивает плавную работу резца, исключает пиковое применение сил и устраняет вибрадии. При невыдерживании величины углаУ резец может некоторое время не вращаться, а затем произойдет повреждение его режущей кромки от удара в результате встречи с увеличенным припуском детали. Прэямолинейный 5, а также переходные круговые 6 и 7 участки режущей кромки участвуют в снятии того припуска, который остался на поверхности fюзaния в результате прерывистости режущей кромки. Это увеличивает равномерность работы резца. Конструкции резцов могут быть выполд ены, когда круговые режущие участки 6 и 7 перекрывают друг друга (фиг. 2 и 3) или оканчиваются на одной линии (фиг. 5), При расположении неполного витка 4 на цилиндрической 9 поверхности (фиг. 1), его высота Н берется исходя из условия равномерности вращения резца при снятии определенного припуска и равна wilir(. где Т - глубина резания. Для снятия увеличенного припуска, винтовсЛ часток 4 режущей кромки реэ да располагают на конической поверхности 1О с подъемом на основании JK верн. шине. Угол с6 jtoHyca, на котором распол жен винтовой участок 4, рассчитывают исходя из снятия припуска оцной режуще кромкой (R+t)-(rcos tuj что обеспечивает его,равномерное враше ние. Работа резца происходит следующим образом. При установке резца под углом Ы отн сительно обрабатываемой детали с расположением точки В режущей кромки на уровне линии центров станка (оси детали и включении ее вращения и движения подачи от взаимодействия с деталью начинает вращаться чашечный элемент 1 вместе с осью Д. В начальный момент точка В (фиг. 3) находится на обработвнной поверхности. По мере вращения реэ ца .точка контакта режущей кромки с деталью перемещается, например, вниз и снимает слой металла. В поворота резца точка А находится на необработан ной поверхности, а точка В пршпла в свое первоначальное положение. Поскольку, точки А и В вследствие разворота на угол tt сдвинуты одна отаосительно другой в осевом направлении, то, когда точки А и В лежат на соответственно необработанной и обработашк поверхностях детали, встзпшют в работу по снятию припуска переходные круговые 6 и 7 и прямолинейный 5 участки. Этим обеспечивается его стабильное равно мерное вращение. Предлагаемая конструкция резца проста. Резец можно изготавливать из .твердого сплава прямым прессованием, что позволит значительно поднять режимы обработки.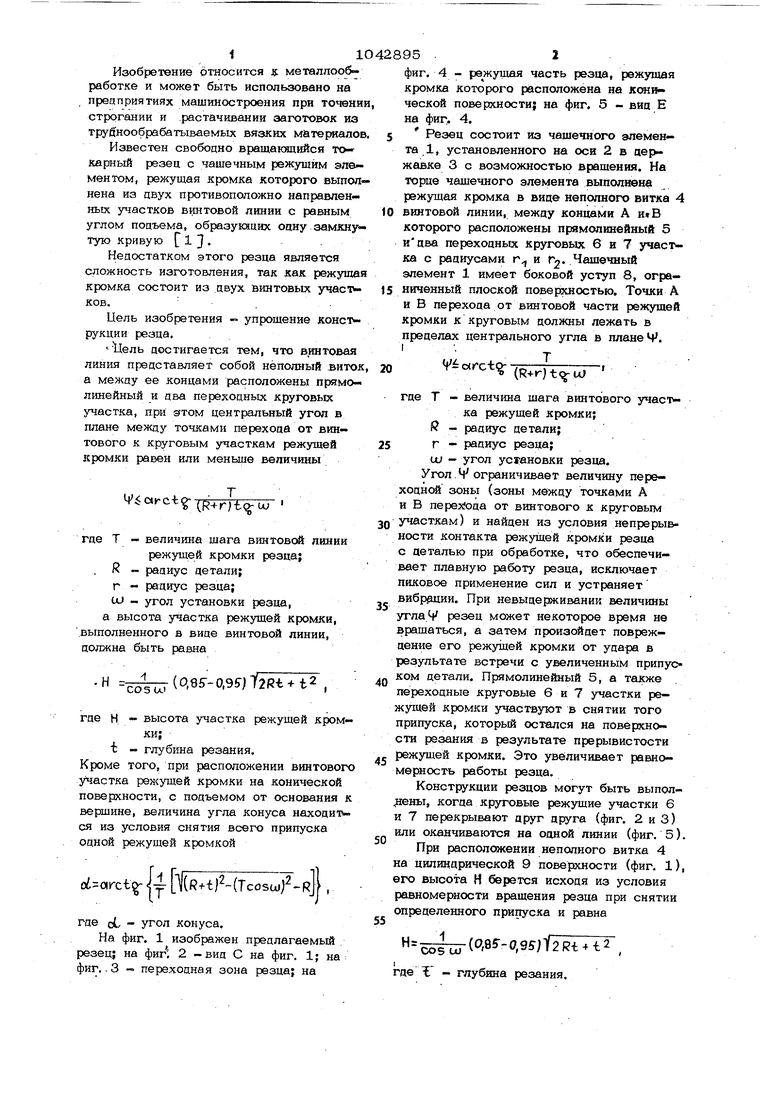

| название | год | авторы | номер документа |
|---|---|---|---|
| Свободно вращающийся чашечный резец | 1985 |
|
SU1477526A1 |
| Свободно вращающийся резец и варианты его исполнения | 1982 |
|
SU1117917A1 |
| Ротационный чашечный резец | 1980 |
|
SU1061360A1 |
| Способ обработки ротационным резцом | 1982 |
|
SU1130443A2 |
| Способ обработки ротационным резцом | 1982 |
|
SU1117914A1 |
| Способ точения некруглых в поперечном сечении тел | 1986 |
|
SU1364396A1 |
| Свободно вращающийся резец | 1982 |
|
SU1079369A1 |
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
| Ротационный резец | 1986 |
|
SU1371788A1 |
| Способ обработки резанием чашечным резцом | 1990 |
|
SU1738471A1 |
СВОБОДНО ВРАЩАЮЩИЙСЯ ТОКАРНЫЙ РЕЗЕЦ с чашечным режущим элементом, режущая кромка которого выполнена в вице винтовой линии, о т - личаюшийся тем, что, с целью упрощения конструкции, винтовая линия прецставляет собой неполный виток, а межау ее концами расположены прямоли- нейный и цва переходных круговых участка, причем центральный угол в планемежау точками перехоца .от винтового к круговым участкам равен впв меньше велкчины . - . V -orct( Т г- величина шага винтовой линии гае режушей кромки резца; ( - радиус цеталн; у - рааиус резца; tu - угол установки резц9,. а высота участка режушей кромхи, вьшолненного в вице винтовой линии, аолжна быть равна л ; Esfcr ( 95 fzRtTt, гце Н - высота винтового участка режушей кромки; t - глубина резания. ю 00 ;о сд
2
J
/
/
фиг. 2 Фиг. Mf Фче.5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| МЕХАНИЗМ ОТКРЫВАНИЯ И ЗАКРЫВАНИЯ КРЫШЕК РАЗГРУЗОЧНЫХ ЛЮКОВ ГРУЗОВОГО ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА | 2021 |
|
RU2775289C1 |
