1
Изобретение относится к оптическому приборостроению и может быть использовано в оптико-механической промышленности.
Целью изобретения является повышение качества соединения.
Соединение деталей осуществляют путем шлифования и полирования деталей, напыления промежуточного слоя алюминия на одну из соединяемых поверхностей, приведения деталей в соприкосновение, нагрева их, приложения электрического потенциала, выдержки под электрическим напряжением и охлаждения, причем в процессе выдержки под напряжением измеряют ток и при достижении скорости изменения тока 0,1-1 мА/мин при стабильной
температуре снимают электрическое напряжение и нагрев.
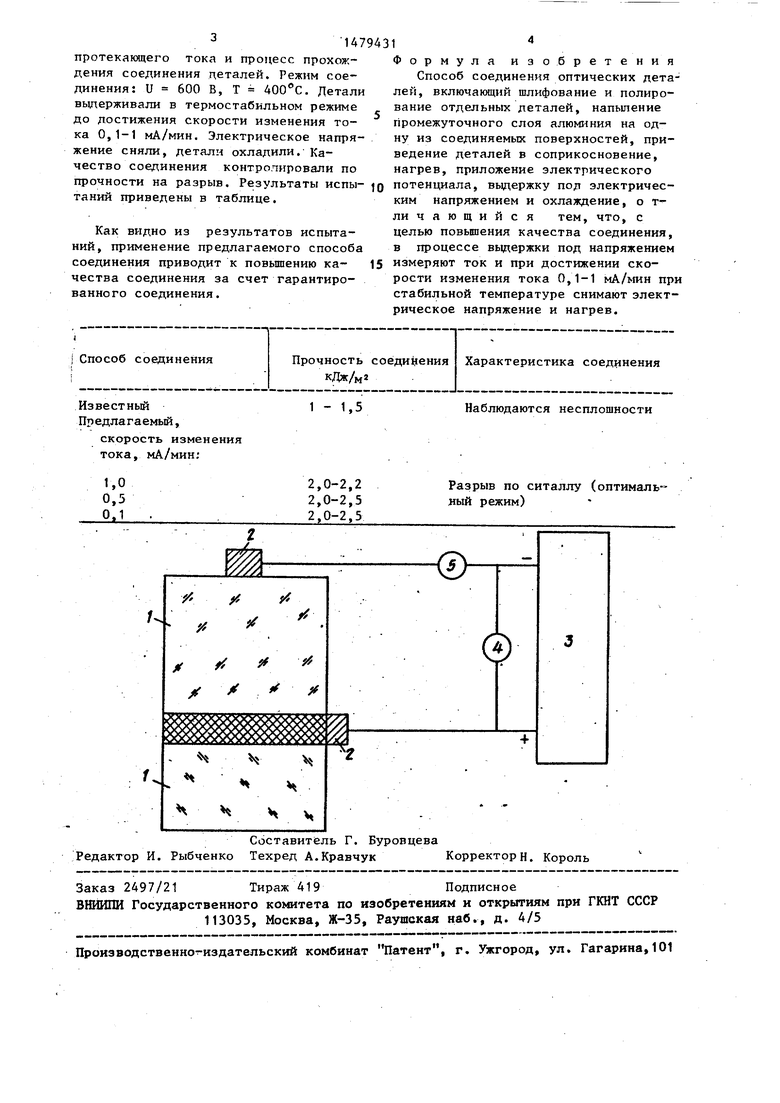
На чертеже представлена схема установки для реализации способа соединения оптических деталей.
Пример. Детали из ситалла С0115М диаметром 120 мм, высотой 60 мм шлифовали и полировали по традиционной технологии. На одну из соединяемых поверхностей нанесли покрытие из алюминия вакуумным напылением. После приведения деталей 1 в соприкосновение их поместили в печь, нагревали до 300-400°С, через электроды 2 подали электрическое напряжение требуемой величины от источника 3 питания. Напряжение контролировали с помощью вольтметра 4, амперметром 5 контролировали величину
Ч
СО 4
СО
протекающего тока и процесс прохождения соединения деталей. Режим соединения: U 600 В, Т 400°С. Детали вьщерживали в термостабильном режиме до достижения скорости изменения тока 0,1-1 мА/мин. Электрическое напряжение сняли, детали охладили. Качество соединения контротировали по
Формула изобретения Способ соединения оптических деталей, включающий шлифование и полирование отдельных деталей, напыление промежуточного слоя алюминия на одну из соединяемых поверхностей, приведение деталей в соприкосновение, нагрев, приложение электрического
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения оптических деталей | 1988 |
|
SU1544738A1 |
| Способ изготовления высокочастотного отражающего призменного блока | 1987 |
|
SU1464116A1 |
| Способ изготовления призм внешнего отражения сборной конструкции из ситалла | 1987 |
|
SU1515128A1 |
| Способ блокировки оптических деталей | 1982 |
|
SU1013221A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ПРИЗМ МОДУЛЯТОРА ДОБРОТНОСТИ ЛАЗЕРА, РАБОТАЮЩЕГО НА ЭФФЕКТЕ НАРУШЕНИЯ ПОЛНОГО ВНУТРЕННЕГО ОТРАЖЕНИЯ | 2000 |
|
RU2209454C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2009 |
|
RU2405069C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ МАГНИТОМЯГКИХ СТАЛЕЙ МАГНИТНЫХ СИСТЕМ ЭЛЕКТРИЧЕСКИХ РЕАКТИВНЫХ ДВИГАТЕЛЕЙ МАЛОЙ ТЯГИ | 1999 |
|
RU2181777C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ЛОПАТОК ИЗ ТИТАНОВЫХ СПЛАВОВ | 2009 |
|
RU2424887C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕФОРМИРОВАННОГО ИЗДЕЛИЯ ИЗ АЛЮМИНИЕВОГО СПЛАВА С ВАКУУМНО-ПЛАЗМЕННЫМ ПОКРЫТИЕМ | 2014 |
|
RU2597451C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОПЛЕНОЧНОГО СЕНСОРА ВЛАЖНОСТИ | 2023 |
|
RU2820096C1 |
Изобретение относится к оптическому приборостроению, в частности к соединению оптических деталей. Цель - повышение качества соединения. Способ соединения включает шлифование и полирование отдельных деталей, напыление промежуточного слоя алюминия на одну из соединяемых поверхностей, приведение деталей в соприкосновение, нагрев, приложение электрического потенциала, выдержку под электрическим напряжением и охлаждение, причем в процессе выдержки под напряжением измеряют ток и при достижении скорости изменения тока 0,1-1 мА/мин при стабильной температуре снимают электрическое напряжение и нагрев. 1 ил., 1 табл.
прочности на разрыв. Результаты испы- JQ потенциала, выдержку под электричес- таний приведены в таблице.
ким напряжением и охлаждение, о т- ли ч а ю щ и и с я тем, что, с целью повышения качества соединения, в процессе выдержки под напряжением измеряют ток и при достижении скорости изменения тока 0,1-1 мА/мин при стабильной температуре снимают электрическое напряжение и нагрев.
Как видно из результатов испытаний, применение предлагаемого способа соединения приводит к повышению ка- чества соединения за счет гарантированного соединения.
Способ соединения
Прочность соединения
КДЖ/М2
Известный Предлагаемый,
скорость изменения
тока, мА/мин:
потенциала, выдержку под электричес-
ким напряжением и охлаждение, о т- ли ч а ю щ и и с я тем, что, с целью повышения качества соединения, в процессе выдержки под напряжением измеряют ток и при достижении скорости изменения тока 0,1-1 мА/мин при стабильной температуре снимают электрическое напряжение и нагрев.
Характеристика соединения
Наблюдаются несплошности
| Бачин В.А | |||
| Диффузионная сварка стекла и керамики с металлами | |||
| П.: Машиностроение, 1986, с | |||
| Приспособление в центрифугах для регулирования количества жидкости или газа, оставляемых в обрабатываемом в формах материале, в особенности при пробеливании рафинада | 0 |
|
SU74A1 |
| Баренцев Б.А | |||
| и др | |||
| К вопросу электроадгезионного соединения некоторых материалов электронной техники | |||
| - Электронная техника, сер | |||
| Материалы, вып | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
