1
Известны приборы для точной установки и контроля разновысоких шпиндельных головок прецизионных станков, выполненных в виде отсчетного устройства и пневматической головки, содержащие плиту и крестовину с измерительными соплами.
Недостаток этих приборов состоит в том, что они не обеспечивают высокой точности установки разновысоких шпиндельных головок, так как эта операция требует смены стойки пневматической головки, что приводит к потере точности ее первоначальной установки.
Для повышения точности установки разновысоких шпиндельных головок на одном станке в предлагаемом приборе пневматическая головка снабжена по меньшей мере двумя соплами, включенными в измерительную систему по дифференциальной схеме, одно из которых установлено на плите, а другое - на крестовине, имеющей возможность -перемещаться ПО вертикальным направляющим, жестко соединенным с установленными на плите стойками.
При этом крестовина пневматической головки жестко соединена с микрометрическим винтом, а направляющие крестовины, установленные на телах качения, позволяют -повысить стабильность установленного положения.
В таком приборе положение измерительного отверстия пневматической головки можно- изменять по высоте, не производя демонтажа го«товки, сохраняя точность первоначальной установки прибора.
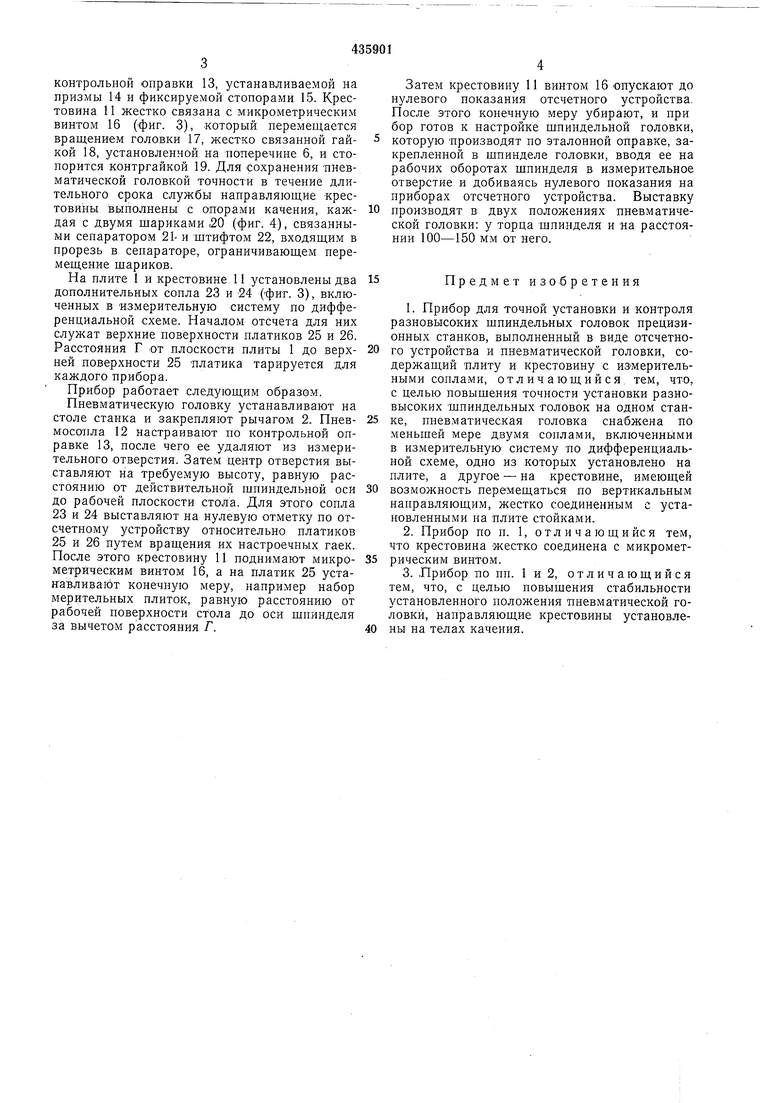
На фиг. 1 представлена пневматическая головка, общий вид; па фиг. 2 - поперечный
разрез -по А-А на фиг. 1; на фиг. 3 - разрез
по Б--Б на фиг. 2; на фиг. 4 - сечение по
В-В па фиг. 2.
Пневматическая головка смонтирована на
плите 1 (фиг. 1), выполненной в виде магнитного устройства на -постоянных магнитах с рычагом 2 для создания усилия прижима. На верхней плоскости плиты выполнены два точно обработанных плотика 3, на которых выставлены и закреплены стойки 4 и 5 с направляющими, связанные для жесткости в верхней части поперечиной 6. На стойке 4 направляющая выполнена заодно со стойкой, на стойке 5 - в виде отдельной закладной планки 7
для возможности регулировки зазора в направляющих, производимой винтами 8 с -последующей фиксацией контргайками 9. После регулировки направляющая окончательно крепится виптами 10. Между стойками 4 и 5 смонтирована крестовина 11 (фиг. 2) с возможностью перемещения в вертикальном направлении, направляющие которой выполнены по угловым граням. Четыре пневмосопла 12 выведены в измерительное отверстие крестовины,
настройку которых осуществляют с помощью
контрольной оправки 13, устанавливаемой на призмы 14 и фиксируемой стопорами 15. Крестовина 11 жестко связана с микрометрическим винтом 16 (фиг. 3), который перемещается вращением головки 17, жестко связанной гайкой 18, установленной на поперечине 6, и стопорится контргайкой 19. Для сохранения пневматической головкой точности в течение длительного срока службы направляющие -крестовины выполнены с опорами качения, каждая с двумя щариками ,20 (фиг. 4), связанными сепаратором 21- и штифтом 22, входящим в прорезь в сепараторе, ограничивающем перемещение щариков.
На плите 1 и крестовине 11 установлены два дополнительных сопла 23 и 24 (фиг. 3), включенных в измерительную систему по дифференциальной схеме. Началом отсчета для них служат верхние поверхности платиков 25 и 26. Расстояния Г от плоскости плиты 1 до верхней поверхности 25 платика тарируется для каждого прибора.
Нрибор работает следующим образом.
Пневматическую головку устанавливают на столе станка и закрепляют рычагом 2. Пневмосопла 12 настраивают по контрольной оправке 13, после чего ее удаляют из измерительного отверстия. Затем центр отверстия выставляют на требуемую высоту, равную расстоянию от действительной шпиндельной оси до рабочей плоскости стола. Для этого сопла 23 и 24 выставляют на нулевую отметку по отсчетному устройству относительно платиков 25 и 26 путем вращения их настроечных гаек. После этого крестовину 11 поднимают микрометрическим винтом 16, а на платик 25 устанавливак т конечную меру, например набор мерительных плиток, равную расстоянию от рабочей поверхности стола до оси щпинделя за вычетом расстояния Г.
Затем крестовину И винтом 16 опускают до нулевого показания отсчетного устройства. После этого конечную меру убирают, и при бор готов к настройке щпиндельной головки, которую производят по эталонной оправке, закрепленной в шпинделе головки, вводя ее на рабочих оборотах шпинделя в измерительное отверстие и добиваясь нулевого показания на приборах отсчетного устройства. Выставку производят в двух положениях пневматической головки: у торца шпинделя и на расстоянии 100-150 мм от него.
Предмет изобретения
1.Прибор для точной установки и контроля разновысоких шпиндельных головок нрецизионных станков, выполненный в виде отсчетного устройства и пневматической головки, содержащий плиту и крестовину с измерительными соплами, отличающийся, тем, что, с целью повышения точности установки разновысоких шпиндельных толовок на одном станке, пневматическая головка снабжена по меньшей мере двумя соплами, включенными в измерительную систему по дифференциальной схеме, одно из которых установлено на плите, а другое - на крестовине, имеющей возможность перемещаться по вертикальным нанравляющим, жестко соединенным с установленными на плите стойками.
2.Прибор по п. 1, отличающийся тем, что крестовина жестко соединена с микрометрическим винтом.
3..Прибор по пп. 1 и 2, отличающийся тем, что, с целью повышения стабильности установленного положения пневматической головки, направляющие крестовины установлены на телах качения.
IA
Фиг 1
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для МЕХАНИЧЕСКОГО ЗАКРЕПЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1973 |
|
SU368979A1 |
| ДВУСТОРОННИЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 1972 |
|
SU353796A1 |
| СФЕРОМЕТР УНИВЕРСАЛЬНЫЙ МОТОРИКИНА Г.П. | 2001 |
|
RU2198378C2 |
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЯ ЦЕНТРА ТЯЖЕСТИ ТЕЛА | 1969 |
|
SU246153A1 |
| УСТРОЙСТВО для ОТСЧЕТА ПРЯМОЛИНЕЙНЫХ ПЕРЕМЕЩЕНИЙ | 1971 |
|
SU296947A1 |
| УСТРОЙСТВО для КОНТРОЛЯ ВЗАИМНОГО РАСПОЛОЖЕНИЯ ОСЕЙ ОТВЕРСТИЙ И ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1970 |
|
SU267087A1 |
| ПРИБОР ДЛЯ ОЦЕНКИ ПИЛЛИНГА НА ТЕКСТИЛЬНЫХМАТЕРИАЛАХ | 1971 |
|
SU295013A1 |
| БИБЛИОТЕКА t. МТЕГ ^^O'TiXHH^ECfjAHi | 1971 |
|
SU294675A1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| Многооперационный станок с автоматической сменой инструмента | 1983 |
|
SU1133799A1 |


/.
n
(pui 2
.З
