}
Изобретение относится к машиностроению и может быть использовано при испытаниях на износостойкость герметичных компрессоров, а также других видов машин.
Цель изобретения - повышение достоверности, точности и сокращение продолжительности испытаний с сохранением реальной картины процесса износа.
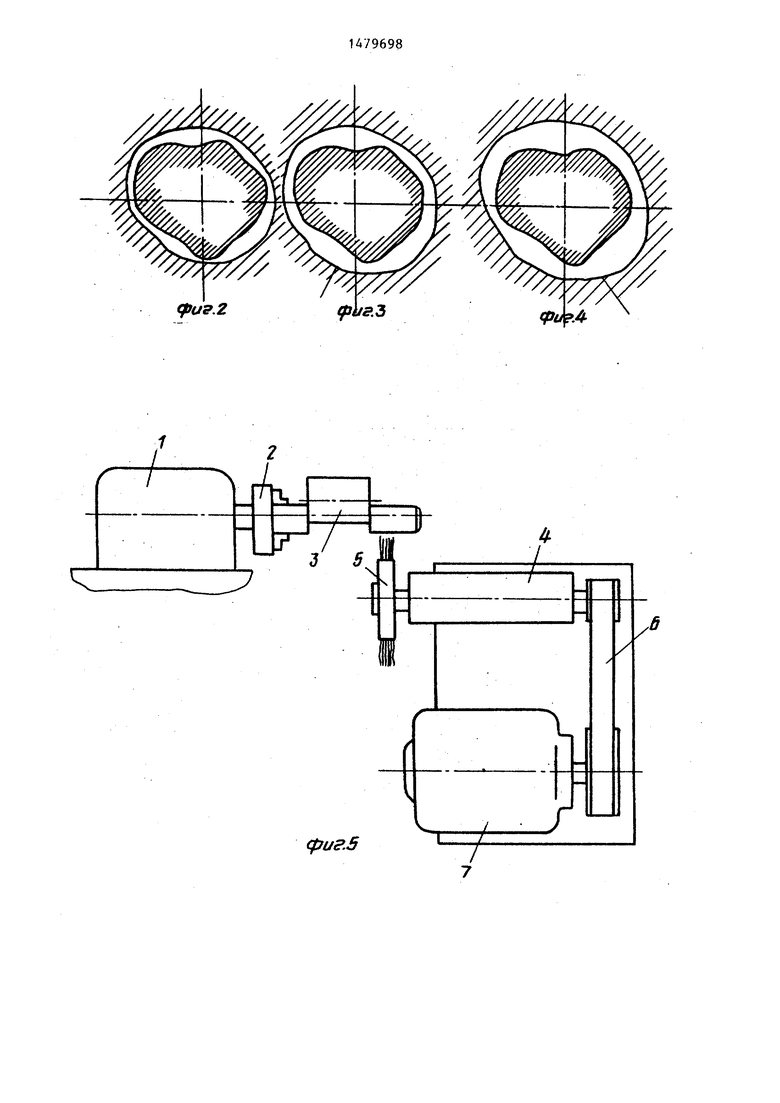
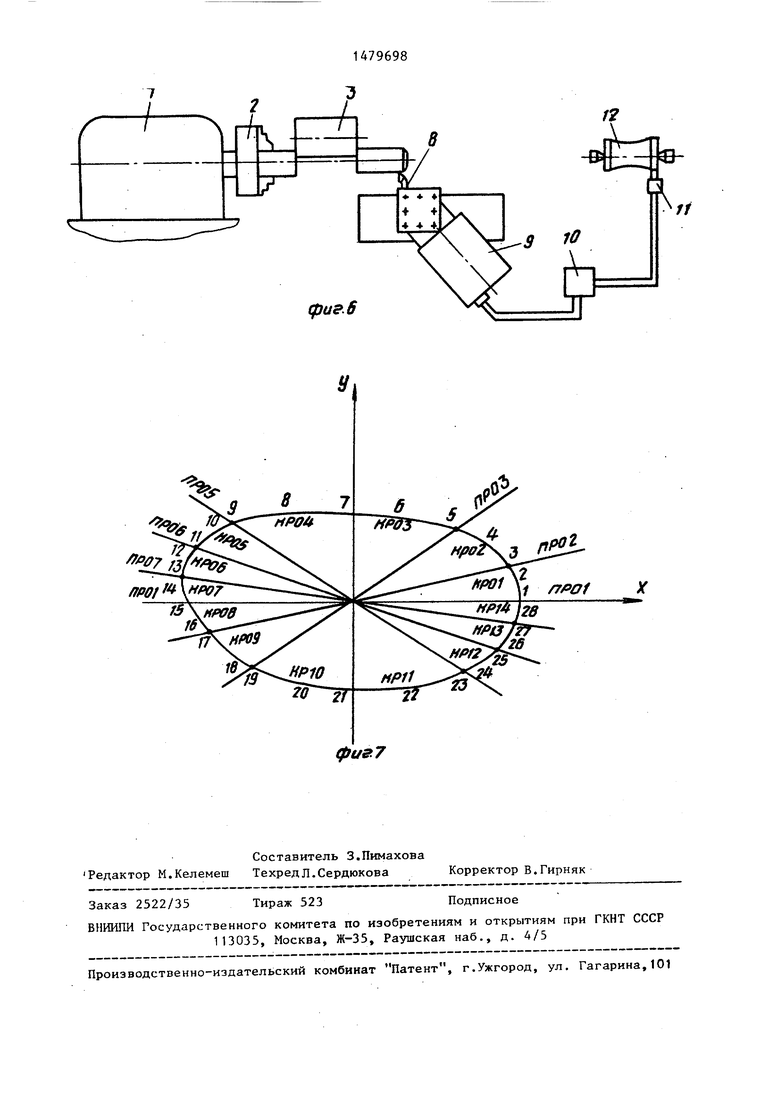
На фиг, 1 представлена схема моделирования; на фиг. 2 - топография поверхности после окончания периода приработки; на фиг. 3 - то же, при промежуточном этапе моделирования зазора; на фиг. 4 - то же, при окончательном этапе моделирования зазо- -. ра; на фиг. 5 - принципиальная схема установки для реализации способа при обработке щетками; на Аиг. 6 - то же, при обработке объемным копиром; на фиг. 7 - схема построения кривой для управляющей программы ЧПУ.
Установка для моделирования износа (фиг.5) путем обработки щетками Содержит токарный станок 1, на патроне 2 которого крепится деталь 3 узла компрессора. Вместо резцедержателя устанавливается приспособление 4. Шпиндель приспособления 4, на котором закреплена щетка 5 из маниль- ского каната, через ременную переда- чу 6 соединен с приводом 7.
ь
J
СО
оэ со
00
В процессе моделирования износа с использованием объемного копира (фиг.6) к детали 3 узла компрессора, закрепленной в патроне 2, подводится режущий инструмент 8, перемещение которого осуществляется от гидроцилиндра 9, связанного через блок 10 управления, щуп 11 с объемным копиром 12. Для удаления следов режущего инструмента 8 поверхность детали 3 в последующем обрабатывается щетками из манильского каната.
Для реализации способа после окончания периода приработки компрессора его разбирают. Осуществляют искусственное увеличение зазора в сопряжениях, например, механической обработкой при эквивалентном удалении материала с поверхностей деталей с сохранением приобретенных в процессе приработки оптимальных форм, шероховатости и физико-механических свойств поверхностей. В основу моделирования положена модель износа трущихся пар (фиг.1), где кривая 1 характеризует износ втулки, кривая 2 - износ вала; S - зазор в сопряжении. При сборке в сопряжениях получается монтажный зазор SH, который может изменяться в пределах, ограниченных чертежными размерами. Участок ОА характеризует период приработки. На этом этапе устанавливаются оптимальные шероховатость и отклонение формы сопрягаемых поверхностей. На участке АБ (период нормальной работы узла) условия трения стабилизируются и скорость износа становится постоянной, при этом приобретенные в процессе приработки оптимальные формы, шероховатость и физико-механические свойства поверхностей в дальнейшем остаются практически без изменения. Увеличивается лишь зазор в сопряжении S r :
Sg
S ,ji , где Sr - зазор, соответствующий окончанию периода приработки; Sj - промежуточный зазор, соответствующий периоду нормальной эксплуатации; S ,ц - предельно допустимый предполагаемый зазор.
Данный способ предполагает моделировать состояние узлов трения компрессора в разные эксплуатационные периоды времени, уточнить кривую износа пар трения и установить фактическую величину предполагаемого предельного ресурса компрессора.
5
0
5
0
5
0
5
0
5
Искусственное увеличение зазора можно проводить шлифованием щетками из манильского каната с подачей тонкой абразивной пасты в зону обработки; обработкой по объемному копиру с последующей доводкой щетками; обработкой по управляющей программе на станках с ЧПУ с последующей доводкой щетками; химическим и электрохимическим травлением и последующей доводкой щетками.
Для обработки поверхности детали методом обхода контура на станке с ЧПУ с системой автоматизированного программирования (САП) криволинейной поверхности, имеющей на любом отрезке очерка конечный радиус кривизны, можно с достаточной точностью аппроксимировать очерк такой кривой серией сопрягаемых дуг окружностей.
Для получения данных, необходимых при разработке управляющей программы для обработки, поступают следующим образом.
Примерно середину очерка поверхности выбирают в качестве начала координатных осей У-У (фиг.7), Расположение этих осей должно быть увязано с базовыми линиями или поверхностями обрабатываемой детали. Это нужно для фиксации точки исходного положения инструмента. Через начало координат проводят серию прямых (ПР01, ПР02, ПРОЗ и т.д.), рассекающих очерк на ряд небольших отрезков, обозначаемых КР01, КР02, КРОЗ и т.д. Координаты точек, лежащие на очерке, вычисляют по программе на ЭВМ. После составления управляющей программы производится обработка поверхности детали на станке с ЧПУ с последующей доводкой щетками из манильского каната.
Криволинейную поверхность детали можно получить используя методы химического и электрохимического травления, т е. разрушения поверхностных слоев обрабатываемого материала, проводимого с целью обеспечения заданных требований геометрии и размеров обрабатываемой детали. При сплошном травлении происходит равномерный съем металла со всей поверхности заготовки. После травления производят доводку поверхности щетками из манильского каната.
Предложенный способ испытаний на износостойкость позволяет значительно сократить сроки испытаний, установить фактический ресурс и повысить достоверность результатов.
Ф
и я
ормула изобретен 1. Способ ускорения ресурсных испытаний компрессоров на износостойкость, включающий работу компрессора по циклу газовое кольцо с достижением заданных параметров в режиме пуск - остановка и моделирование износа пар трения путем искусственного увеличения зазора, отличающийся тем, что, с целью повышения достовер- ности, точности и сокращения продолжительности испытаний с сохранением реальной картины процесса износа, после окончания приработки и установления постоянной скорости износа ком- прессор демонтируют, определяют предполагаемые предельные величины изно- сов каждой пары трения компрессора, проводят моделирование износа этих пар трения до предельной величины с сохранением приобретенных после приработки оптимальных форм, шероховатости и физико-механических свойств поверхностей, после чего производят
10
15 20
25
монтаж компрессора и продолжают его испытания до наступления отказа,
2.Способ поп.1,отличаю- щ и и с я тем, что моделирование пар трения осуществляют шлифованием щетками из непроволочных материалов с подачей тонкой абразивной пасты в зону обработки.
3.Способ поп.1, отличающийся тем, что моделирование износа пар трения осуществляют по объемному копиру с последующей доводкой щетками.
4.Способ по п.1, отличающийся, тем, что моделирование износа пар трения осуществляют по управляющей программе на станках с ЧПУ с последующей доводкой щетками.
5.Способ по п.1, отличающий с я тем, что моделирование износа пар трения осуществляют химическим травлением с последующей доводкой щетками.
6.Способ поп.1, отличающийся тем, что моделирование износа пар трения осуществляют электрохимическим травлением с последующей доводкой щетками.


| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ | 2002 |
|
RU2220821C1 |
| СПОСОБ КОМБИНИРОВАННОГО УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2001 |
|
RU2203173C2 |
| СПОСОБ ПРИРАБОТКИ ЧЕРВЯЧНЫХ ПЕРЕДАЧ | 2017 |
|
RU2651398C1 |
| СПОСОБ НАНЕСЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ ИЗ ПЛАСТИЧНЫХ МЕТАЛЛОВ НА ПОВЕРХНОСТИ ДЕТАЛЕЙ | 2013 |
|
RU2539748C1 |
| Состав соляной ванны для химико-термической обработки стальных изделий | 1990 |
|
SU1717671A1 |
| СПОСОБ ОБРАЗОВАНИЯ ЗАЩИТНОГО ПОКРЫТИЯ, ИЗБИРАТЕЛЬНО КОМПЕНСИРУЮЩЕГО ИЗНОС ПОВЕРХНОСТЕЙ ТРЕНИЯ И КОНТАКТА ДЕТАЛЕЙ МАШИН | 1998 |
|
RU2135638C1 |
| Способ электрохимико-механической приработки коренных шеек коленчатого вала | 2018 |
|
RU2690133C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2004 |
|
RU2271910C1 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ | 1997 |
|
RU2123030C1 |
| Способ ультразвуковой механической обработки | 1982 |
|
SU1068236A1 |
Изобретение позволяет повысить достоверность, точность и сократить продолжительность испытаний с сохранением реальной картины процесса износа компрессоров (К). К включают в работу по циклу газовое кольцо с достижением заданных параметров в режиме пуск-остановка и моделируют износ пар трения путем искусственного увеличения зазора. После окончания приработки и установления постоянной скорости износа К демонтируют, определяют предполагаемые предельные величины износа пар трения (ИПТ) К. Проводят моделирование ИПТ до предельной величины с сохранением после приработки оптимальных форм шероховатости и физико-механических св-в поверхностей. После этого производят монтаж К и продолжают его испытания до наступления отказа. Моделирование ИПТ м.б. осуществлено шлифованием щетками, химическим или электрохимическим травлением с последующей доводкой щетками. 5 з.п. ф-лы, 7 ил.
фиг.1
оо
CTi
VO Оч
фиг. 6
PЈlttfcb6
/tPOfV HP07
фиг 7
Составитель З.Пимахова Редактор М.Келемеш Техред Л.Сердюкова
Заказ 2522/35
Тираж 523
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
1
8
JJ
Корректор В.Гирняк
Подписное
| Милованов В.И | |||
| Повышение долговечности малых холодильных компрессоров | |||
| М | |||
| : Пищевая промышленность, 1980. |
