(21)4226547/23-02
(22)09.04.87
(46) 15.05.89. Бюл. И° 18
(71)Всесоюзный научно-исследовательский инструментальный институт
и Московский инструментальный завод
(72)И.К.Купалова- Ярополк, Е.П.Кали- нушкин и В.Л.Штарк
(53)621.785.6 (088.8)
(56)МиТОМ, 1985, К 5, с. 37-43. ТУ-14-1- 3647-83.
(54)СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ ТЕМПЕРАТУРЫ ЗАКАЛКИ ПОРОШКОВОЙ БЫСТРОРЕЖУЩЕЙ СТАЛИ
(57)Изобретение относится к металлургии и может быть использовано для определения оптимальной темпера- туры закалки порошковой быстрорежущей стали. Целью изобретения является повышение точности. Проводят закалку с нескольких последовательно повышающихся температур червячных брез из стали Р6М5ФЗ-МП с последующим отпуском при 560 С, I ч (2 раза) и устанавливают связь температура закалки - размер зерна аустенита со стойкостью фрез. Максимальная стойкость Лрез получена при температуре закалки, при которой размер зерна аустенита не превышает более чем на 0,5 номера размер начального зерна. 1 табл.
§
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления инструмента из быстрорежущей стали | 1982 |
|
SU1186661A1 |
| Способ термической обработки изделий из быстрорежущей стали | 1981 |
|
SU1006515A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩИХ СТАЛЕЙ | 2013 |
|
RU2543027C2 |
| Ыстрорежущая сталь | 1975 |
|
SU564358A1 |
| Способ термической обработки быстрорежущих сталей | 1978 |
|
SU722965A1 |
| СПОСОБ ОБРАБОТКИ ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1992 |
|
RU2051186C1 |
| Способ изготовления составного инструмента | 1975 |
|
SU596400A1 |
| Способ термомеханической обработки инструмента из быстрорежущей стали | 1979 |
|
SU863677A1 |
| Способ термической обработки инструмента из быстрорежущей стали | 1983 |
|
SU1121304A1 |
| СПОСОБ ОТЖИГА БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2007 |
|
RU2336337C1 |
Изобретение относится к металлургии и может быть использовано для определения оптимальной температуры закалки порошковой быстрорежущей стали. Целью изобретения является повышение точности. Проводят закалку с нескольких последовательно повышающихся температур червячных фрез из стали Р6М5Ф3-МП с последующим отпуском при 560°С, 1 ч. (2 раза) и устанавливают связь температура закалки - размер зерна аустенита - стойкость фрез. Максимальная стойкость фрез получена при температуре закалки, при которой размер зерна аустенита не превышает более чем на 0,5 номера размер начального зерна. 1 табл.
Изобретение относится к металлургии и может быть использовано для определения оптимальных температур закалки порошковых быстрорежущих
, сталей.
Целью изобретения является повышение точности.
Изобретение иллюстрируется следующим примером..
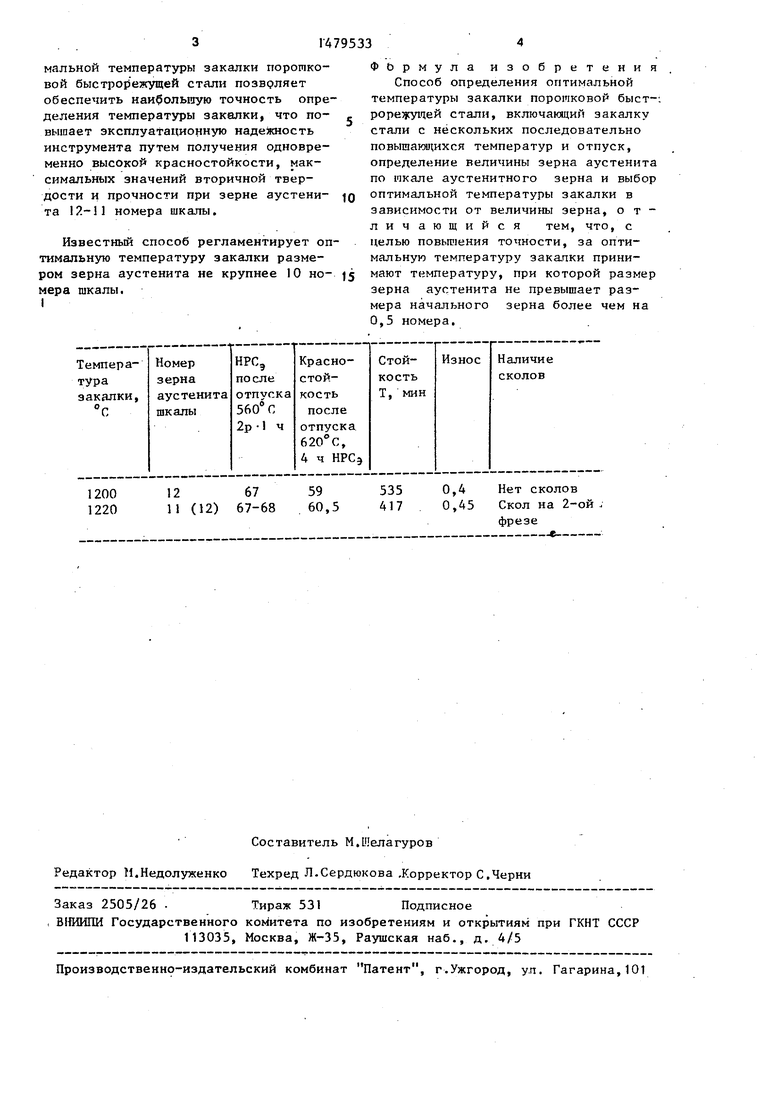
Для определения оптимальной температуры закалки порошковой быстрорежущей стали Р6М5ФЗ-ИП производилась закалка образцов с нескольких повышающихся температур с последующим отпуском при 560 С, 2 раза по 1 ч и определение на них величины зерна аустенита (до отпуска), вторичной твердости, красностойкости, прочности.
Данные представлены в таблице. Как следует из полученных резульQ
татов, до температуры закалки 1200С величина зерна аустенита остается практически неизменной (2 номер зерна аугтенита), красностойкость достигает величины 59 НРС9, вторичная твердость 67 НРСЭ, прочность имеет практически максимально значение. Дальнейшее повышение температуры закалки до 1220°С приводит к росту зерна аустенита на целый номер (11 номер вместо 12 номера при 1200°С), увеличению красностойкости до 60 НРС9, сохранению вторичной твердости на уровне 67 НРСЭ и одновременно значительному уменьшению прочности.
Таким образом, использование предлагаемого способа определения опти4
СО
ел
00
со
мальной температуры закалки порошковой быстрорежущей стали позволяет обеспечить наибольшую точность определения температуры закалки, что повышает эксплуатационную надежность инструмента путем получения одновременно высокой красностойкости, максимальных значений вторичной твердости и прочности при зерне аустени- та 12-11 номера шкалы.
Известный способ регламентирует оптимальную температуру закалки размером зерна аустенита не крупнее 10 но- (5
мера шкалы I
Формула изобретения
Способ определения оптимальной температуры закалки порошковой быст-: рорежущей стали, включающий закалку стали с нескольких последовательно повышакяцихся температур и отпуск, определение величины зерна аустенита по шкале аустенитного зерна и выбор оптимальной температуры закалки в зависимости от величины зерна, отличающийся тем, что, с целью повышения точности, за оптимальную температуру закалки принимают температуру, при которой размер зерна аустенита не превышает размера начального зерна более чем на 0,5 номера.
