Изобретение относится к металлургии, в частности к листопрокатному производству, и может быть использовано при получении готового проката в листах и рулонах.
Известна линия для раскроя движущегося листового проката, содержащая разматыватель, подающее устройство, гильотинные ножницы поперечной резки, стыкосварочную машину, установленную за гильотинными ножницами, дрессировочный стан, имеющий по меньшей мере одну дрессировочную клеть, и основное наматывающее устройство со съемником-распределителем.
Недостаток известной линии для раскроя движущегося листового проката невысокие производительность и технологические возможности.
Техническим результатом изобретения является повышение производительности и расширение технологических возможностей.
Указанный технический результат достигается тем, что линия для раскроя движущегося листового проката, содержащая разматыватель, подающее устройство, гильотинные ножницы поперечной резки, стыкосварочную машину, установленную за гильотинными ножницами, дрессировочный стан, имеющий по меньшей мере одну дрессировочную клеть, и основное наматывающее устройство со съемником-распределителем, снабжена дисковыми ножницами продольной резки, установленными на выходе дрессировочного стана, дополнительным наматывающим устройством с индивидуальным съемником-распределителем, агрегатом продольной резки, включающим подающее устройство, гильотинные ножницы, стыкосварочную машину, натяжное устройство, дисковые ножницы и наматывающее устройство, и агpегатом поперечной резки, включающим подающее устройство, гильотинные ножницы, стыкосварочную машину, натяжное устройство, ножницы поперечной резки и стапелирующее устройство, при этом съемники-распределители установлены с возможностью взаимодействия с агрегатами продольной и поперечной резки.
На чертеже изображена линия для раскроя листового проката.
Линия для раскроя движущегося листового проката содержит разматыватель 1, устройство для подачи проката с приводным роликом 2, агрегат 3 раскроя проката на полосы, наматывающее устройство 4, установленное после агрегата раскроя, правильную машину 5 и подающее устройство, установленное после наматывающего устройства 6 перед гильотинными ножницами 7.
Линия также снабжена стыкосварочной машиной 8, дрессировочной клетью 9, установленными между разматывателем 10 и основными дисковыми ножницами 11 раскроя проката на полосы, дополнительными моталками 12 и устройством 13 для смотки кромочной обрезки, установленными между основными дисковыми ножницами и ножницами поперечной резки 14, каждая дополнительная моталка оборудована съемником-распределителем 15, причем один съемник-распределитель установлен перед дополнительными дисковыми ножницами продольной резки проката.
Непрерывная гибкая линия отделки полосы работает следующим образом.
Рулоны проката краном подаются к разматывателю 1 (в устройстве два аналогичных разматывателя) и устанавливаются последовательно по одному на барабан свободного от рулона разматывателя. Закрепленный на разматывателе рулон поворачивается и его передний конец задается в правильную машину 5, которая выравнивает передний конец полосы и подает ее к гильотинным ножницами 7, которые обрезают дефектную часть полосы и подготавливают концы к сварке стыкосварочной машиной 8. Обрезанные дефектные концы направляются в карман для обрези. После сварки полоса направляется в дрессировочную клеть 9. После дрессировки полоса поступает к летучим дисковым ножницами 11, которые обрезают у исходной полосы боковые дефектные кромки и распускают (разрезают) полосу на две части (полосы) листовую, в дальнейшем из нее получают листы, и рулонную, в дальнейшем из нее получают рулоны заказного размера. Дефектная кромка направляется на кромкомоталку, откуда она удаляется на переплавку. Листовую часть (полоса) направляется на втоpую моталку 12, где также сматывается в рулон. Рулонная полоса (часть) направляется на вторую моталку 12, где также сматывается в рулон. После намотки рулона необходимого размера соответственно на каждой моталке, съемником-распределителем 15 рулоны от моталок транспортируются каждый к соответствующему агрегату (модулю). Листовая полоса (рулон) направляется к агрегату 16 для поперечной резки полосы на листы. Рулонная полоса (рулон) направляется к агрегату 17 для продольной резки полосы на рулоны товарного (заказного) размера. Поперечный 16 и продольный 17 агрегаты (модули) показаны схематически более подробно для лучшего понимания технологического процесса получения готового проката в листах и рулонах.
Преимущество предлагаемого агрегата заключается в том, что агрегат (линия) позволяет обрабатывать исходную полосу в основном только максимальной ширины на 10-15% шире, чем на известных устройствах. Например, для известных агрегатов около 1500 мм, а на предлагаемом 1800 мм. Устройство с таким расположением (последовательностью) оборудования позволяет параллельно получать готовый прокат в листах и рулонах.
Таким образом, состав и последовательность оборудования, содержащегося в предлагаемой линии, позволяют обрабатывать исходную полосу только максимальной ширины и, следовательно, получить максимальную производительность агрегата, так как две дефектные кромки обрезаются только у исходной полосы, а исходная полоса распускается на две полосы листовую и рулонную и при этом сокращается (вместо четырех только две) количество обрезаемых кромок при получении готового в листах и рулонах. Кроме того, предлагаемая линия позволяет уменьшить отходы металла в обрезь (брак) за счет сокращения обрезки дефектных передних и задних концов полос, что также позволяет увеличить производительность линии в листах и рулонах по сравнению с известным устройством.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки горячекатаной полосы из углеродистых сталей в непрерывно-травильном агрегате | 1981 |
|
SU1018985A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ПОЛОСЫ ОТ НЕПРЕРЫВНОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ К МОТАЛКАМ | 1996 |
|
RU2094138C1 |
| ГИЛЬОТИННЫЕ НОЖНИЦЫ | 1995 |
|
RU2071876C1 |
| Устройство для травления прокатанной стальной полосы и листа | 1961 |
|
SU143295A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ ПОЛОСОВОЙ СТАЛИ | 1999 |
|
RU2147943C1 |
| УСТРОЙСТВО ДЛЯ СМОТКИ В РУЛОНЫ ПОЛОСОВОЙ СТАЛИ | 1994 |
|
RU2082518C1 |
| РОЛИКОВОЕ ЦЕНТРИРУЮЩЕЕ УСТРОЙСТВО | 1992 |
|
RU2010639C1 |
| Агрегат для резки стальных полос | 1981 |
|
SU1030107A1 |
Использование: в металлургии, в частности в листопрокатном производстве, и может быть использовано при получении готового проката в листах и рулонах. Сущность изобретения: линия для раскроя движущегося листового проката содержит разматыватель, правильную машину, гильотинные ножницы, сварочную машину, дрессировочный стан, летучие дисковые ножницы продольной резки и дополнительную моталку со съемниками, взаимодействующими соответственно с агрегатом поперечной и агрегатом продольной резки полосы. Полоса в рулоне подается к разматывателю, передний конец полосы разматывателем подается к правильной машине, выправленный конец, его дефектная часть, обрезается гильотинными ножницами. Концы смежных полос свариваются стыкосварочной машиной и полоса направляется в дрессировочный стан. После дрессировки исходная полоса распускается на полосы "рулонную" и "листовую" дисковыми ножницами, каждая из двух разрезанных полос сматывается соответственно своей моталкой в рулон. Боковые кромки убираются бракомоталкой. Рулоны снимаются с моталок съемниками, которые соответственно направляют их на агрегат продольной и агрегат поперечной резки. С агрегата поперечной резки получают готовый прокат в листах, а с агрегата продольной резки получают готовый прокат в рулонах. 1 ил.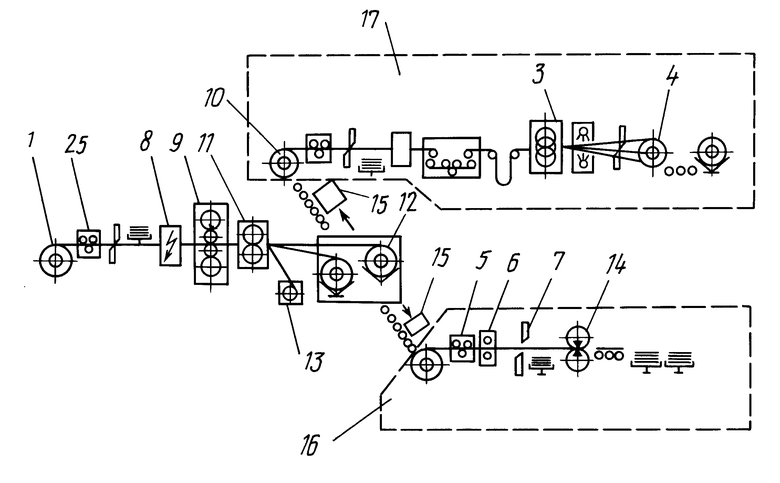
ЛИНИЯ ДЛЯ РАСКРОЯ ДВИЖУЩЕГОСЯ ЛИСТОВОГО ПРОКАТА, содержащая разматыватель, подающее устройство, гильотинные ножницы поперечной резки, стыкосварочную машину, установленную за гильотинными ножницами, дрессировочный стан, имеющий по меньшей мере одну дрессировочную клеть, и основное наматывающее устройство со съемником-распределителем, отличающаяся тем, что, с целью повышения производительности и расширения технологических возможностей, она снабжена дисковыми ножницами продольной резки, установленными на выходе дрессировочного стана, дополнительным наматывающим устройством с индивидуальным съемником-распределителем, агрегатом продольной резки и агрегатом поперечной резки, при этом съемники-распределители установлены с возможностью взаимодействия с агрегатами продольной и поперечной резки.
| Экспресс информация | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
