Изобретение относится к обработке металлов давлением и может быть использовано для получения профильных труб.
Известно устройство для изготовления труб с многозаходными винтовыми гофрами, включающее оправку с выступами и впадинами по числу заходов гофров, формообразование гофров на исходной трубе, расположенными вокруг нее и под углом к ее продольной оси роликами, наделенными возможностью свободного вращения
(см. патент RU №2050213, кл.С1, В21D, 15/04,20.12.1995).
Наиболее близким, принятым за прототип, является способ изготовления труб с винтовыми гофрами, основанный на формообразовании на исходной трубе, установленной на оправке гофров посредством расположенных вокруг продольной оси трубы и контактирующих с ее наружной поверхностью роликов под действием прикладываемого к удаляющемуся от роликов участку трубы осевого усилия и крутящего момента, совпадающего с направлением вращения трубы
(см. патент RU №2152838, кл. В21D 15/04, 1995).
Общим недостатком указанных способов являются ограниченные технологические возможности: низкое качество изготавливаемых труб вследствие искажения геометрической формы гофров при значительных их высотах и углах подъема винтовой линии. С одной стороны, имеет место недобор металла в гофрирование части трубы, с другой - избыток металла - выплеск профиля гофра за пределы описанной окружности контура профильной части трубной заготовки, что приводит к заклиниванию роликов, пережиму и искажению формы профильной поверхности трубы.
Указанные недостатки ограничивают диапазоны углов подъема винтовой линии гофров и их высоту.
Задачей изобретения является расширение технологических возможностей и повышение качества профильных труб.
Предложенный способ изготовления спирально-профильных труб, основанный на формообразовании на трубе гофров, установленными вокруг трубы роликами, оси которых расположены под углом к оси трубы, вращающимися вокруг собственных осей за счет их контакта с трубой с использованием оправки и одновременным воздействием на трубу крутящего момента и осевого усилия, прикладываемого со стороны удаляющегося от роликов участка трубы, согласно изобретению для формирования гофров используют оправку со сквозными каналами, вырезанными под ролики для их контакта с трубной заготовкой в процессе формообразования гофров, устанавливают оправку снаружи трубы с возможностью контакта в процессе формообразования гофров ее внутренней поверхности с трубной заготовкой по посадке с зазором для обеспечения фиксации и центрирования трубы, а с профильной частью трубы - по переходной посадке для ограничения «раздутия» гофров, при этом крутящий момент прикладывают в месте контакта роликов с трубой и дополнительно производят обкатку трубы вращающимися вокруг оси трубы роликами посредством приложения крутящего момента к удаляемому от роликов участку оправки и фиксирования осей роликов, при этом оси роликов располагают под углом от 0 до 90° к оси трубы.
Описанный способ позволяет расширить технологические возможности процесса: увеличить длину гофрированных труб, высоту гофров, угол подъема винтовой линии гофров и уменьшить толщину стенки трубы. Тем самым повысить качество изготавливаемых труб.
На чертеже изображена схема изготовления спирально-профильной трубы и устройство для его реализации.
Способ осуществляют следующим образом.
На трубную заготовку 1 устанавливают оправку 2, имеющую сквозные каналы, через которые ролики 3 контактируют с образующей цилиндрической поверхностью трубной заготовки. Оправка 2 может быть выполнена из нескольких участков, различающихся по внутреннему диаметру (d1, d2) в зависимости от выбранного диаметра исходной трубной заготовки 1 и требуемых параметров описанной окружности профилированной спирально-профильной трубы 4.
В начале работы ролики 3 одновременно (синхронно) перемещают в радиальном направлении до внедрения их в трубную заготовку на заданную величину, а передний конец трубной заготовки зажимают в захватном устройстве (на чертеже не показано).
В процессе работы к захватному устройству прикладывают осевое тяговое усилие Р, а в месте контакта роликов с трубной заготовкой - крутящий момент М с угловой скоростью ω.
Скорость осевого перемещения трубы V согласуют с угловой скоростью ее вращения ω и углом подъема гофров исходя из соотношения
V=R·tgθ·ω,
где V - скорость осевого перемещения трубы, R - радиус описанной окружности трубы, tg - тригонометрическая функция, θ - угол подъема гофров на профильной части трубы, ω - угловая скорость.
В указанное выше выражение подставляем известное соотношение между угловой скоростью и числом оборотов трубы в единицу времени
ω=2·π·n,
где π=3,1416, n - число оборотов трубы в единицу времени.
В результате имеем выражение, связывающее число оборотов трубы вокруг своей оси и угол подъема гофров с линейной скоростью осевого перемещения трубы:
V=2·π·R·tgθ·n.
Оправка может иметь кинематические связи с роликами, в частном случае, при расположении на ее наружной поверхности устройств фиксирования осей роликов. В этом случае, к удаляющемуся от роликов участку оправки можно приложить крутящий момент, который будет вращать ролики вокруг оси трубы и тем самым дополнительно к процессу прокатки производить обкатку трубы, что приводит к уменьшению усилия прокатки и повышению качества готовой продукции.
В зависимости от поставленных задач оправка может быть выполнена с несколькими участками, различающимися внутренним диаметром. Заходная часть оправки выполняется диаметром d1, контактирует с трубой по посадке с зазором и предназначена для фиксации и центрирования трубы относительно тягового устройства. На выходе из оправки внутренний диаметр оправки d2 контактирует с профильной части трубы по переходной посадке. Внутренние диаметры d1 и d2 могут отличаться друг от друга или могут быть равны
d1≠d2, d1=d2.
Таким образом, оправка выполняет две функции: во-первых, фиксирует и центрирует ось симметрии трубы относительно оси тягового устройства, во-вторых, ограничивает «раздутие» гофров профильной части трубы при несовершенном процессе прокатки.
Описанный способ позволяет расширить технологические возможности процесса: увеличить высоту гофр, угол подъема винтовой линии гофр и уменьшить толщину стенки трубы. Тем самым повысить ассортимент и качество изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СПИРАЛЬНО-ПРОФИЛЬНЫХ ТРУБ С ПОЛЫМИ ВИНТОВЫМИ ГОФРАМИ | 2006 |
|
RU2331492C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПИРАЛЬНО-ПРОФИЛЬНЫХ ТРУБ | 2006 |
|
RU2331493C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТОВЫМИ ГОФРАМИ | 2003 |
|
RU2225766C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТОВЫМИ ГОФРАМИ | 1999 |
|
RU2152838C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ОБОЛОЧЕК ИЗ ТРУБНЫХ ЗАГОТОВОК И ТРУБНАЯ ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК РОТАЦИОННОЙ ВЫТЯЖКОЙ | 2009 |
|
RU2405646C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТОВЫМИ ГОФРАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2152837C1 |
| Способ получения оболочек с ребрами на наружной поверхности | 2022 |
|
RU2801517C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТОВЫМИ ГОФРАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2365452C1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2011 |
|
RU2481911C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ СПИРАЛЬНО-ПРОФИЛИРОВАННЫХ ТРУБ | 2007 |
|
RU2373013C2 |
Изобретение относится к обработке металлов давлением. Способ включает формообразование на трубе гофров установленными вокруг трубы роликами, оси которых расположены под углом к оси трубы, вращающимися вокруг собственных осей за счет их контакта с трубой с использованием оправки и одновременным воздействием на трубу крутящего момента и осевого усилия, прикладываемого со стороны удаляющегося от роликов участка трубы. Используют оправку со сквозными каналами, вырезанными под ролики для их контакта с трубной заготовкой в процессе формообразования гофров. Устанавливают оправку снаружи трубы, обеспечивают возможность контакта в процессе формообразования гофров ее внутренней поверхности с трубной заготовкой по посадке с зазором для обеспечения фиксации и центрирования трубы, а с профильной частью трубы - по переходной посадке для ограничения «раздутия» гофров. При этом крутящий момент прикладывают в месте контакта роликов с трубой. Расширяются технологические возможности и повышается качество изготавливаемого изделия. 1 з.п. ф-лы, 1 ил.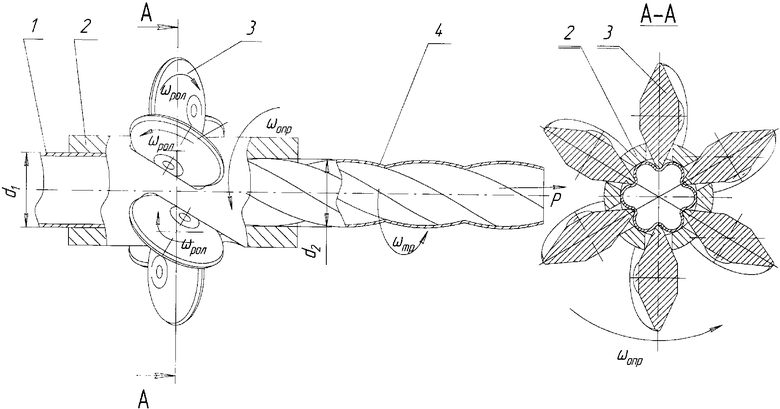
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТОВЫМИ ГОФРАМИ | 1999 |
|
RU2152838C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТОВЫМИ ГОФРАМИ | 2005 |
|
RU2280523C1 |
| Устройство для накатывания канавок на цилиндрических заготовок | 1975 |
|
SU555957A1 |
| ПОЛЯРИЗАТОР | 1992 |
|
RU2080629C1 |

