1
Изобретение относится к оборудованию для переработки полимерных материалов и может быть использовано в резинотехнической и шинной промышленности, в частности на вальцах для питания каландра.
Целью изобретения является повышение качества профильного материала за счет снижения газовоздушных включений.
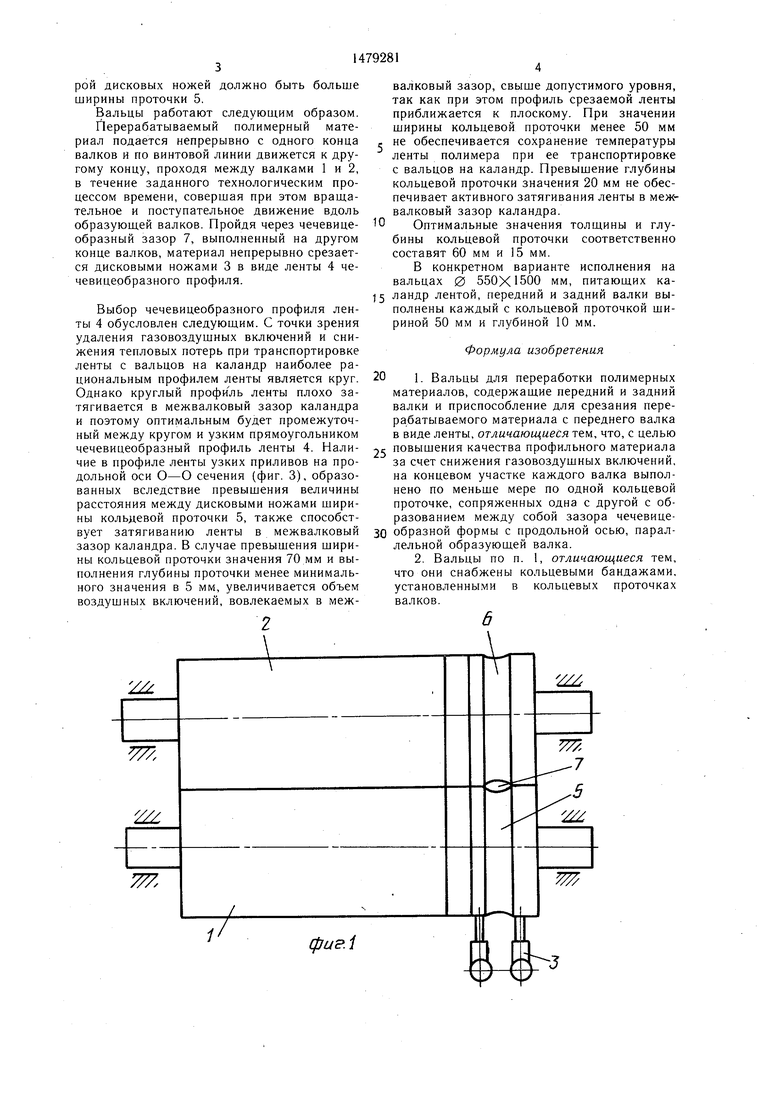
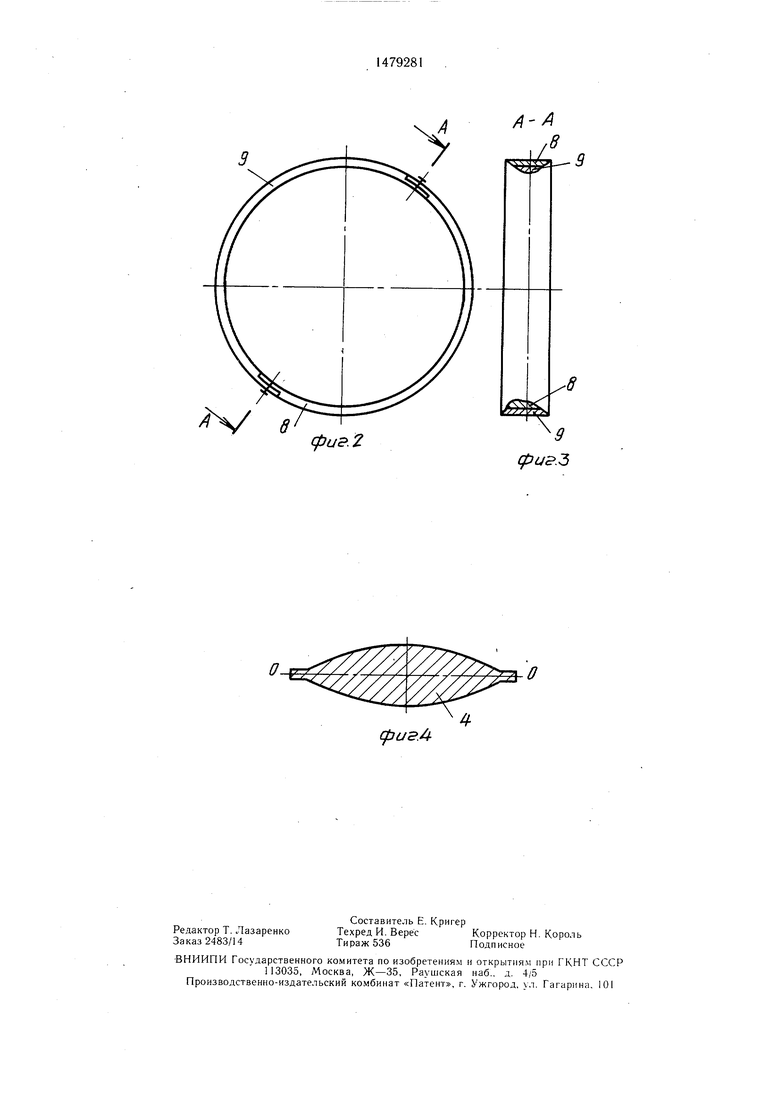
На фиг. 1 изображены вальцы, общий вид; на фиг. 2 - бандаж; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - профиль резиновой ленты, снимаемой с вальцов.
Вальцы содержат передний 1 и задний 2 валки и приспособление 3 для срезания перерабатываемого материала с переднего валка 1 в виде ленты 4. На концевом участке каждого валка выполнено по меньшей мере по одной кольцевой проточке 5 и 6, сопряженных одна с другой с образованием между собой зазора 7 чечевицеобразной формы с продольной осью, параллельной образующей валка. Вальцы снабжены кольцевыми бандажами в виде, например, полуколец 8 и 9, нерабочая поверхность которых совпадает с поверхностью кольцевых проточек 5 или 6, а рабочая поверхность в граничном случае совпадает с рабочей поверхностью валка. Для увеличения эффективности вальцов на валках 1 и 2 может быть выполнено несколько кольцевых проточек.
Приспособление для среза ленты может быть выполнено, например, в виде дисковых ножей, установленных по обе стороны от каждой кольцевой проточки 5 переднего валка 1, причем расстояние между каждой па4 1
со ьо
оо
рой дисковых ножей должно быть больше ширины проточки 5.
Вальцы работают следующим образом.
Перерабатываемый полимерный материал подается непрерывно с одного конца валков и по винтовой линии движется к другому концу, проходя между валками 1 и 2, в течение заданного технологическим процессом времени, совершая при этом вращательное и поступательное движение вдоль образующей валков. Пройдя через чечевице- образный зазор 7, выполненный на другом конце валков, материал непрерывно срезается дисковыми ножами 3 в виде ленты 4 че- чевицеобразного профиля.
Выбор чечевицеобразного профиля ленты 4 обусловлен следующим. С точки зрения удаления газовоздушных включений и снижения тепловых потерь при транспортировке ленты с вальцов на каландр наиболее рациональным профилем ленты является круг. Однако круглый профиль ленты плохо затягивается в межвалковый зазор каландра и поэтому оптимальным будет промежуточный между кругом и узким прямоугольником чечевицеобразный профиль ленты 4. Наличие в профиле ленты узких приливов на продольной оси О-О сечения (фиг. 3), образованных вследствие превышения величины расстояния между дисковыми ножами ширины кольцевой проточки 5, также способствует затягиванию ленты в межвалковый зазор каландра. В случае превышения ширины кольцевой проточки значения 70 мм и выполнения глубины проточки менее минимального значения в 5 мм, увеличивается объем воздушных включений, вовлекаемых в межвалковый зазор, свыше допустимого уровня, так как при этом профиль срезаемой ленты приближается к плоскому. При значении ширины кольцевой проточки менее 50 мм не обеспечивается сохранение температуры ленты полимера при ее транспортировке с вальцов на каландр. Превышение глубины кольцевой проточки значения 20 мм не обеспечивает активного затягивания ленты в межвалковый зазор каландра.
Оптимальные значения толщины и глубины кольцевой проточки соответственно составят 60 мм и 15 мм.
В конкретном варианте исполнения на вальцах 0 550X1500 мм, питающих ка- 5 ландр лентой, передний и задний валки выполнены каждый с кольцевой проточкой шириной 50 мм и глубиной 10 мм.
5
0
Формула изобретения
1.Вальцы для переработки полимерных материалов, содержащие передний и задний валки и приспособление для срезания перерабатываемого материала с переднего валка в виде ленты, отличающиеся тем, что, с целью
повышения качества профильного материала за счет снижения газовоздушных включений, на концевом участке каждого валка выполнено по меньше мере по одной кольцевой проточке, сопряженных одна с другой с образованием между собой зазора чечевицеобразной формы с продольной осью, параллельной образующей валка.
2.Вальцы по п. 1, отличающиеся тем, что они снабжены кольцевыми бандажами, установленными в кольцевых проточках валков.
6
фи.2
А-А
/
в
-9
9 сриг.З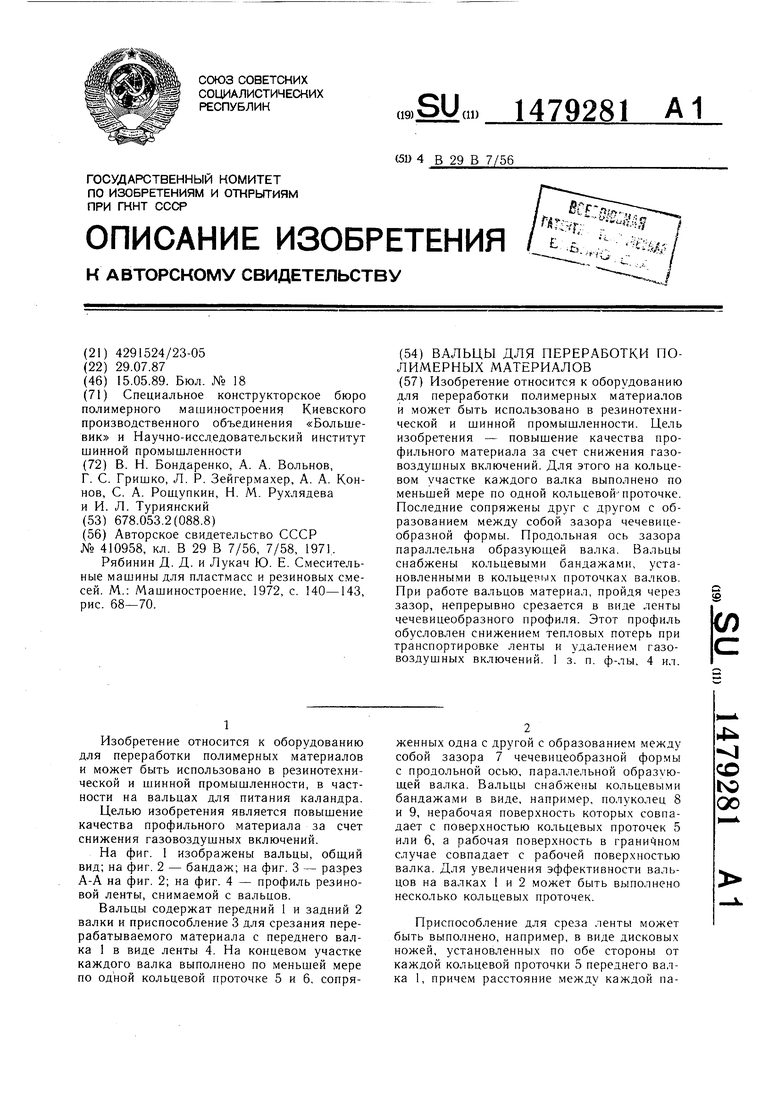
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ВАЛЬЦОВ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ РИФЛЁНЫХ ЛИСТОВ | 2000 |
|
RU2250165C2 |
| Способ получения листов из резиновой смеси | 1984 |
|
SU1171315A1 |
| Клиновое устройство к валковым машинам | 1988 |
|
SU1563989A1 |
| Смеситель непрерывного действия для полимерных материалов | 1990 |
|
SU1712164A1 |
| ВАЛКОВО-ШНЕКОВЫЙ АГРЕГАТ | 2009 |
|
RU2417881C2 |
| ПАТ?ИТШ4ЕХ!ШН?СИА1!; | 1973 |
|
SU388897A1 |
| Клиновое устройство к вальцам для обработки полимерных материалов | 1989 |
|
SU1641627A1 |
| Клиновое устройство к вальцам | 1986 |
|
SU1397292A1 |
| Слоистый материал "Листопол | 1984 |
|
SU1326691A1 |
| Способ переработки изношенных шин в дисперсный материал | 2015 |
|
RU2608893C1 |
Изобретение относится к оборудованию для переработки полимерных материалов и может быть использовано в резинотехнической и шинной промышленности . Цель изобретения - повышение качества профильного материала за счет снижения газовоздушных включений. Для этого на кольцевом участке каждого вала выполнено по меньшей мере по одной кольцевой проточке. Последние сопряжены друг с другом с образованием между собой зазора чечевицеобразной формы. Продольная ось зазора параллельна образующей валка. Вальцы снабжены кольцевыми бандажами, установленными в кольцевых проточках валков. При работе вальцов материал, пройдя через зазор, непрерывно срезается в виде ленты чечевицеобразного профиля. Этот профиль обусловлен снижением тепловых потерь при транспортировке ленты и удалением газовоздушных включений. 1 з.п. ф-лы. 4 ил.
фигА
| 1971 |
|
SU410958A1 | |
| Солесос | 1922 |
|
SU29A1 |
| Рябинин Д | |||
| Д | |||
| и Лукач Ю | |||
| Е | |||
| Смесительные машины для пластмасс и резиновых смесей | |||
| М.: Машиностроение, 1972, с | |||
| Способ закалки пил | 1915 |
|
SU140A1 |
| Способ получения смеси хлоргидратов опийных алкалоидов (пантопона) из опийных вытяжек с любым содержанием морфия | 1921 |
|
SU68A1 |
