1
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления полых изделий с внутренними спиральными ребрами.
Цель изобретения - повышение качества изделий за счет равномерного формирования профиля.
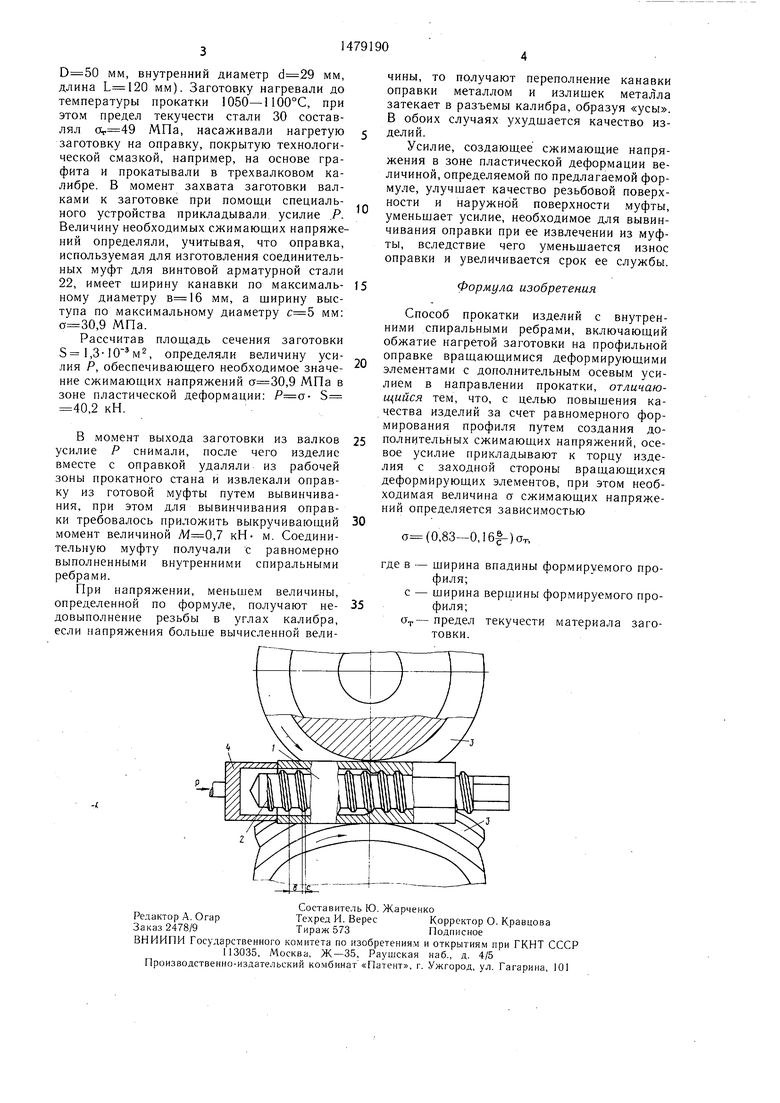
На чертеже представлено схематически устройство для осуществления предлагаемого способа.
На чертеже обозначены заготовка 1, установленная на оправку 2, деформирующие вращающиеся элементы 3 и устройство 4 подпора, обеспечивающее осевое усилие Р.
Способ осуществляют следующим образом.
Заготовку 1 нагревают до температуры прокатки, насаживают на оправку 2, покрытую технологической смазкой, и подают во вращающиеся деформирующие элементы 3.
V
с
В момент захвата заготовки 1 деформирующими элементами 3 к торцу заготовки 1 с заходной стороны деформирующих элементов 3 прикладывают осевое усилие Р с помощью устройства 4 подпора.
При этом необходимая величина дополнительных сжимающих напряжений определяется зависимостью
о (0,83-0,16-|-)сгт
где в - ширина впадины формируемого профиля;
с - ширина вершины формируемого профиля;
стт- предел текучести материала заготовки.
Пример. Изготавливали соединительные муфты для винтовой арматурной стали 22. Для этого брали заготовку из стали 30, имеющую форму трубы (наружный диаметр
Ј
J
СГ
мм, внутренний диаметр мм, длина мм). Заготовку нагревали до температуры прокатки 1050-1100°С, при этом предел текучести стали 30 составлял МПа, насаживали нагретую заготовку на оправку, покрытую технологической смазкой, например, на основе графита и прокатывали в трехвалковом калибре. В момент захвата заготовки валками к заготовке при помощи специаль- ного устройства прикладывали усилие Р. Величину необходимых сжимающих напряжений определяли, учитывая, что оправка, используемая для изготовления соединительных муфт для винтовой арматурной стали 22, имеет ширину канавки по максималь- ному диаметру мм, а ширину выступа по максимальному диаметру с-5 мм: ,9 МПа.
Рассчитав площадь сечения заготовки S 1, м2, определяли величину усилия Р, обеспечивающего необходимое значение сжимающих напряжений ,9 МПа в зоне пластической деформации: S 40,2 кН.
В момент выхода заготовки из валков усилие Р снимали, после чего изделие вместе с оправкой удаляли из рабочей зоны прокатного стана и извлекали оправку из готовой муфты путем вывинчивания, при этом для вывинчивания оправки требовалось приложить выкручивающий момент величиной ,7 кН- м. Соединительную муфту получали с равномерно выполненными внутренними спиральными ребрами.
При напряжении, меньшем величины, определенной по формуле, получают не- довыполнение резьбы в углах калибра, если напряжения больше вычисленной вели
5
5 0
5
0
чины, то получают переполнение канавки оправки металлом и излишек металла затекает в разъемы калибра, образуя «усы. В обоих случаях ухудшается качество изделий.
Усилие, создающее сжимающие напряжения в зоне пластической деформации величиной, определяемой по предлагаемой формуле, улучшает качество резьбовой поверхности и наружной поверхности муфты, уменьшает усилие, необходимое для вывинчивания оправки при ее извлечении из муфты, вследствие чего уменьшается износ оправки и увеличивается срок ее службы.
Формула изобретения
Способ прокатки изделий с внутренними спиральными ребрами, включающий обжатие нагретой заготовки на профильной оправке вращающимися деформирующими элементами с дополнительным осевым усилием в направлении прокатки, отличающийся тем, что, с целью повышения качества изделий за счет равномерного формирования профиля путем создания дополнительных сжимающих напряжений, осевое усилие прикладывают к торцу изделия с заходной стороны вращающихся деформирующих элементов, при этом необходимая величина о сжимающих напряжений определяется зависимостью
а(0,83-0,16f-)aT,
где в - ширина впадины формируемого профиля;
с - ширина вершины формируемого профиля;
ат- предел текучести материала заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАКАТКИ ВНУТРЕННИХ ЗУБЧАТЫХ ПРОФИЛЕЙ | 1997 |
|
RU2108887C1 |
| Способ изготовления изделий с внутренними спиральными ребрами | 1990 |
|
SU1784385A1 |
| СПОСОБ ФОРМИРОВАНИЯ МНОГОЗАХОДНЫХ СПИРАЛЬНЫХ РИФЛЕЙ | 2006 |
|
RU2316403C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ОСКОЛОЧНОГО БОЕПРИПАСА | 2002 |
|
RU2225768C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ СПИРАЛЬНО-ПРОФИЛИРОВАННЫХ ТРУБ | 2007 |
|
RU2373013C2 |
| Способ изготовления изделий с внутренними спиральными ребрами | 1988 |
|
SU1588473A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСКОЛОЧНОЙ ОБОЛОЧКИ КОРПУСА СНАРЯДА | 2016 |
|
RU2632726C1 |
| СПОСОБ АСИММЕТРИЧНОЙ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2010 |
|
RU2401170C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ СПИРАЛЬНЫМИ РЕБРАМИ | 1999 |
|
RU2172223C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПИРАЛЬНО-ПРОФИЛЬНЫХ ТРУБ | 2006 |
|
RU2329110C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при формировании внутренних резьб. Цель изобретения- повышение качества резьб за счет равномерного формирования профиля. Полую заготовку, установленную на резьбовую оправку, прокатывают в нагретом состоянии между вращающимися деформирующими элементами. При этом к торцу заготовки с заходной стороны деформирующих элементов прикладывают осевое усилие, создающее дополнительные сжимающие напряжения, определяемые зависимостью Σ = (0,83-0,16 в/с) Σт, где B- ширина впадины формируемого профиля
с-ширина вершины формируемого профиля
Σт - предел текучести материала заготовки. Это позволяет снизить энергосиловые параметры. 1 ил.
| Способ прокатки изделий с внутренними спиральными ребрами | 1980 |
|
SU888382A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
