1
Изобретение относится к этажным литьевым формам для изготовления полимерных изделий.
Цель изобретения - уменьшение хода раскрытия формы.
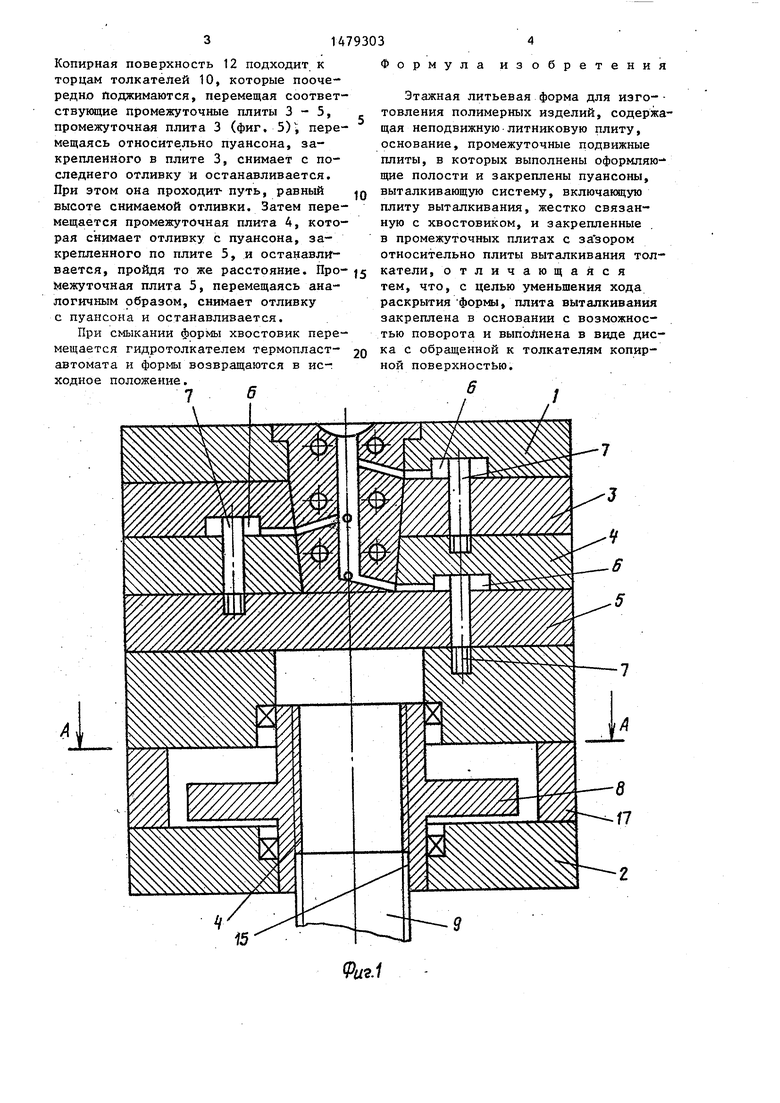
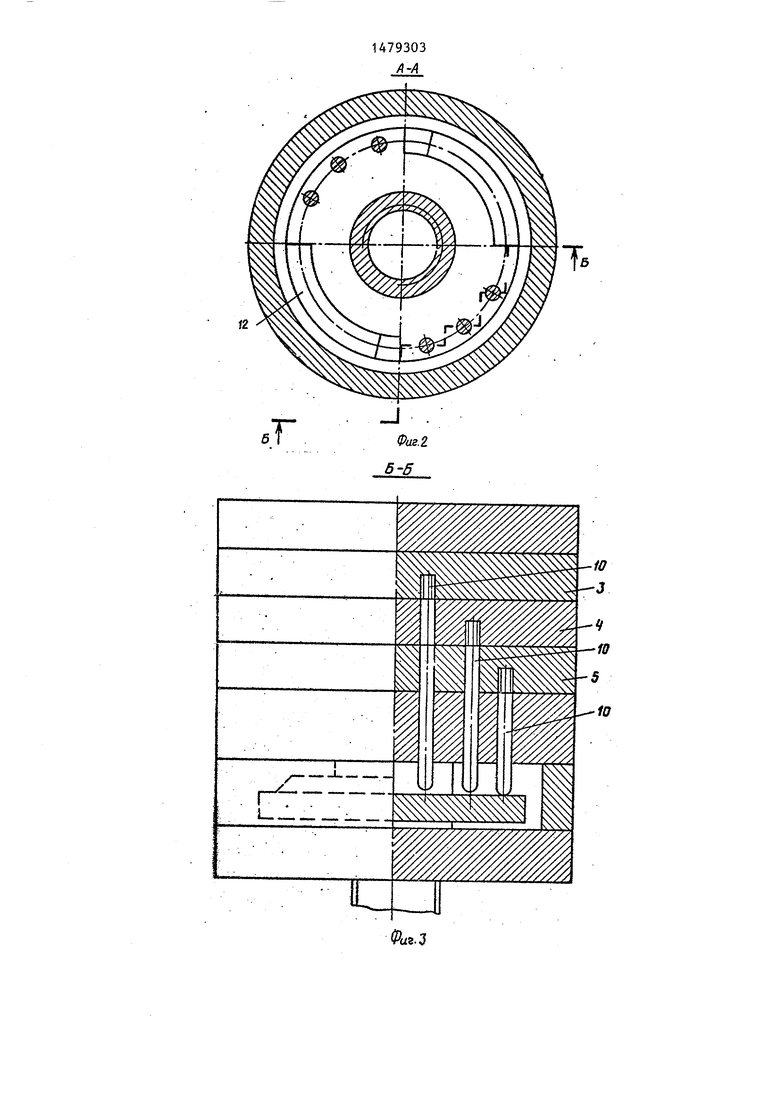
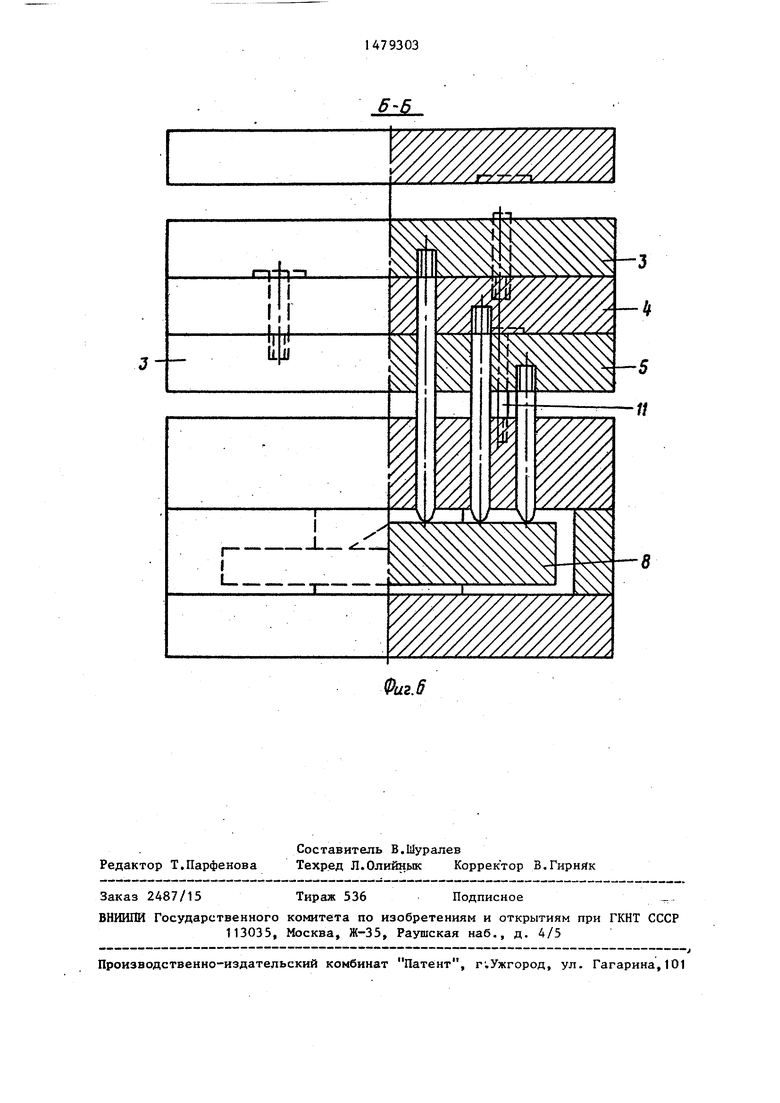
На фиг. 1 показана предлагаемая форма, продольный разрез; на фиг.2- разрез А-А на фиг. 1; на фиг. 3 - разрез В-Б на фиг. 2; на фиг.4-6 - то же (различные положения промежуточных плит).
Форма содержит неподвижную литниковую плиту 1, основание 2, промежуточные подвижные плиты 3 - 5, в которых выполнены оформляющие полости 6 и закреплены пуансоны 7, выталкивающую систему, включающую плиту 8 выталкивания, жестко связанную с хвостовиком 9 и закрепленные в промежуточных -плитах с зазором относительно плиты 8 выталкивания толкатели 10.
Хвостовик 9 выполнен в виде ходового винта для взаимодействия с закрепленной в плите 8 выталкивания
гайкой, при этом плита выталкивания выполнена в виде диска с обращенной к толкателям 10 копирной поверхностью 12, который закреплен в основании с возможностью поворота. Хвостовик связан резьбовым соединением с гидротолкателем термопластавтомата.
В варианте выполнения формы поворот может обеспечиваться силовым цилиндром.
Разъем между неподвижной литниковой плитой 1 и подвижной полуформой рсуществляется благодаря задержкам известных конструкций или за счет сил сцепления изделий с пуансонами и сил трения между направляющими ко- .лоннами и промежуточными плитами.
Форма работает следующим образом.
После впрыска полимера и техноло, гической выдержки производится раскрытие формы, при этом гидротолкателем термопластавтомата хвостовик 9 перемещается, благодаря чему плита 8 выталкивания начинает поворачиваться.
(Л
Ј 1
СО
00
о
ОЭ
Копирная поверхность 12 подходит к торцам толкателей 10, которые поочередно поджимаются, перемещая соответствующие промежуточные плиты 3-5, промежуточная плита 3 (фиг. 5); перемещаясь относительно пуансона, закрепленного в плите 3, снимает с последнего отливку и останавливается. При этом она проходит- путь, равный высоте снимаемой отливки. Затем перемещается промежуточная плита 4, которая снимает отливку с пуансона, закрепленного по плите 5, и останавливается, пройдя то же расстояние. Промежуточная плита 5, перемещаясь аналогичным образом, снимает отливку с пуансона и останавливается.
При смыкании формы хвостовик перемещается гидротолкателем термопласт автомата и формы возвращаются в исходное положение.
7 б
15
Формула изобретения
Этажная литьевая форма для иэго- товления полимерных изделий, содержащая неподвижную литниковую плиту, основание, промежуточные подвижные плиты, в которых выполнены оформляющие полости и закреплены пуансоны,
выталкивающую систему, включающую плиту выталкивания, жестко связанную с хвостовиком, и закрепленные в промежуточных плитах с за зором относительно плиты выталкивания толкатели, отличающаяся тем, что, с целью уменьшения хода раскрытия формы, плита выталкивания закреплена в основании с возможностью поворота и выполнена в виде диска с обращенной к толкателям копир- ной поверхностью.
u-f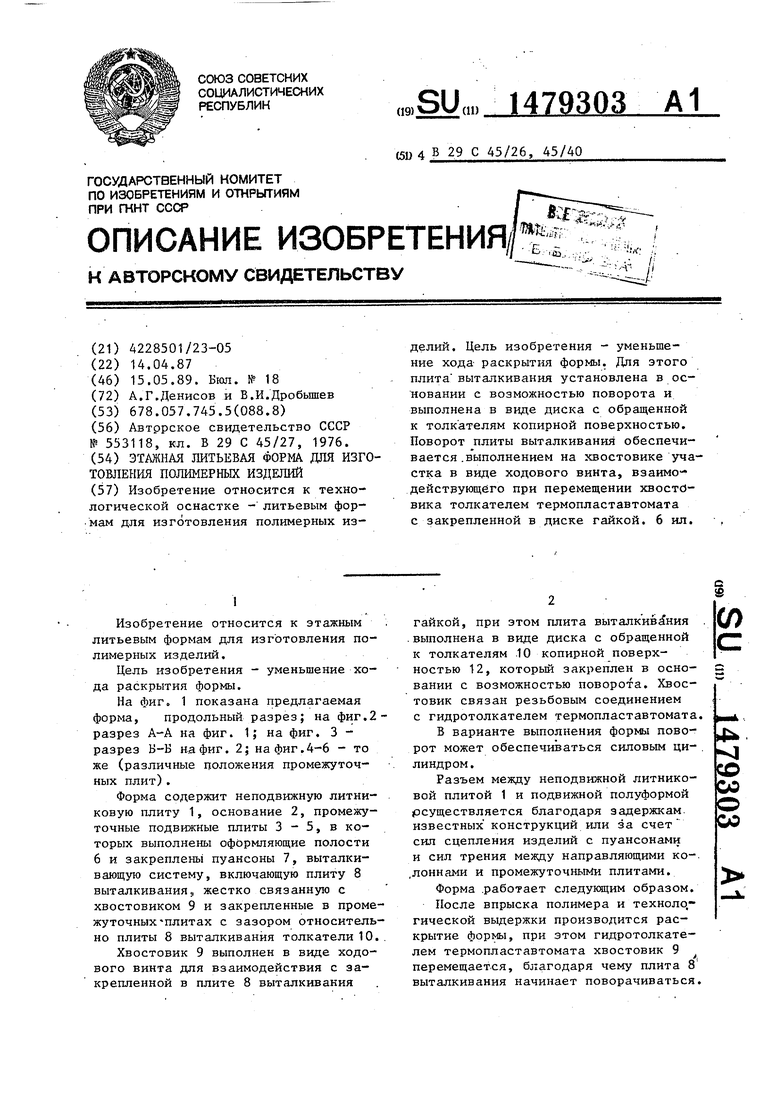
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С КОЛЬЦЕВЫМИ ПОДНУТРЕНИЯМИ | 1991 |
|
RU2017620C1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1676818A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1986 |
|
SU1353655A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1989 |
|
SU1682195A1 |
| Литьевая форма для изготовления полимерных изделий с внутренним поднутрением | 1984 |
|
SU1333590A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1985 |
|
SU1303430A1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1562150A2 |
| Пресс-форма | 1975 |
|
SU515645A1 |
Изобретение относится к технологической оснастке - литьевым формам для изготовления полимерных изделий. Цель изобретения - уменьшение хода раскрытия формы. Для этого плита выталкивания установлена в основании с возможностью поворота и выполнена в виде диска с обращенной к толкателям копирной поверхностью. Поворот плиты выталкивания обеспечивается выполнением на хвостовике участка в виде ходового винта, взаимодействующего при перемещении хвостовика толкателем термопластавтомата с закрепленной в диске гайкой. 6 ил.
fa. s
| Литьевая пресс-форма | 1976 |
|
SU553118A1 |
| Солесос | 1922 |
|
SU29A1 |
