Изобретение относится к переработке пластмасс в изделия методом литья под давлением и является усовершенствованием изобретения по авт.св. № 1426821.
Цель изобретения - упрощение обслуживания формы и расширение ее технологических возможностей.
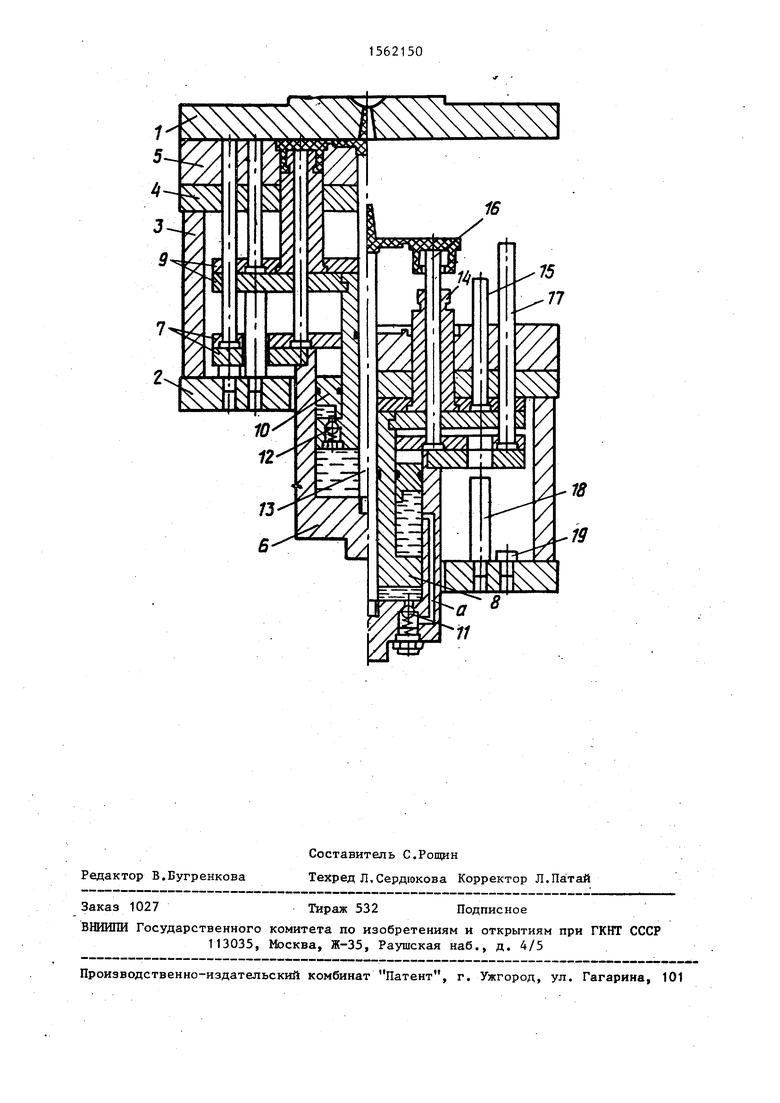
На чертеже изображена литьевая форма, общий вид (слева от осевой - в сомкнутом положении, справа - в разомкнутом).
Литьевая форма содержит неподвижную литниковую плиту 1, подвижную полуформу с основанием 2, жестко связанным посредством опоры 3 с промежуточной плитой 4 и с оформляющей плитой 5 и двухступенчатую выталкивающую систему, включающую центральный толкатель 6, закрепленный в плите 7 окончательного выталкивания, и выполненный в виде корпуса гидроцилиндра, шток с поршнем 8 которого жестко закреплен на плите 9 предварительного выталкивания и таким образом плиты выталкивания посредством гидроцилиндра связаны между собой.
На штоке поршня подвижно установлен дополнительный поршень 10, предназначенный для герметизации штоковой полости гидроцилиндра. Дополнительный поршень может быть подпружинен к поршню 8. Противоштоковая полость гидроцилиндра через редукционный клапан 11 соединена внутренним каналом Я выполненным в гидроцилиндра, со штоковой полостью, го.-да как што- ковая полость соединена L противошто- ковой через обратный клапан 12.
Редукционный клапан установлен на Корпус,- гидроця .чндра, а обратный клапан установлен на поршне. В зависимости от фактического vcinun, необходимого для предварительного выталкивания изготавливаемых изделий, редукционный клапан настроен на давление батывания в пределах 20-100 кг/см , а обратный клапан настроен на давле(Л
Ј
tc
У1
О
к
ние срабатывания в пределах 0,2 - 0,3 кг/см4.
Вдоль продольной оси поршня со штоком подвижно установлен выталкиватель 13 центрального литника, жестко закрепленный с центральным толкателем 6.
На плите предварительного выталки вания закреплены пуансоны 14 и контртолкатели 15, а на плите окончательного выталкивания закреплены толкатели 16 и контртолкатели 17. На основании 2 установлены опорные пальцы 18 и 19 соответственно для плит предварительного и окончательного выталкн - вания.
Литьевая форма используется следующим образом.
После вспрыска расплава полимера и технологической выдержки форма раскрывается, при этом из-за взаимодействия центрального толкателя 6 с упором термопластавтомата останавливается плита 7 окончательного выталкивания. Одновременно, вследствие того, что канал Q , соединяющий полости, гидроцилиндра, перекрыт редукционный клапаном 11, совместно с центральным толкателем останавливаются поршень со штоком 8 и плита 9 предварительного выталкивания. Остальные плиты подвижной полуформы продолжают перемещаться, а изделие совместным воздействием пуансонов 14, толкателей 16 и 13 снимается с оформляющей плиты 5 „
0
5
0
5
0
5
При дальнейшем движении подвижной полуформы плита 9 предварительного выталкивания соприкасается с промежуточной плитой 4 и совместно с пуансонами 14 и поршнем 8 начинает перемещаться с подвижной полуформой. При перемещении поршня относительно неподвижного цилиндра с противоштоко- вой полости увеличивается давление рабочей жидкости, в результате чего открывается редукционный клапан 11 и рабочая жидкость по внутреннему каналу а перетекает в штоковую полость гидроцилиндра, а неподвижные толкатели 16 сталкивают изделия с пуансонов 14.
При смыкании формы контртолкатели 15 и 17 возвращают плиты выталкивающей системы в исходное положение, при этом рабочая жидкость из штоко- вой полости через обратный клапан 12 перетекает в противоштоковую полость, и цикл повторяется.
Формула изобретения
Литьевая форма для изготовлений полимерных изделий по авт.св. № 1426821, отличающаяся тем, что, с целью упрощения обслуживания формы и расширения ее технологических возможностей, противоштоко- вая полость соединена со штоковой полостью через редукционный клапан, а штоковая полость соединена с проТи- воштоковой через обратный клапан.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий | 1987 |
|
SU1426821A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1256979A1 |
| Литьевая форма для полимерных изделий | 1979 |
|
SU895689A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1337277A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1976 |
|
SU582048A1 |
| Литьевая форма с двухступенчатой системой выталкивания для полимерных изделий | 1980 |
|
SU876463A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1980 |
|
SU948528A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1706882A1 |
| Литьевая форма с двухступенчатой системой выталкивания | 1980 |
|
SU897542A1 |
| Пресс-форма для литья под давлением | 1985 |
|
SU1266653A2 |
Изобретение относится к области переработки пластмасс в изделия литьем под давлением и является усовершенствованием изобретения по авт.св.N 1426821. Цель - увеличить гнездность формы и упростить ее обслуживание, что достигается за счет возможности установки выталкивателя центрального литника и простоты настройки гидросистемы с помощью редукционного клапана. Для этого в гидроцилиндре, связывающем плиты выталкивателя, полости соединены между собой через редукционный и обратный клапаны. 1 ил.
| Литьевая форма для изготовления полимерных изделий | 1987 |
|
SU1426821A1 |
| Солесос | 1922 |
|
SU29A1 |
