(54) БОЧКА ОПОРНОГО ВАЛКА КЛЕТИ КВАРТО
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОФИЛИРОВАНИЯ ОПОРНЫХ ВАЛКОВ СИСТЕМЫ КВАРТО | 2002 |
|
RU2222393C1 |
| Опорный валок листопрокатной клети кварто | 1987 |
|
SU1479152A1 |
| Опорный валок клети кварто | 1984 |
|
SU1210924A1 |
| Валковый узел прокатной клети кварто | 1990 |
|
SU1733136A1 |
| ОПОРНЫЙ ПРОКАТНЫЙ ВАЛОК | 1995 |
|
RU2081716C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ОПОРНЫХ ВАЛКОВ СТАНА КВАРТО | 2015 |
|
RU2585594C1 |
| ОПОРНЫЙ ВАЛОК ЛИСТОПРОКАТНОГО СТАНА | 1992 |
|
RU2043797C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНОГО ПРОКАТНОГО ВАЛКА (ВАРИАНТЫ) | 1995 |
|
RU2093285C1 |
| Способ профилирования валков прокатного стана | 1978 |
|
SU910244A1 |
| СПОСОБ УНИВЕРСАЛЬНОЙ ПРОФИЛИРОВКИ ВАЛКОВ ЛИСТОВЫХ СТАНОВ | 2006 |
|
RU2302306C1 |
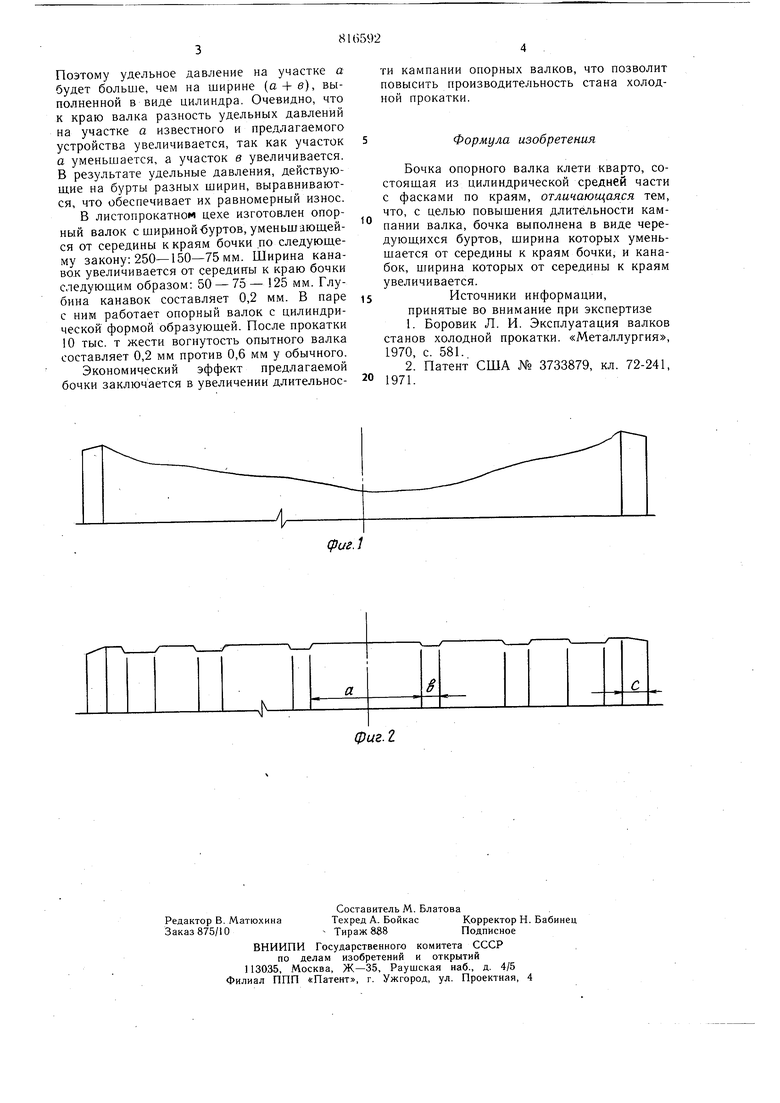
Изобретение относится к опорным валкам стана кварто для прокатки полосового металла. Опорные валки листовых станов кварто предназначены для увеличенияжесткости рабочей клети, необходимой для прокатки ровных полос постоянной толщины. Рабочую часть опорного валка - бочку - в зависимости от назначения валка изготавливают выпуклой, вогнутой или цилиндрической. На станах холодной прокатки на краях цилиндрической части бочки опорного валка выполняют скосы или врезы 1. Известна также форма образующей бочки опорного валка клети кварто, которая характеризуется цилиндрической средней частью и фасками по краям, переход к которым осуществляется по Плановой кривой 2. Недостатком данной формы бочки опорного валка, как и других известных форм, является неравномерный износ по длине бочки в процессе работы, что приводит к ухудшению профиля прокатываемой полосы и частным перевалкам опорных валков. Цель изобретения - повыщение длительности кампании опорного валка. Указанная цель достигается тем, что бочка опорного валка выполнена в виде чередующихся буртов, ширина которых уменьшается от середины к краям валка, и канавок, ширина которых от середины к краям валка увеличивается. На фиг. 1 показан типичный характер износа бочки опорного валка стана холодной прокатки; на фиг. 2 - предлагаемая форма образующей бочки опорного валка. Ширина буртов а в середине бочки максимальна и уменьшается к краям бочки. Ширина канавок в у краев бочки максимальная и уменьшается к середине бочки: На краях бочки выполнены фаски с. В процессе работы опорный валок контактирует с рабочим по всей щирине бочки. Глубина износа опорного валка определяется удельным давлением на соответствующем участке. Износ цилиндрической 0очки фиг. 1) свидетельствует о том, что -в известных устройствах удельное давление от середины к краям бочки валка уменьшается. В предлагаемом же устройстве полное давление на участке (а -f в) приходится только на часть а, где i - номер бурта или канавки, начиная от середины к краю.
Поэтому удельное давление на участке с будет больше, чем на ширине (а + е), выполненной в виде цилиндра. Очевидно, что к краю валка разность удельных давлений на участке а известного и предлагаемого устройства увеличивается, так как участок а уменьшается, а участок в увеличивается. В результате удельные давления, действуюш.ие на бурты разных ширин, выравниваются, что обеспечивает их равномерный износ.
В листопрокатном цехе изготовлен опорный валок с шириной буртов, уменьшающейся от середины к краям бочки по следующему закону: 250-150-75мм. Ширина канавок увеличивается от середивты к краю бочки следующим образом: 50 - 75- 125 мм. Глубина канавок составляет 0,2 мм. В паре с ним работает опорный валок с цилиндрической формой образующей. После прокатки 10 тыс. т жести вогнутость опытного валка составляет 0,2 мм против 0,6 мм у обычного.
Экономический эффект предлагаемой бочки заключается в увеличении длительности кампании опорных валков, что позволит повысить производительность стана холодной прокатки.
Формула изобретения
Бочка опорного валка клети кварто, состоящая из цилиндрической средней части с фасками по краям, отличающаяся тем, что, с целью повышения длительности кампании валка, бочка выполнена в виде чередующихся буртов, ширина которых уменьщается от середины к краям бочки, и канабок, ширина которых от середины к краям увеличивается.
Источники информации,
принятые во внимание при экспертизе
фиг. г
