Изобретение относится к области прокатки и может быть использовано при производстве полос и листов на широкополосных станах горячей прокатки.
Известен способ эксплуатации опорного прокатного валка стана горячей прокатки, в котором опорный валок с целью удаления разупрочненного слоя после определенного числа перешлифовок подвергают токарной обработке на глубину 8-10 мм [1] Недостатком известного способа является низкая стойкость опорного валка вследствие образования выкрошек на его поверхности, особенно по мере уменьшения диаметра валка.
Известен способ эксплуатации опорного прокатного валка, включающий периодическую механическую обработку бочки валка для придания заданного профиля и удаления дефектного наклепанного слоя, и регламентированные маршруты эксплуатации прокатных валков в чистовых клетях [2] Недостатком известного технического решения является низкая стойкость опорных валков вследствие образования выкрашивания на боковых частях бочки валка, т.к. валок эксплуатируют только в чистовых клетях и не переводят после износа регламентированной толщины активного слоя в черновые клети, и не производят скосы на краях бочки валка.
Наиболее близкими по технической сущности и достигаемому результату является способ эксплуатации опорного прокатного валка, включающий периодическую механическую обработку бочки валка и производство скосов на краях бочки на длину 75-250 мм и глубину 1-5 мм [3]
Недостатком известного технического решения является низкое качество прокатываемого металла из-за его разнотолщинности при применении валка со скосами в чистовой группе клетей, а также его низкая стойкость вследствие того, что увеличивается погонное давление на середине бочки при прокатке широкой полосы.
Цель изобретения повышение стойкости опорных прокатных валков путем уменьшения выкрашивания и повышение качества проката путем устранения разнотолщинности листа.
Поставленная цель достигается тем, что опорный валок клетей кварто широкополосного стана горячей прокатки начинают эксплуатировать в чистовой группе клетей до износа активного слоя на 40-60% затем делают скосы длиной не более 370 мм и глубиной не более 2-х мм и эксплуатируют валок в черновой группе клетей до полного его выхода из строя. По второму варианту эксплуатацию ведут в чистовой группе клетей до образования выкрошки с краев бочки (вне зависимости от степени износа активного слоя), делают скосы с краев бочки валка тех же размеров, что и в первом варианте, и эксплуатируют валок в черновой группе клетей до полного выхода его из строя.
На чертеже показана схема опорного валка, где 1 шейки, 2 бочка валка, D диаметр бочки, L длина бочки, l длина скоса, h глубина скоса.
Опорный прокатный валок вводится в работу в чистовую группу клетей без скосов в связи с тем, что в этой группе клетей полоса имеет максимальную ширину, близкую к длине бочки валка. Так, например, длина бочки валка НШС 2000 АО "НЛМК" имеет 2000 мм, а максимальная ширина полосы 1850 мм. Таким образом, выполнение скосов по краям бочки валка приводит к уменьшению длины межвалкового контакта, что равноценно укорочению длины бочки опорного валка, а, следовательно, к его перегрузке и выкрашиванию. Отсутствие контакта по краям бочек опорного и рабочего валков приводит к изгибу последнего и разнотолщинности прокатываемой полосы. Известно, что при эксплуатации опорного валка накапливаются усталостные явления в его активном слое, особенно по краям бочки, что связано с износом средней части рабочего валка и перераспределением межвалкового давления на края бочки. При этом усталостные явления накапливаются и выкрашивание учащается по мере уменьшения диаметра валка. По этой причине эксплуатацию нового опорного валка начинают в клетях чистовой группы и эксплуатируют до изнашивания толщины активного слоя на 40-60 т.к. до 40 износа активного слоя выкрашивания практически не наблюдается, а при более 60 выкрошки имеют большую глубину и их удалить токарной обработкой практически не удается. В связи с тем, что при расходовании активного слоя на 40-60% в боковых частях бочки накапливаются усталостные явления и в этих частях высока вероятность выкрашивания, валок переводят для работы в черновую группу клетей, предварительно произведя на нем по краям скосы длиной не более 370 ми и глубиной не более 2 мм. Боковые скосы регламентированной выше величины выводят наклепанную опасную зону опорного валка из контакта с рабочим, предотвращая тем самым выкрашивание. При этом выполнение скосов длиной до 370 мм не влияет на перераспределение межвалкового давления, т.к. полоса в черновых клетях имеет небольшую ширину. А при длине скоса более 370 мм и глубины более 2 мм снижается реальная длина бочки валка (за счет уменьшения длины межвалкового контакта), что приводит к повышенному износу валка и выкрашиванию активного слоя.
Если выкрашивание произошло на боковых частях валка с расстоянием от края бочки валка до дальнего края выкрошки не более 300 мм, то вместо того, чтобы токарить всю бочку валка для удаления выкрошки (что приводит к быстрому расходованию активного слоя), целесообразно произвести боковые скосы на регламентированную величину и перевести валок для дальнейшей эксплуатации в черновую группу клетей. Этим сохраняется активный слой и выводится из контакта покрошившийся участок.
Примеры выполнения способа.
Пример 1. Стан 2000 АО "НЛМК" имеет 12 клетей, из них 1-5 клети - черновые, 6-12 чистовые. Опорные валки выполнены из стали 9ХФ, длина бочки - 2000 мм, максимальный диаметр 1600 мм, минимальный 1480 мм. Новый валок вводят в эксплуатацию в 12-ю клеть с дальнейшим переводом валка в другие клети чистовой группы навстречу направления прокатки. Валок выводят из работы в 6-й клети с диаметром 1540 мм (что соответствует износу активного слоя на 50% ). С боковых сторон бочки валка выполняют скосы длиной 300 мм и глубиной с края бочки валка 1,5 мм. Валок вводят в эксплуатацию в 5-ю клеть и эксплуатируют навстречу направления прокатки и выводят из работы в первой клети при полном износе бочки валка. На бочке валка не было выкрашивания, он вышел из строя в результате полного износа активного слоя бочки валка и прокатал 2 млн. тонн.
Пример 2. Опорный валок эксплуатируют аналогично примеры 1 и при диаметре 1564 мм (что соответствует износу активного слоя на 30%) образовалась выкрошка на расстояние 150 мм от края бочки валка. Валок выводят из работы, производят скосы на краях бочки валка длиной 320 мм и глубиной 1,5 мм и эксплуатируют в дальнейшем в черновой группе клетей. Валок вышел из строя вследствие полного износа активного слоя и прокатал 1,8 млн. тонн металла.
Технико-экономические преимущества заявленного способа эксплуатации опорных валков заключаются в повышении стойкости валков, улучшении качества прокатываемого металла, повышении производительности стана за счет снижения внеплановых простоев для замены покрошившихся валков, снижается загрузка станочного оборудования, необходимого для токарной обработки валков с выкрошками.
Используемая литература
1. Полухин П.И. Железнов Ю.Д. Полухин В.П. Тонколистовая прокатка и служба валков. М. Металлургия, 1967. С. 281.
2. Боровик Л. И. Добронравов А.И. Технология подготовки и эксплуатация валков тонколистовых станов. М. Металлургия, 1984. С. 22, 90.
3. Профилирование валков листовых станов /А.А. Будакова, Ю.В. Коновалов, К.Н. Ткалич и др. К. Техника, 1986. С. 135-137, 152-165.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПОРНЫЙ ПРОКАТНЫЙ ВАЛОК | 1995 |
|
RU2081716C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ПРОКАТНОГО ВАЛКА | 1999 |
|
RU2164181C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ВАЛКОВ СТАНОВ ГОРЯЧЕЙ ПРОКАТКИ | 1994 |
|
RU2081923C1 |
| ПРОКАТНЫЙ ВАЛОК | 1995 |
|
RU2087218C1 |
| СПОСОБ ПОДГОТОВКИ ВАЛКОВ ЛИСТОПРОКАТНЫХ СТАНОВ | 2000 |
|
RU2188087C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС | 2001 |
|
RU2210446C2 |
| ЧЕТЫРЕХВАЛКОВЫЕ СИСТЕМЫ ДЛЯ КЛЕТЕЙ ЧИСТОВОЙ ГРУППЫ ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 1989 |
|
SU1591269A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА | 2005 |
|
RU2288795C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА | 1998 |
|
RU2131312C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНОГО ВАЛКА | 1997 |
|
RU2113297C1 |
Использование: уменьшение выкрашивания опорных прокатных валков и повышение качества проката путем устранения разнотолщинности листа.
Сущность: опорный валок широкополосного стана горячей прокатки начинают эксплуатировать в чистовой группе клетей до износа активного слоя на 40-60%, после чего делают скосы длиной не более 370 мм и глубиной не более 2-х мм и эксплуатируют валок в черновой группе клетей до полного выхода валка из строя. По второму варианту валок в чистовой группе клетей эксплуатируют до образования выкрошки на краю бочки, после чего на краях бочки делают скосы тех же размеров, что и в первом варианте и в дальнейшем валок эксплуатируют в черновой группе клетей. 2 с.п. ф-лы, 1 ил.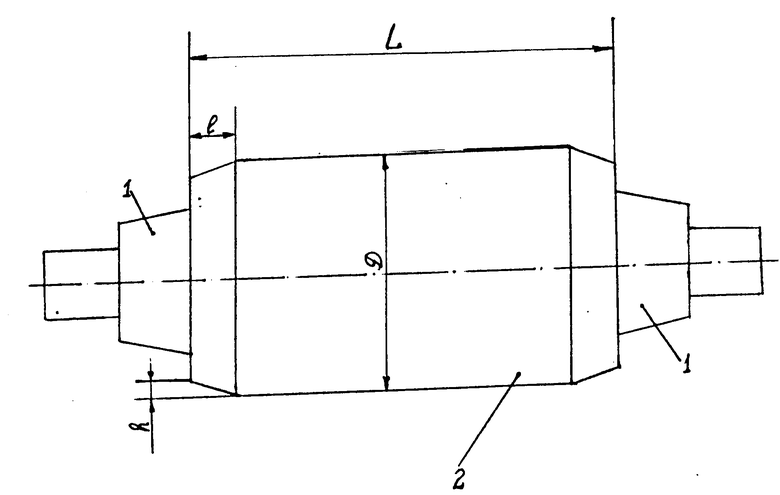
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Полухин П.И | |||
| и др | |||
| Тонколистовая прокатка и служба валков.-М.: Металлургия, 1967, с | |||
| ПАРОПЕРЕГРЕВАТЕЛЬ ДЛЯ ТРУБЧАТЫХ ПАРОВЫХ КОТЛОВ С ЭЛЕМЕНТАМИ, СОСТОЯЩИМИ ИЗ ДВУХ ПЕТЕЛЬ, ВВОДИМЫХ В ПРОГАРНЫЕ ТРУБЫ КОТЛА | 1916 |
|
SU281A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Боровик Л.И | |||
| и др | |||
| Технология подготовки и эксплуатация валков тонколистовых станов.- М.: Металлургия | |||
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Будаков А.А | |||
| и др | |||
| Профилирование валков листовых станов | |||
| К.: Техника, 1986, с | |||
| Способ обделки поверхностей приборов отопления с целью увеличения теплоотдачи | 1919 |
|
SU135A1 |

