1
Изобретение относится к устройствам для переработки полимерных материалов в изделия.
Известны пресс-формы для переработки полимерных материалов в изделия, включающие систему подвижных и неподвижных плит и выталкивающую систему, содержащую механизм щариковой защелки 1. Однако такие пресс-формы имеют быстрый износ шарикового запора за счет малых поверхностей контакта шариков и больщих напряжений в начале хода выталкивающей системы.
Наиболее близким техническим решением к изобретению является пресс-форма для изготовления изделий из полимерных материалов, включающая неподвижиую часть, содержащую литниковую плиту, и подвижную часть,содержащую плиту пуансонов, промежуточную плиту с втулкой, плиту выталкивателей с размещенными в ией выталкивателями и подпружиненным кулачком, взаимодействующим при разъеме пресс-формы с втулкой (2).
Цель изобретения - обеспечеиие выталкиваиия изделий, имеющих больщую поверхность контакта с оформляющими деталями.
Для этого пресс-форма снабжена плитой съема с закрепленным в ней толкателем, а в подпружиненном кулачке выполнено отверстие для прохода толкателя.
О
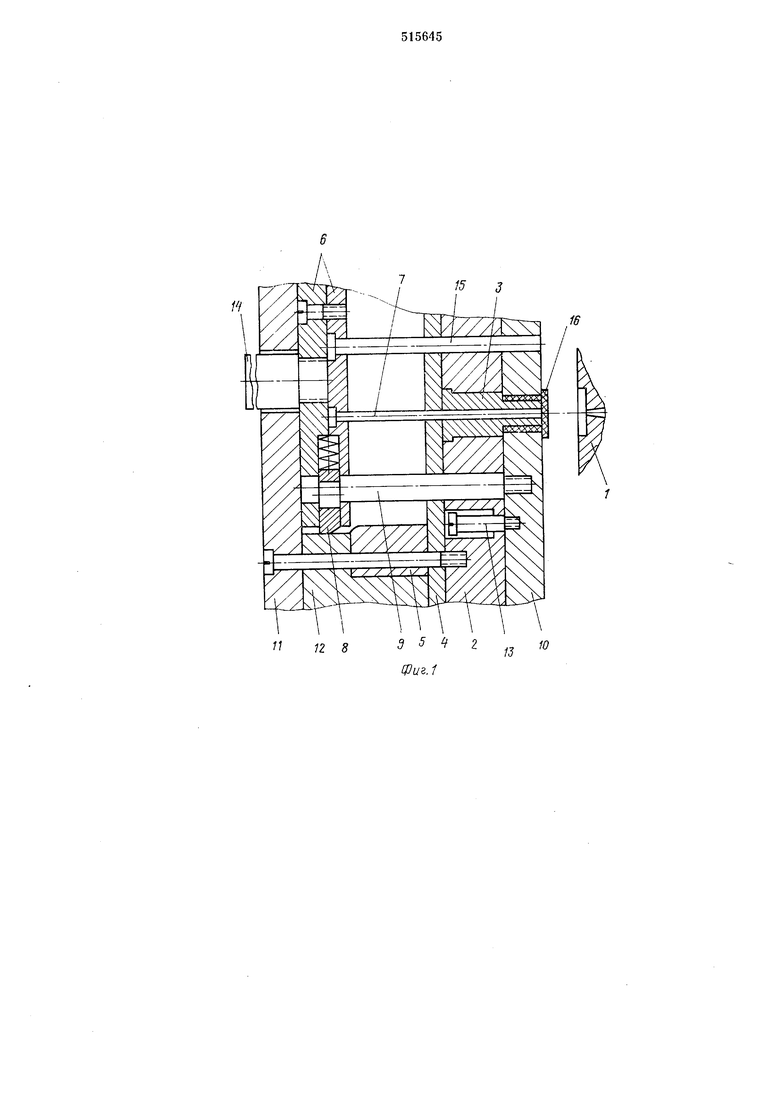
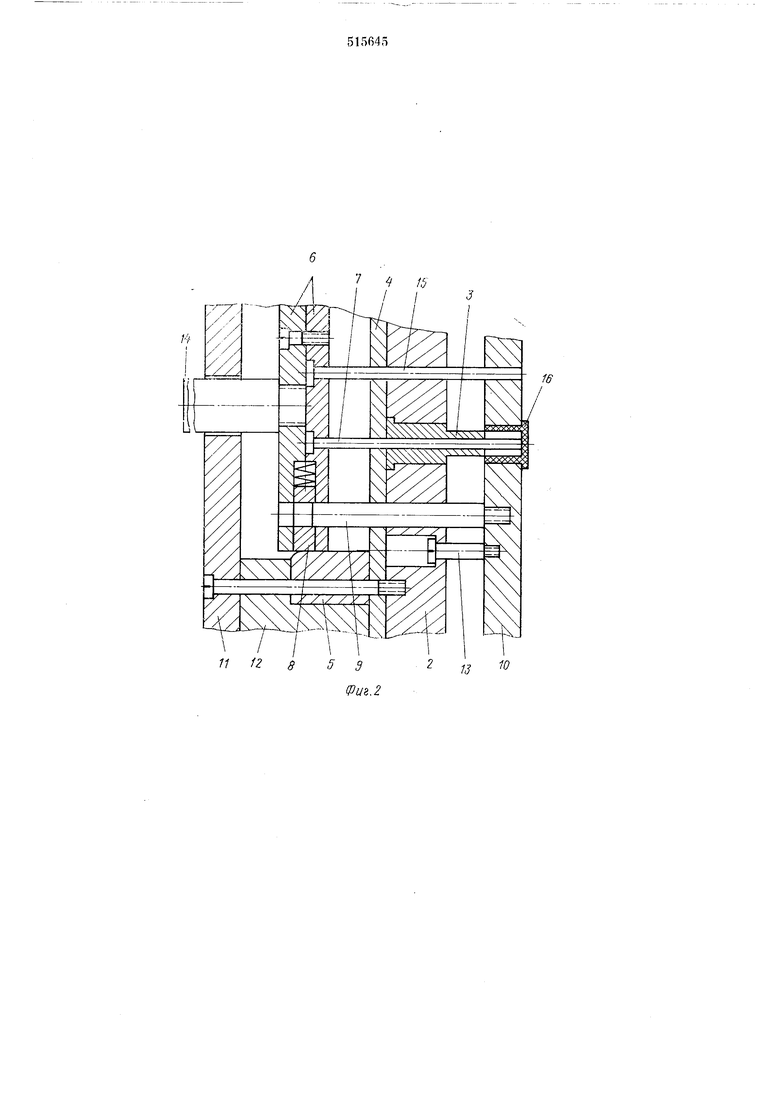
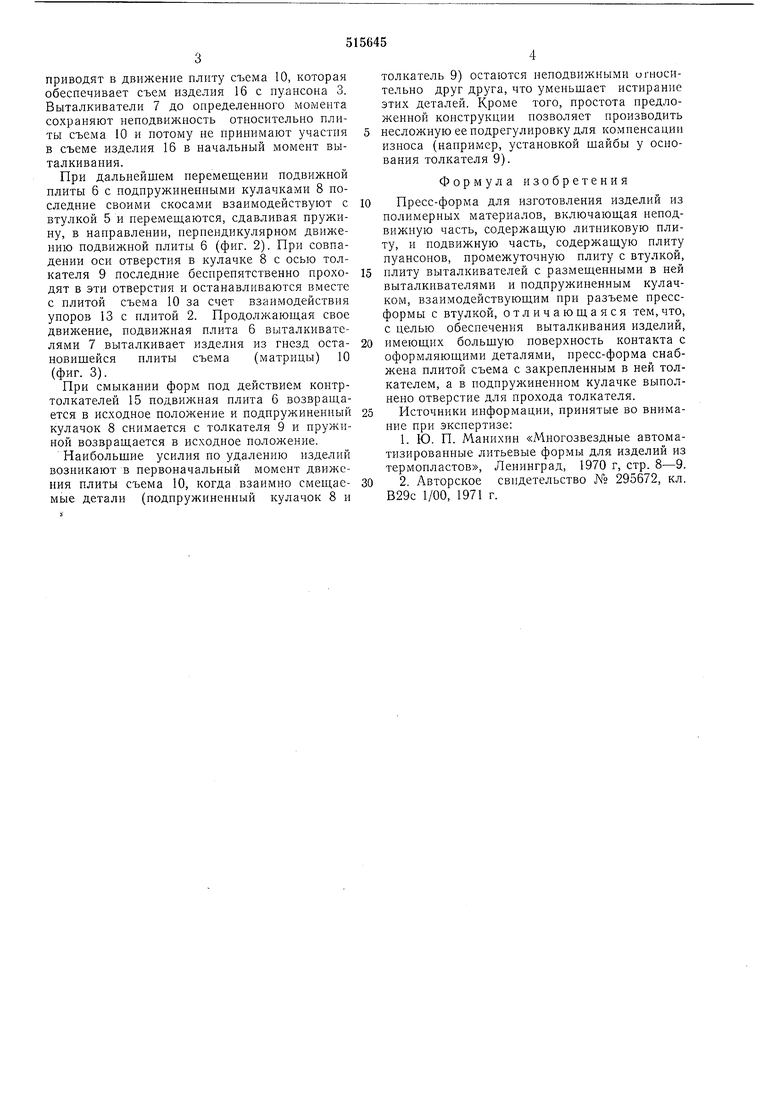
На фиг. 1 изображена раскрытая форма с выталкивающим устройством в исходном положении; на фиг. 2 - выталкивающее устройство после сиятия изделия с пуансона плитой
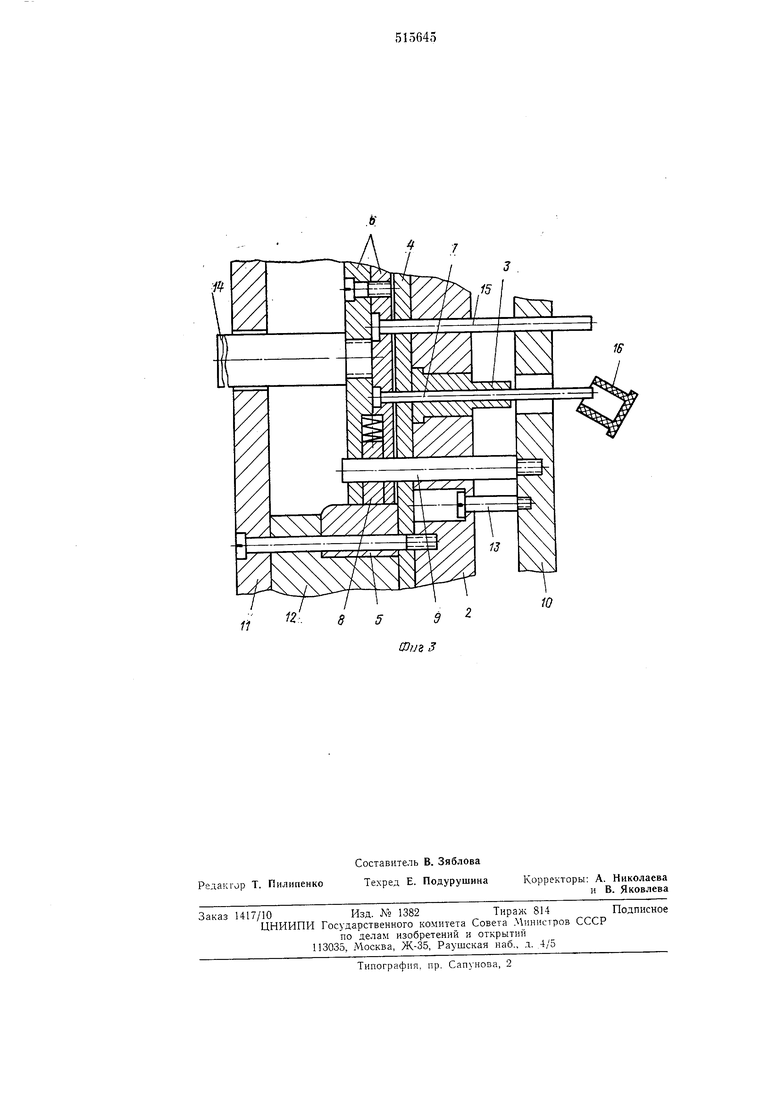
выталивапия; на фиг. 3 - то же, после заверщения выталкивания.
Пресс-форма содержит неподвижную литниковую плиту 1, подвижные плиты, включающие плиту 2 пуапсонов с пуансоном 3, промежуточную плиту 4 с втулкой 5, плиту 6 выталкивателей с размещенными в пей выталкивателями 7 и подпружиненным кулачком 8, установленным с возможностью возвратнопоступательного перемещенпя в направленпи,
перпендикулярном движению толкателя 9, закрепленного в плите съема 10, опорную плиту 11, связаииую стойками 12 с промежуточной плитой, уиоры 13, хвостовик 14, закрепленный в плите выталкивания, контр-толкатель 15 и изделие 16.
Работает пресс-форма следующим образом. В начале хода выталкивания хвостовик 14 уиирается в упор литьевой машпны (иа чертежах не показан), и подвижная плнта 6 выталкпвателей начинает перемещаться вместе с выталкивателями 7, контр-толкателями 15 и подпружиненным кулачком 8. Одновременно с этим перемещаются и толкатели 9, уиирающиеся в подпружипеииые кулачки 8, ц
3
приводят в движение плиту съема 10, которая обеспечивает съем изделия 16 с иуансона 3. Выталкиватели 7 до определенного момента сохраняют неподвижность относительно плнты съема 10 и потому не принимают участия в съеме изделия 16 в начальный момеит выталкивания.
При дальнейшем перемещении подвижной плиты 6 с подпружиненными кулачками 8 последние своими скосами взаимодействуют с втулкой 5 и перемещаются, сдавливая пружину, в направлении, перпендикулярном движению подвижной плиты 6 (фиг. 2). При совпадении оси отверстия в кулачке 8 с осью толкателя 9 последние беспрепятственно проходят в эти отверстия и останавливаются вместе с плитой съема 10 за счет взаимодействия упоров 13 с плитой 2. Продолжающая свое движение, подвижная плита 6 выталкивателями 7 выталкивает изделия из гнезд остановищейся плиты съема (матрицы) 10 (фиг. 3).
При смыкании форм под действием контртолкателей 15 подвижная плита 6 возвращается в исходное положение и подпружиненный кулачок 8 снимается с толкателя 9 и пружиной возвращается в исходное положение.
Наибольщие усилия по удалению изделий возникают в первоначальный момеит движения плиты съема 10, когда взаимно смещаемые детали (подпружиненный кулачок 8 и
4
толкатель 9) остаются неподвижными относительно друг друга, что уменьшает истирание этих деталей. Кроме того, простота предложенной конструкции позволяет производить несложную ее подрегулировку для компенсации износа (нанример, установкой шайбы у основания толкателя 9).
Формула изобретения
Пресс-форма для изготовления изделий из полимерных материалов, включающая неподвижную часть, содержащую литниковую плиту, и подвижную часть, содержащую плиту пуансонов, промежуточную плиту с втулкой, плиту выталкивателей с размещенными в ней выталкивателями и подпружиненным кулачком, взаимодействующим нри разъеме прессформы с втулкой, отличающаяся тем, что, с целью обеспечения выталкивания изделий, имеющих больщую поверхность контакта с оформляющими деталями, пресс-форма снабжена плитой съема с закрепленным в ней толкателем, а в подпружиненном кулачке выполнено отверстие для прохода толкателя.
Источники информации, принятые во внимание при экспертизе:
1.Ю. П. Манихин «Многозвездные автоматизированные литьевые формы для изделий из термонластов, Ленинград, 1970 г, стр. 8-9.
2.Авторское свидетельство N° 295672, кл. В29с 1/00, 1971 г.
15 3
/,J
J
10
11
16
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления изделий из полимерных материалов | 1983 |
|
SU1151477A2 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1983 |
|
SU1073111A1 |
| Прессформа для литья под давлением отливок с боковыми отверстиями | 1976 |
|
SU608605A1 |
| Литьевая форма | 1981 |
|
SU958112A1 |
| Многогнездная литьевая форма дляпОлиМЕРНыХ издЕлий | 1979 |
|
SU835777A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Литьевая форма для полимерных изделий | 1979 |
|
SU876462A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1980 |
|
SU942996A1 |
| Литьевая форма для изготовления полимерных изделий | 1982 |
|
SU1130487A1 |
| Литьевая пресс-форма | 1980 |
|
SU897539A1 |