Известные машины для .разметки листового проката не позволяют механизировать все операции разметки листа, не надежны в работе, имеют низкую пропускную способность, а также требуют применения дефицитных красок для нанесения линии обреза.
Предлагаемая машина для разметки листового проката отличается от известных тем что для обеспечения качественной разметки и раскроя листового проката и упрощения конструкции разметочных головок нанесение линии обреза осуществляют подачей струи распыленной мс,товой эмульсии сжатым воздухом через щель, окаймленную буртом, с применением двух разметочных узлов. Головки узлов имеют по одной продольной и одной поперечпой щели, расположенных перпендикулярно друг к другу.
Предлагаемая разметочная машина обеспечивает высокую производительность, соответствующую темпам прокатки на стане, полную механизацию разметки листов и надежна в работе. Меловая эмульсия является более дешевой, чем применяемая краска, а также более безопасной.
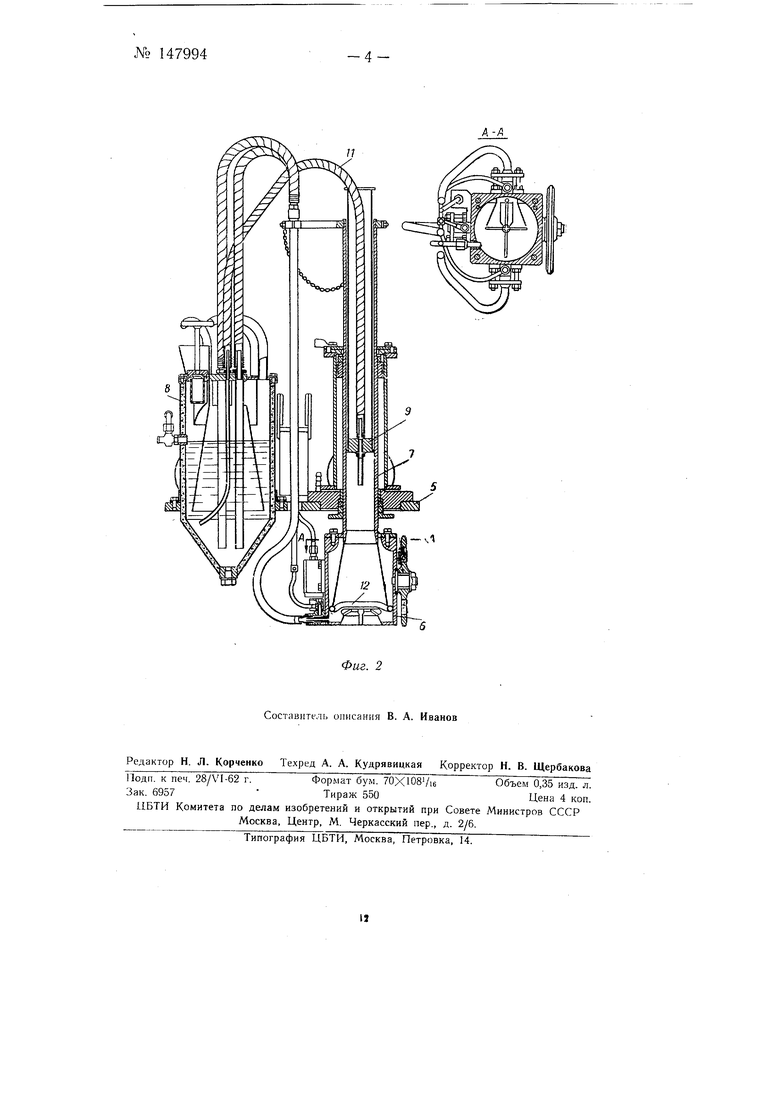
На фиг. 1 показана предлагаемая машина, в двух проекциях; на фиг. 2 дан разметочный узел, общий вид и разрез по А-А.
Машина для разметки листа проката имеет приводную тележку /. Па тележке смонтированы пульт управления, сиденье для машинистаразметчика, панель для электрооборудования и привод 2 перемешення установки 3 разметочных узлов, которая состоит из консольной рамы, двух разметочных узлов имеющих вертикальный ход до 300 мм указателя ширины раздвижения разметочных узлов, а также привода с меХсНизмом перемещения кареток разметочных узлов.
Установка 3 разметочных узлов помещается на специальных направляющих роликах-катках направляющей обоймы 4. Она имеет свободный ход в поперечном направлении на 360-400 мм, благодаря че№ 147994-2му смещать в этом направлении настроенные на определенную ширину разметочные узлы вместе с консольной рамой.
Разметочный узел (см. фиг. 2) состоит из каретки 5, разметочной головки 6, вертикального пневматического цилиндра 7, бака 8 для меловой эмульсии и распылителя 9. Разметочная головка имеет три инжектора один пневматический цилиндр для закрывания и открывания дроссельной заслонки и дроссельную заслонку. В днище головки находится продольная щель, окаймленная буртом, и поперечная щель, также окаймленная буртом и расположенная перпендикулярно первой щели.
Разметочный узел имеет специальный коллектор для промывки водой днища головки от осадков меловой эмульсии. Бак 8 снабжен отражателями, предотвращающими выброс меловой эмульсии через сбросные трубки во время работы. Машина для разметки листового проката свободно устанавливается на направляющие рельсы 10, расположенные вдоль рольганга с одной его стороны. По гибкому щлангу от цеховой магистрали к машине подводится сжатый воздух (4-5 ати), а по гибкому кабелю - электропитание.
Работает машина следующим образом. Размечаемый лист подается рольгангом на разметочную площадку и направляется манипуляторами так, что его условная продольная ось располагается параллельно оси рольганга. Механизмом поперечного перемещения кареток разметочных узлов устанавливают разметочные узлы своими головками на необходимую ширину.
Во время настройки машины распылители разметочных узлов должны быть выключены, а поперечная щель перекрыта дроссельной заслонкой.
После настройки машины при одновременном включении механизма продольного перемещения машины, распылителей, инжекторов отсоса и опускании разметочных головок на лист начинается разметкя последнего путе.м нанесения на нем меловой эмульсией продольных линий обреза и поперечных отсечек.
Меловая эмульсия, залитая в бак 8 распылителем 9, к которому по щлангу // от магистрали подводится сжатый воздух, отсасывается благодаря инжекции из бака. При выходе из ра-спылителя меловая эмульсия .мелкораспыленной струей направляется к днищу головки, то есть к щелям. У днища струя эмульсии разделяется буртом 12. Часть эмульсии, прошедшая через Н1ель, наносит на листе ясную, четкую шириной 2-3 Льн линию обреза.
Предмет изобретения
Машина для разметки листового проката, отличающая с я тем, что, с целью обеспечения качественной разметки и раскроя листового проката -и упрощения конструкции разметочных головок, нанесение линии обреза осуществляют подачей струи распыленной меловой эмульсии сжатым воздухом через щель, окаймленную буртом с применением двух разметочных узлов, головки которых имеют по одной продольной щели и одной поперечной щели, расположенных перпендикулярно друг к другу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ разметки горячего и холодного листового проката и устройство для его осуществления | 1958 |
|
SU121140A1 |
| Машина для клеймения листового проката | 1959 |
|
SU139645A1 |
| Способ замены фурм и сопел фурменного прибора на ходу доменной печи Жуковца И.П | 1961 |
|
SU145899A1 |
| Способ разделения листового проката и установка для его осуществления | 1983 |
|
SU1373305A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАРТИЙ ГОРЯЧЕКАТАНОГО ЛИСТА | 2010 |
|
RU2405639C1 |
| Устройство для разметки листов в линии проката | 1960 |
|
SU141469A1 |
| Устройство для охлаждения листового проката | 1978 |
|
SU740328A1 |
| Установка для резки непрерывно движущегося листового материала | 1971 |
|
SU506275A3 |
| ЛИНИЯ ДЛЯ РАСКРОЯ ДВИЖУЩЕГОСЯ ЛИСТОВОГО ПРОКАТА | 1990 |
|
RU2047427C1 |
| Установка для раскроя ленты стекла на форманты | 1976 |
|
SU596554A1 |