Изобретение относится к обработке металлов давлением и может быть использовано в листопрокатном производстве, в частности на тонколистовых станах при подготовке и профилировании опорных валков систем кварто.
Известен способ профилирования опорных валков системы кварто, при котором выполняют профиль поверхности бочки опорного валка с цилиндрическим средним участком длиной, меньшей ширины прокатываемой полосы в 1,02-1,05 раза и коническими скосами по краям бочки, выполненными под углом 0,5o к оси валка (Шефтель Н. И. Холодная прокатка листовой стали. - М.: Металлургия, 1966, с. 162).
Известный способ профилирования опорных валков приводит при их эксплуатации к образованию концентраторов напряжений в местах перехода конических скосов к цилиндрическому участку и, как следствие, к выкрашиванию поверхности бочки в этих местах, приводящему к резкому снижению стойкости валков, самопроизвольному изменению размеров скосов, ухудшению качества проката по плоскостности.
Наиболее близким аналогом заявляемого изобретения является способ профилирования поверхности бочки известного опорного валка листопрокатного стана (Патент РФ 2043797, кл. В 21 В 27/02, опубл. 20.09.95). Способ профилирования включает формирование профиля образующей поверхности бочки опорного валка на вальцешлифовальном станке в зависимости от ширины прокатываемых полос, при котором на поверхности бочки выполняют не менее чем два конических скоса по краям бочки с расположением перехода наружного конического скоса во внутренний скос за пределами рабочего участка поверхности бочки опорного валка, а внутренний конический скос к оси валка выполняют под углом наклона, равным α=arctg(0,2/lc), где lс - суммарная длина конических скосов по краю бочки опорного валка, мм.
Признаки ближайшего аналога, совпадающие с существенными признаками предлагаемого изобретения: формирование профиля образующей поверхности бочки опорного валка в зависимости от ширины прокатываемых полос.
Известный способ профилирования опорных валков приводит при их эксплуатации к образованию концентраторов напряжений в местах переходов на поверхности бочки опорного валка (между скосами и от скосов к рабочему участку поверхности бочки), приводящих к их выкрашиванию и ухудшению качества проката по плоскостности. Вследствие неравномерного износа рабочих валков системы кварто имеет место интенсивное абразивное истирание поверхности опорных валков, приводящее к неравномерному их износу, обусловленному тем, что происходит выработка ящичного калибра бочки рабочих валков, совпадающая с шириной обрабатываемой полосы, и, как следствие, появление концентраторов межвалковых давлений на участках, соответствующих краям этого калибра. Особенно значительный неравномерный износ опорных валков проявляется в последних клетях чистовой группы тонколистовых станов горячей прокатки и ведет к снижению межперевалочного срока службы опорных валков и ухудшению качества проката по плоскостности.
В основу изобретения поставлена задача усовершенствования способа профилирования опорных валков системы кварто, в котором за счет устранения концентраторов межвалковых давлений обеспечивается снижение выкрашивания поверхности опорных валков и уменьшение их износа, что позволяет повысить стойкость опорных валков системы кварто, увеличить их межперевалочные сроки и улучшить качество проката по плоскостности.
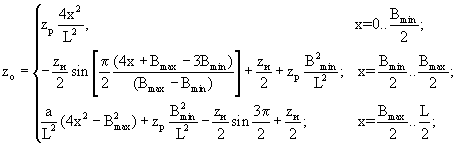
Поставленная задача решается тем, что в способе профилирования опорных валков системы кварто, включающем формирование профиля образующей поверхности бочки опорного валка в зависимости от ширины прокатываемых полос, по изобретению профиль образующей поверхности бочки опорного валка формируют в соответствии с зависимостью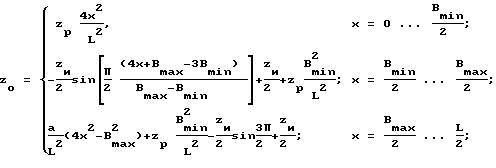
где zо - текущая ордината профиля образующей поверхности бочки опорного валка по длине бочки, мм;
zр - абсолютная величина общей выпуклости (вогнутости) образующей рабочего валка, мм;
x - текущая координата по длине бочки опорного валка, отсчитываемая от середины, мм, 
L - длина бочки опорного валка, мм;
zи - величина максимального износа рабочего валка, мм;
Bmax - максимальная ширина полосы, прокатываемой в период кампании опорного валка, мм;
Bmin - минимальная ширина полосы, прокатываемой в период кампании опорного валка, мм;
a - максимально возможный прогиб опорного валка в процессе прокатки, мм.
Способ осуществляется следующим образом.
Опорные валки чистовых клетей кварто горячей прокатки изготавливают на вальцешлифовальном станке. При этом формируют профиль образующей поверхности бочки валка в соответствии с предлагаемой зависимостью. Формирование профиля образующей поверхности бочки по предлагаемой зависимости обеспечивает плавность кривой образующей опорного валка системы кварто, исключающей ступенчатые переходы поверхности бочки и соответственно возникновение концентраторов высоких напряжений в процессе эксплуатации опорных валков. При этом обеспечивается эффективный контакт поверхности опорного валка с поверхностью рабочего валка при любом характере выработки последнего в процессе прокатки. Профилирование по предлагаемой зависимости производится с учетом диапазона ширин прокатываемых полос от максимальной до минимальной за период работы опорного валка (межперевалочного срока) и, следовательно, исключает появление концентраторов межвалковых давлений, связанное с неравномерностью износа рабочих валков. Связь предлагаемой зависимости с ширинами прокатываемых полос, максимальным износом рабочего валка и его станочным профилем обеспечивает совпадение формы контактной образующей с видом получаемого ящичного калибра. Зависимость от максимально возможного прогиба а исключает возникновение концентраторов скалывающих напряжений на околокромочных участках. Таким образом, исключение концентраторов напряжений от переходов поверхности (плавность кривой образующей), от краев выработки рабочего валка (совпадение контактных образующих опорного и рабочего валков при любом характере износа последнего), концентраторов скалывающих напряжений на околокромочных участках (зависимость от максимально возможного прогиба) ведет к снижению выкрашивания поверхности валков и уменьшению их износа и, как следствие, увеличению межперевалочных сроков и улучшению качества проката по неплоскостности.
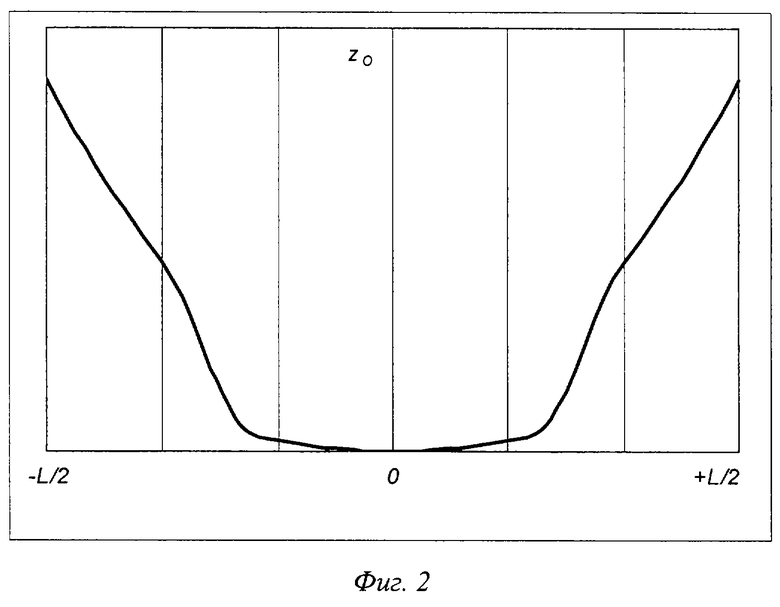
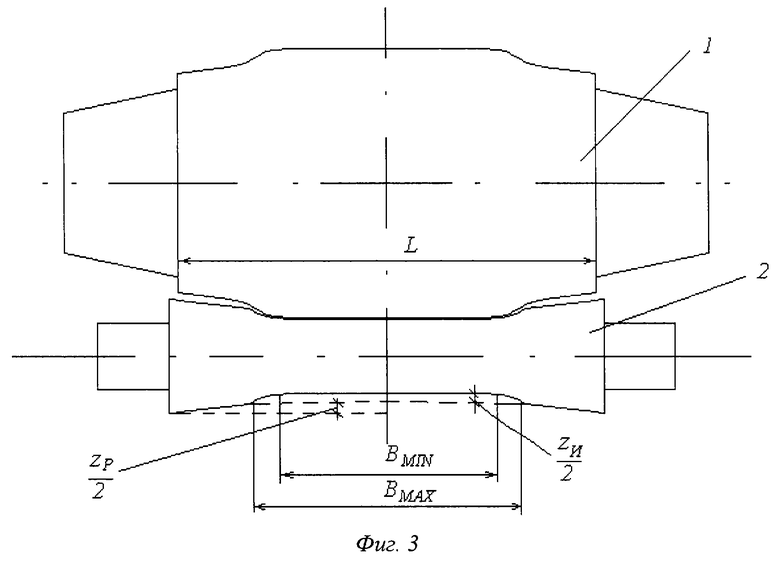
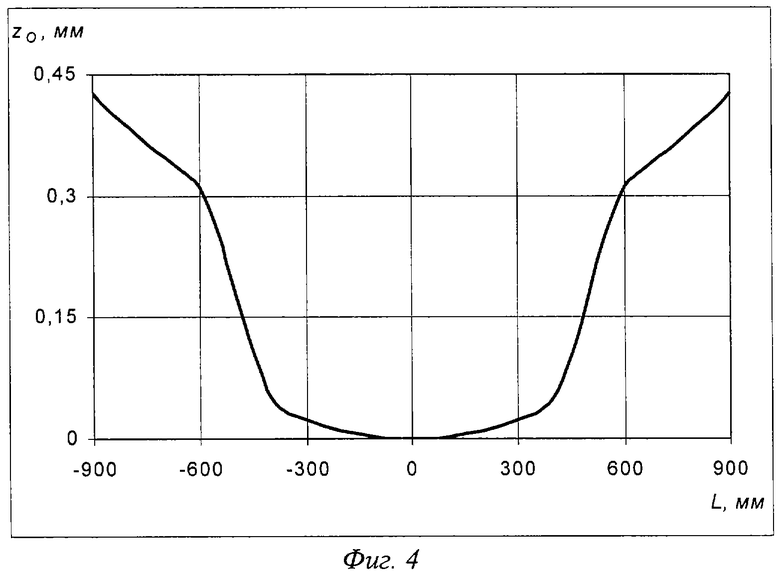
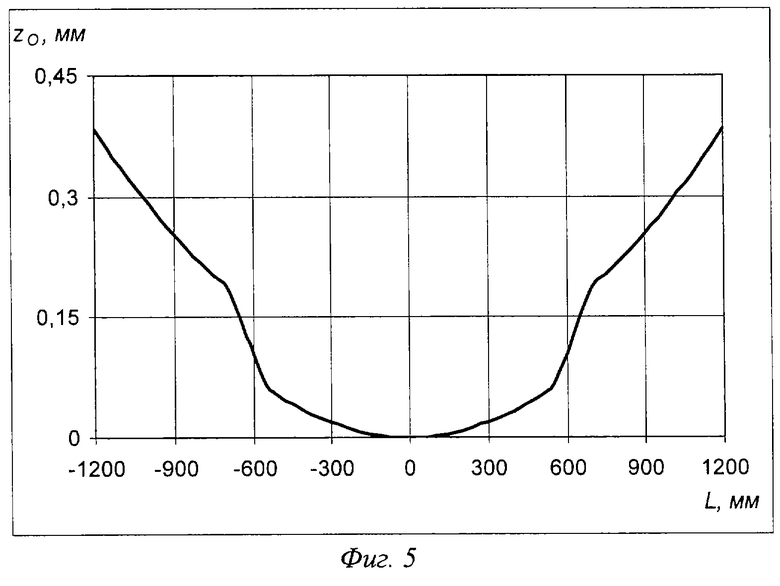
На фиг. 1 представлен общий вид опорного валка системы кварто, профилированного предлагаемым способом, на фиг.2 показан общий вид профиля образующей поверхности бочки опорного валка по предлагааемому способу, на фиг.3 - общий вид сопряжения опорного валка, профилированного предлагаемым способом с изношенным рабочим валком (конец кампании последнего), где 1 - опорный валок, 2 - рабочий валок, на фиг.4 представлен вариант профилирования опорного валка системы кварто стана 2000 ОАО "ММК", на фиг.5 - вариант профилирования опорного валка системы кварто стана 2500 горячей прокатки ОАО "ММК".
Опорный валок (фиг.1) системы кварто с профилем образующей поверхности бочки по предлагаемому изобретению (фиг.2) по мере выработки парного рабочего валка контактирует с ним без образования концентраторов напряжений (фиг. 3), а также гарантирует исключение скалывающих напряжений на околокромочных участках. Это обеспечивает равномерность износа опорного валка и стабилизацию его профиля и, следовательно, общее повышение стойкости опорных валков по минимальной оценке на 35-40%, а также снижение отсортировки проката по неплоскостности на 10% и увеличение межперевалочного срока.
Пример 1.
Опорные валки, профилированные по заявляемому способу опробованы в условиях работы стана 2000 ОАО "ММК" на 13-й клети кварто чистовой группы. Длина бочки опорного валка L=1800 мм, абсолютная величина общей вогнутости образующей рабочего валка zр составляет - 0,2 мм, максимальный износ zи=0,2 мм. За период кампании опорного валка максимальная ширина прокатываемой полосы составляет 1300 мм, минимальная - 700 мм. Максимально возможный прогиб опорного валка а составляет 0,2 мм. Профиль образующей поверхности бочки опорного валка, сформированный в соответствии с предлагаемой зависимостью имеет вид, представленный на фиг.4. Предложенный способ профилирования опорных валков позволяет снизить их износ с 1,5 мм до 1,0 мм (на 33%), уменьшить отсортировку прокатываемой полосы по неплоскостности на 9,5%. При этом общий вид контактной образующей имеет плавный характер без резких переходов.
Пример 2.
Опорные валки, профилированные по заявляемому способу, опробованы в условиях работы стана 2500 ОАО "ММК" на 11-й клети кварто чистовой группы. Длина бочки опорного валка L=2400 мм, абсолютная величина общей вогнутости образующей рабочего валка zр составляет - 0,3 мм, максимальный износ zи=0,15 мм. За период кампании опорного валка максимальная ширина прокатываемой полосы составляет 1500 мм, минимальная - 1000 мм. Максимально возможный прогиб опорного валка а составляет 0,3 мм. Профиль образующей поверхности бочки опорного валка, сформированный в соответствии с предлагаемой зависимостью, имеет вид, представленный на фиг.5. Предложенный способ позволяет снизить износ опорного валка с 1,4 мм до 0,90 мм (на 36%), уменьшить отсортировку прокатываемой полосы по неплоскостности на 11%. При этом общий вид контактной образующей имеет плавный характер без резких переходов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2005 |
|
RU2312721C2 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ОПОРНЫХ ВАЛКОВ СТАНА КВАРТО | 2015 |
|
RU2585594C1 |
| Опорный валок листопрокатной клети кварто | 1987 |
|
SU1479152A1 |
| Валковый узел клети кварто | 1983 |
|
SU1138199A1 |
| ОПОРНЫЙ ПРОКАТНЫЙ ВАЛОК | 1995 |
|
RU2081716C1 |
| Прокатная клеть кварто | 1986 |
|
SU1388129A1 |
| Способ профилирования валков прокатного стана | 1979 |
|
SU863029A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ВАЛКОВ ЧИСТОВОЙ ГРУППЫ КЛЕТЕЙ КВАРТО СТАНА ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2006 |
|
RU2319560C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНОГО ПРОКАТНОГО ВАЛКА (ВАРИАНТЫ) | 1995 |
|
RU2093285C1 |
| СПОСОБ УНИВЕРСАЛЬНОЙ ПРОФИЛИРОВКИ ВАЛКОВ ЛИСТОВЫХ СТАНОВ | 2006 |
|
RU2302306C1 |
Изобретение может быть использовано на тонколистовых станах. Задача изобретения: повышение стойкости опорных валков, увеличение их межперевалочного срока и улучшение качества проката по плоскостности. Профилирование опорных валков производят в соответствии с уравнением, включающим такие параметры, как величина максимального износа рабочего валка; максимальная ширина полосы, прокатываемой в период кампании опорного валка; минимальная ширина полосы, прокатываемой в период кампании опорного валка; максимально возможный прогиб опорного валка в процессе прокатки. Такой способ профилирования опорных валков систем кварто обеспечивает общее повышение стойкости валков по минимальной оценке на 35-40%, а также снижение отсортировки по неплоскостности на 10% и увеличение межперевалочного срока. 5 ил.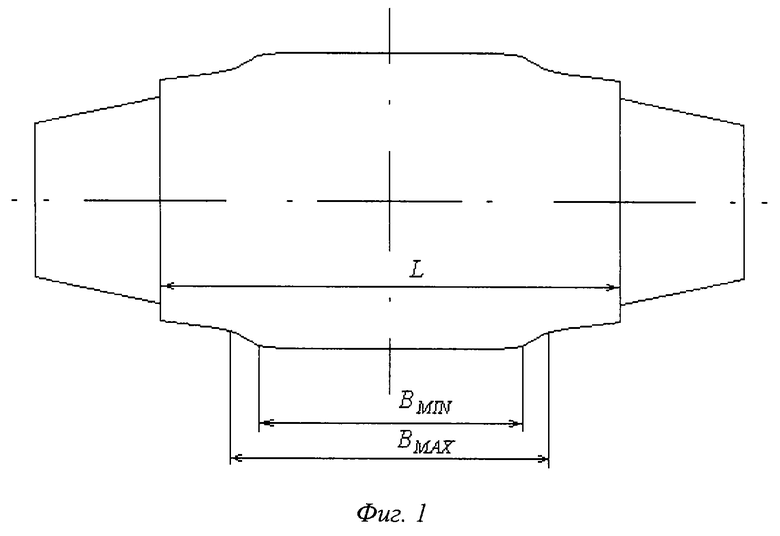
Способ профилирования опорных валков систем кварто, отличающийся тем, что образующая поверхности бочки выполнена в соответствии с уравнением
где zо - текущая ордината профиля образующей опорного валка по длине бочки, мм;
zp - абсолютная величина общей выпуклости (вогнутости) образующей рабочего валка, мм;
x - текущая координата по длине бочки, отсчитываемая от середины, мм,

L - длина бочки валка, мм;
zи - величина максимального износа рабочего валка, мм;
Вмах - максимальная ширина полосы, прокатываемой в период кампании опорного валка, мм;
Вmin - минимальная ширина полосы, прокатываемой в период кампании опорного валка, мм;
a - максимально возможный прогиб опорного валка в процессе прокатки, мм.
| ОПОРНЫЙ ВАЛОК ЛИСТОПРОКАТНОГО СТАНА | 1992 |
|
RU2043797C1 |
| Валковый комплект листопрокатного стана | 1990 |
|
SU1761321A1 |
| Способ прокатки полос | 1990 |
|
SU1810139A1 |
| Способ профилирования валков для прокатки стальных полос | 1986 |
|
SU1397107A1 |
| DE 10039035, 21.02.2002. | |||

