Известны способы определения непараллельности и скрещивания осей валов или колес, например, в редукторах турбокомпрессоров с применением двух индикаторов, укрепленных на регулируемых и расположенных перпендикулярно друг к другу стойках.
При осуществлении описываемого способа определения, с целью повы нения точности измерения, на щейки валов или колес редуктора последовательно устанавливают призму с уровнем, в центре которой проходит измерительная ножка первого индикатора, и сравнивают максимальные показания индикаторов и микрометрической головки, предназначенной для перемещения второго индикатора на расстояние, соответствующее межцентровому расстоянию контролируемых осей.
Отличительная особенность предлагаемого способа состоит в том, что сначала определяют конусность валов при помощи индикаторного устройства, а потом числовую величину их скрещивания и непараллельпости при помощи того же устройства.
Предварительное определение конусности валов позволяет повысить точность определения их скрещивания и ненараллельности.
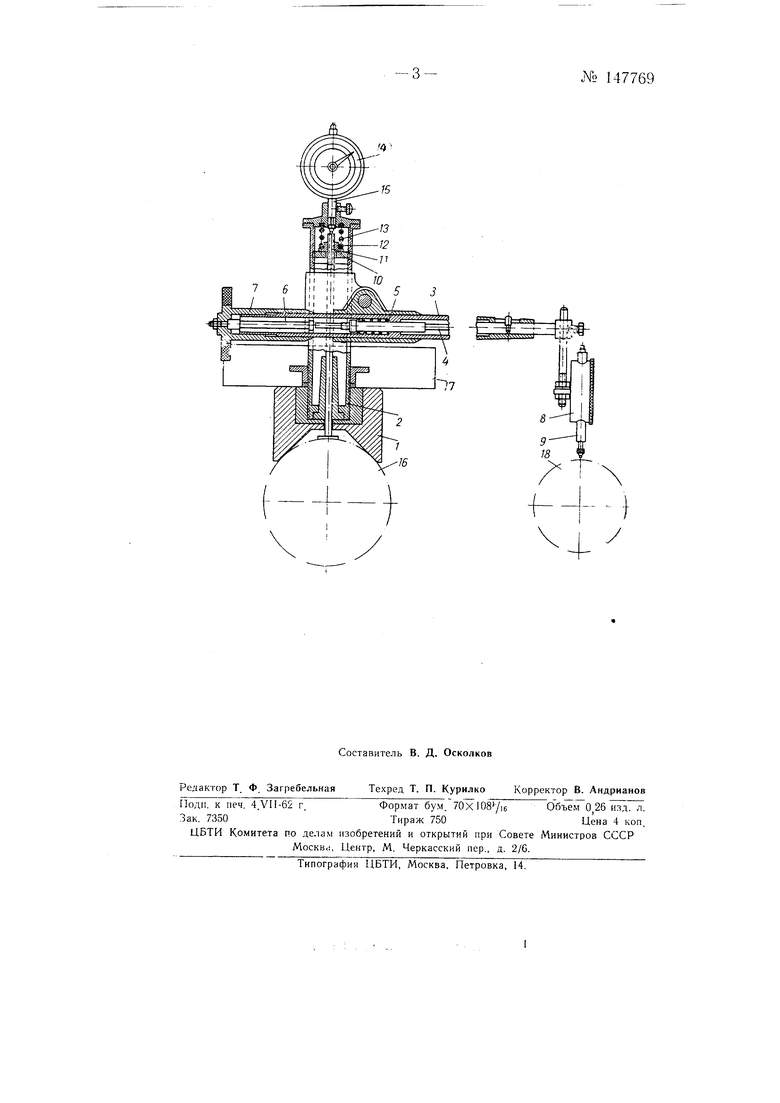
На чертеже изображено устройство для осуществления предлагаемого способа.
Устройство состоит из магнитной призмы /, пустотелой стойки 2 и составной трубчатой щтанги 3, внутри которой установлен щток 4, отжимаемый пружиной 5 влево до упора в стержень 6 микрометрической головки 7. На конце щтока укреплен индикатор 8 с мерительным щтифтом 9. Внутри стойки 2 на резьбе установлена регулировочная гайка 10 с отверстием, через которое пропущена измерительная ножка //. На верхний конец ножки 7/ навинчена упорная гайка 12, находящаяся под воздействием пружины 13. На стойке 2 укреплен индикатор 14 с мерительным П1ТИФТОМ 15, упирающимся в торец ножки //.
№ 147769- 2Ilpn пользовании приспособлением его устаиавливают магнитной призмой на вал 16 в двух наиболее удаленных сечениях и определяют по показаниям индикатора 14 конусность вала и его предельные отклонения. При этом ориентируют призму 1 в строго вертикальном положении по показаниям установленного на ней уровня 17. Аналогичным образом определяют конусность и предельные отклонения второго вала 18.
Для определения скрещиваемости валов }6 и / призму / устанавливают на вал 16 и совмещают мерительный штифт 9 с вертикальным диаметром вала 18. После чего призму / Перемещают вдоль вала 16, сохраняя при этом горизонтальное положение штанги 3 при помощи уровня 17. При перемещении призмы / со штангой 3 вдоль вала 16 мерительный и1тифт 9 скользит по валу 18. В случае скрещиваемости валов 16 и 18 показания индикаторов будут изменяться, что позволит определить числовую величину скрещиваемости этих валов. При перемещении призмы мерительный штифт 9 индикатора 8 удерживают в вертикальной плоскости, проходящей через диаметр вала 18, путем перемещения штока 4 при помощи микрометрической головки. Непараллельность валов 16 и 18 определяют по показания.м микрометрической головки.
Предмет изобретения
Способ определения непараллельности и скрещивания осей валов или ко.тес, например, в редукторах турбокомпрессоров с применением двух индикаторов, укрепленных на регулируемых и расположенных перпендикулярно друг к другу стойках, отличающийся тем, что, с целью повышения точности из.мерения, на шейки валов или колес редуктора последовательно устанавливают призму с уровнем, в центре которой проходит измерительная ножка первого индикатора, и сравнивают максимальные показания индикаторов и микрометрической головки, -предназначенной для перемещения второго индикатора на расстояние, соответствующее межцентровому расстоянию контролируемых осей.