Изобретение относится к технологической оснастке для переработки полимеров литьем под давлением и может быть использовано для изготовления изделий малой массы с внутренней резьбой.
Цель изобретения - повышение надежности удаления изделий.
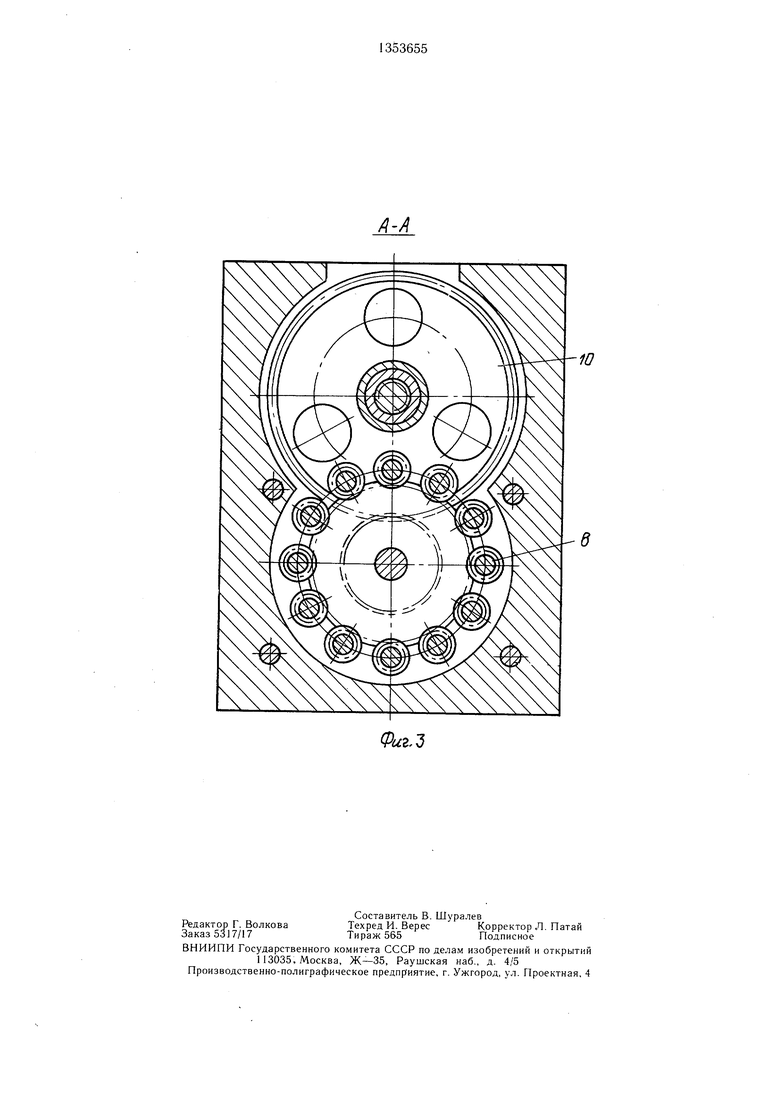
На фиг. 1 показана литьевая форма, продольный разрез; на фиг. 2 - плиты толкателя; на фиг. 3 - разрез А-А на фиг.
при этом литники отрываются от изделии. При дальнейшем раскрытии ходовым винтом 7 приводятся во вращение резьбовые знаки 6. После вывинчивания их из изделий плиты 5 толкания при взаимодействии хвостовика с упором термопластавтомата останавливаются, в то время как основание 8 продолжает перемещаться. Плита 3 съема снимает изделия с выступов втулки 3. При выполнении этой операции выбирается зазор
Литьевая форма содержит литниковую между упорами 10 и защелками 9. Далее
плиту 1, связанную с плитой 2 матриц, плиту 3 съема с тягами 4 для связи с плитами 5 толкания, резьбовые знаки 6, кинетически связанные с ходовым винтом 7, и основание 8.
Плиты 5 толкания расположены с внешней стороны основания 8 и подпружинены относительно друг друга, тяги 4 закреплены в плите толкания, обращенной к основанию 8, которые установлены с возможностью взаимодействия с основанием 8 и снабжены защелками 9 в виде подпружиненных рычагов с зацепом для сцепления с другой плитой толкания, при этом основание снабжено упорами 10 для отвода защелок 9.
На тягах 4 установлены упругие элементы 11 для снижения ударных нагрузок на основание 8.
В промежуточной плите 12 установлены втулки 13 с резьбой под хвостовики резьпоследние отводятся упором 10 и плита 5 толкания, обращенная к основанию, под воздействием пружин резко -перемещается до контакта с упругими элементами. В ре- 5 зультате останова плиты 5 толкания основанием 8 (через упругие элементы) залип- П1ие изделия сбрасываются с плиты 3 съема.
20
25
Формула изобретения
Литьевая форма для изготовления полимерных изделий с резьбой, содержащая литниковую плиту, связанную с плитой матриц, плиту съема с тягами для связи с плитами толкания, резьбовые знаки,кинематически связанные с ходовым винтом, и основание, отличающаяся тем, что, с целью повышения надежности удаления с резьбовых знаков, плить толкания расположены с внешней стороны основания и подпружинены относительно друг друга, тяги закреплены в
бовых дисков 6. Для предотвращения пово--jo плите толкания, обращенной к основанию, рота изделия предусмотрены оформляющиекоторая установлена с возможностью взаимовтулки 3 с выступами.действия с основанием и снабжена защел- Форма работает следующим образом.ками для сцепления с другой плитой толка- После подачи расплава полимера и тех-ния, при этом основание выполнено с упо- нологической выдержки форма раскрывается рами для отвода защелок.
при этом литники отрываются от изделии. При дальнейшем раскрытии ходовым винтом 7 приводятся во вращение резьбовые знаки 6. После вывинчивания их из изделий плиты 5 толкания при взаимодействии хвостовика с упором термопластавтомата останавливаются, в то время как основание 8 продолжает перемещаться. Плита 3 съема снимает изделия с выступов втулки 3. При выполнении этой операции выбирается зазор
между упорами 10 и защелками 9. Далее
между упорами 10 и защелками 9. Далее
последние отводятся упором 10 и плита 5 толкания, обращенная к основанию, под воздействием пружин резко -перемещается до контакта с упругими элементами. В ре- 5 зультате останова плиты 5 толкания основанием 8 (через упругие элементы) залип- П1ие изделия сбрасываются с плиты 3 съема.
20
25
Формула изобретения
Литьевая форма для изготовления полимерных изделий с резьбой, содержащая литниковую плиту, связанную с плитой матриц, плиту съема с тягами для связи с плитами толкания, резьбовые знаки,кинематически связанные с ходовым винтом, и основание, отличающаяся тем, что, с целью повышения надежности удаления с резьбовых знаков, плить толкания расположены с внешней стороны основания и подпружинены относительно друг друга, тяги закреплены в
в
Фиг,:5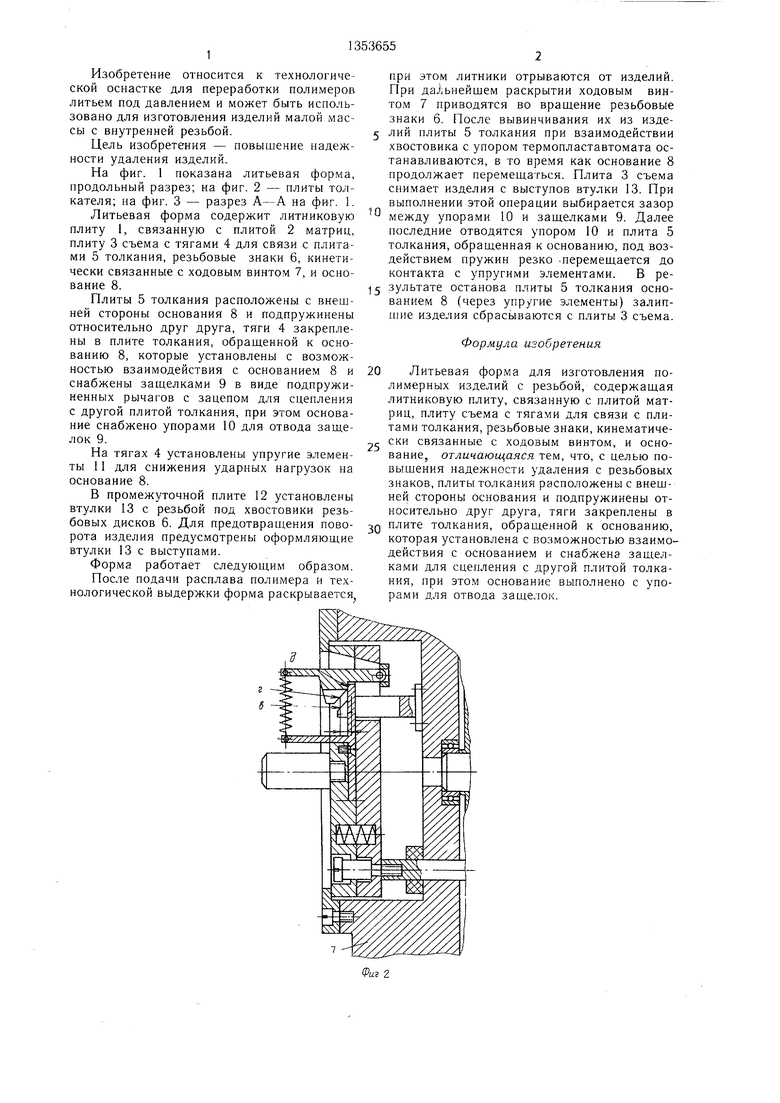
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления армированных полимерных изделий с резьбой | 1986 |
|
SU1369914A1 |
| ЛИТЬЕВАЯ ФОРМА С АВТОМАТИЧЕСКИМ ВЫВИНЧИВАНИЕМ РЕЗЬБОВЫХ ЗНАКОВС'Ч-; TJvJTi^'г |-ГчН'-^'-"•;-;--'::;и;.:-;;-.нд?;|С' i-i.':::, '• i.-л -т"-; f л-- >&^>&t-!x.f ; СПА | 1971 |
|
SU307905A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1978 |
|
SU785047A1 |
| Литьевая форма для изготовления изделий с арматурой | 1987 |
|
SU1509268A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1985 |
|
SU1281438A1 |
| Литьевая форма с автоматическим вывинчиванием резьбовых знаков | 1980 |
|
SU937179A1 |
| Литьевая форма для изготовленияРЕзьбОВыХ издЕлий из пОлиМЕРНыХМАТЕРиАлОВ | 1979 |
|
SU839717A1 |
| Литьевая форма для полимерных изделий | 1977 |
|
SU745702A1 |
| Литьевая форма с автоматическим вывинчиванием резьбовых знаков для изготовления изделий из полимерных материалов | 1980 |
|
SU963870A1 |
| Литьевая форма для изготовления резьбовых изделий из пластмасс | 1980 |
|
SU929442A1 |
Изобретение относится к литьевым формам для изготовления полимерных изделий с резьбой. Цель изобретения - повышение надежности удаления изделий. Для этого плиты и толкания расположены с внешней стороны основания и подпружинены относительно друг друга. Плита толкания, об- раш енная к основанию 8, снабжена заш.елка- ми 9 для сцепления с другой плитой, а основание выполнено с упором 10 для отвода защелок 9. После вывинчивания резьбовых знаков из изделий, последние снимаются с выступов оформляющих втулок 13 плитой съема. При дальнейшем раскрытии формы упорами 10 отводятся защелки 9 и плита толкания, обращенная к основанию, под воз- дествием пружин резко перемещается. В результате остановки плиты толкания основа- ние.м 8 залипшие изделия сбрасываются. 3 ил. KsacQ ЧКЖ5Э О сд
| Манихин Ю | |||
| П | |||
| Многогнездные автоматизированные литьевые формы для изделий из термопластов | |||
| Л.: ЛДНТП, 1970, с | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
