Изобретение относится к черной металлургии, а именно к листопрокатному производству, и может быть использовано при прокатке листов и полос на станах горячей и холодной прокатки.
Известен опорный валок широкополосного стана горячей прокатки со скосами на краях бочки глубиной 0,3 мм и длиной 400 мм [1]
Такие валки имеют следующие преимущества. Во-первых, снижаются при прокатке межвалковые контактные нагрузки на краях бочки, за счет чего уменьшается упрочнение и выкрошивание поверхности бочки на краевых участках. Во-вторых, повышается коэффициент жесткости валкового узла.
К недостаткам данного валка относится то, что для существенного увеличения коэффициента жесткости валков и уменьшения твердости на краях бочки возникает необходимость в значительном увеличении величины и длины скосов. Это приводит к ухудшению устойчивости процесса прокатки, особенно широких полос с соотношением ширины полосы к длине бочки более 0,76 мм.
Наиболее близким к изобретению является опорный валок клети кварто [2] с не менее чем двумя коническими скосами по краям бочки, причем переход внутреннего конического скоса в цилиндрическую бочку расположен на рабочем участке поверхности бочки. Данный опорный валок лишен недостатков, присущих опорному валку [1] Кроме того, он обеспечивает саморегулирование коэффициента жесткости профиля валков при прокатке.
К недостаткам такого валка следует отнести то, что при его применении не обеспечивается прокатка полос с постоянным поперечным профилем и плоскосностью. Последнее особенно важно при дальнейшей обработке полос холодной прокатке и штамповке.
Цель изобретения совершенствование опорного валка с целью стабилизации поперечного профиля и плоскостности листов и полос при прокатке.
Поставленная цель достигается тем, что в известном опорном валке с не менее чем двумя коническими скосами по краям бочки с переходом внутреннего конического скоса в цилиндрическую бочку на рабочем участке ее поверхности переход наружного конического скоса во внутренний скос расположен за пределами рабочего участка поверхности бочки опорного валка, а угол наклона внутреннего конического скоса к оси валка равен arctg(0,2/lc), где lc суммарная длина конических скосов на краю бочки опорного валка, мм. Под рабочим участком поверхности бочки опорного валка понимается участок, соответствующий максимальной ширине полосы, прокатываемой на данном стане за компанию опорных валков.
Предлагаемое техническое решение содержит следующие отличительные от прототипа признаки: переход наружного конического скоса во внутренний скос расположен за пределами рабочего участка поверхности бочки опорного валка, угол наклона внутреннего конического скоса к оси валка равен arctg(0,2/lc).
На чертеже показан предлагаемый опорный валок.
Преимущество такого опорного валка заключается в том, что за счет расположения точки перехода наружного конического скоса во внутренний скос за пределами рабочего участка и заданной закономерности наклона внутреннего скоса обеспечивается прокатка полос со стабильными поперечным профилем и плоскостностью.
Поперечная разнотолщинность листов и полос определяется величиной упругого прогиба рабочих валков на участке бочки, соответствующем ширине полосы Yв. Величину ее определяют по формуле:
Yв=YL(B/L)2, где YL упругий прогиб рабочих валков на длине бочки, мм;
В ширина прокатываемой полосы, мм;
L длина бочки валков, мм.
В правую часть уравнения входят две переменные YL и В. Величина YВизменяется по прямолинейному закону при изменении YL и по криволинейному закону при изменении В. Причем вторая составляющая (В/L)2 оказывает гораздо большее влияние на изменение YB в интервале малых ширин, чем больших.
Таким образом, на величину изменения YВ в зависимости от шиpины прокатываемой полосы оказывают действие два противоположных по направлению воздействия фактора.
Соотношение воздействия указанных факторов существенно зависит от профиля валков. При небольшой глубине внутренних конических скосов, когда величина межвалкового зазора S и угол наклона скосов α близки к нулю, прогиб рабочих валков YВ с увеличением ширины полосы увеличивается и поперечный профиль полосы имеет чечевицеобразную форму. При значительной величине угла α прогиб рабочего валка с увеличением ширины полосы сначала уменьшается до нуля, а затем прогибается в обратную сторону на большую величину. Полоса имеет вогнутый поперечный профиль (толщина на середине полосы меньше, чем на кромках) со значительной поперечной разнотолщинностью. Аналогично второму случают происходит деформация рабочих валков, когда ширина прокатываемой полосы В>(lц+lвн), т.е. когда наружный конический скос находится на рабочем участке бочки опорного валка. Значение YВ при переходе рабочего участка на наружный конический скос изменится скачкообразно, что приведет к разному увеличению поперечной разнотолщинности.
Исследованиями, проведенными на ряде листовых станов, установлено, что существует оптимальная величина межвалкового зазора на краях бочки S=0,2 мм, при которой в рабочем диапазоне усилий прокатки с изменением ширины полосы величина остается близкой к постоянной.
При S<0,2 мм поперечная разнотолщинность полосы будет чечевицеобразной и увеличивается с ростом ширины полосы. При S>0,2 мм поперечная разнотолщинность будет сначала уменьшаться до нуля, а затем при прокатке широких полос поперечный профиль перейдет в вогнутый со значительной величиной разнотолщинности.
Таким образом, для получения стабильного поперечного профиля полос следует выполнить два условия. Во-первых, внутренний скос необходимо выполнять под углом к оси валка (это равнозначно под углом к линии, являющейся продолжением образующей цилиндрического участка бочки), обеспечивающим получение на краю бочки S=0,2 мм. (Угол αarctg(0,2/lc). Во-вторых, наружный конический скос не должен находиться на рабочем участке, то есть (lу+lвн) ≥ Вmax.
Для осуществления прокатки с применением предложенного валка изготавливают профиль поверхности бочки на вальцешлифовальном станке. Расчет величины конических скосов lc, lвн, lн, осуществляют исходя из ширины полос, планируемых прокатывать за их кампанию. Величину угла наклона внутреннего конического скоса определяют по уравнению αarctg(0,2/lc). Величину угла наклона наружного конического скоса задают как в известном изобретении (прототипе).
Предложенный опорный валок позволяет стабилизировать поперечную разнотолщинность и плоскостность листов и полос, стабилизировать технологический процесс при дальнейшей их переработке.
Внедрение предложенного опорного валка не требует капитальных затрат и позволяет снизить расход металла на 2-3 кг/т и расход валков на 10-25%
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОФИЛИРОВАНИЯ РАБОЧИХ ВАЛКОВ КЛЕТИ КВАРТО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 1992 |
|
RU2043796C1 |
| СПОСОБ ПРОКАТКИ ЛИСТОВОЙ СТАЛИ | 1998 |
|
RU2152277C1 |
| СПОСОБ ПРОКАТКИ ЛИСТОВОЙ СТАЛИ В КЛЕТИ ТРИО ЛАУТА | 1999 |
|
RU2197343C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНОГО ПРОКАТНОГО ВАЛКА (ВАРИАНТЫ) | 1995 |
|
RU2093285C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ОПОРНЫХ ВАЛКОВ СИСТЕМЫ КВАРТО | 2002 |
|
RU2222393C1 |
| ОПОРНЫЙ ВАЛОК КЛЕТИ КВАРТО | 1985 |
|
SU1320957A1 |
| УЗЕЛ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ ПОЛОСОВОГО СТАНА | 1998 |
|
RU2129927C1 |
| СПОСОБ ПРОКАТКИ ПОЛОС ИЗ ТРАНСФОРМАТОРНОЙ СТАЛИ И СТАН ДЛЯ ХОЛОДНОЙ ПРОКАТКИ | 2014 |
|
RU2559069C1 |
| СПОСОБ ПОДГОТОВКИ РАБОЧИХ ВАЛКОВ КЛЕТЕЙ С ОСЕВОЙ СДВИЖКОЙ | 2008 |
|
RU2370330C1 |
| Рабочий валок листопрокатного стана | 1987 |
|
SU1537338A1 |
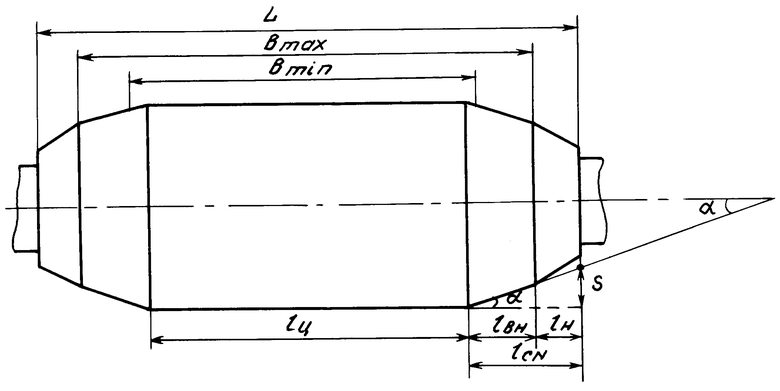
Использование: при прокатке листов и полос на станах горячей и холодной прокатки. Сущность изобретения: переход наружного конического скоса во внутренний скос на поверхности бочки опорного валка с не менее чем двумя коническими скосами расположен за пределами рабочего участка, а угол наклона внутреннего скоса к оси валка α=arctg(0,2/lc) где lc суммарная длина конических скосов. 1 ил.
ОПОРНЫЙ ВАЛОК ЛИСТОПРОКАТНОГО СТАНА с не менее чем двумя коническими скосами по краям бочки, отличающийся тем, что переход наружного конического скоса во внутренний скос расположен за пределами рабочего участка поверхности бочки опорного валка, а угол наклона внутреннего конического скоса к оси валка равен
α = arctg (0,2/lс),
где lc суммарная длина конических скосов по краю бочки опорного валка, мм.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ОПОРНЫЙ ВАЛОК КЛЕТИ КВАРТО | 0 |
|
SU381436A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
