Изобретение относится к области измерительной техники и может использовано для контроля дефект9В обработки поверхностей.
Цель изобретения - улучшение линейной разрешающей способности.
Сущность способа состоит в реконструкции двумерной функции распределения коэффициента зеркального отражения по совокупности линейных рефлексов, полученных при различных положениях образца относительно рентгеновского пучка. Это достигается за счет усреднения фазовых соотношений между излучением от отдельных микроучастков поверхности и усреднения по углу скольжения рентгеновского пучка и по дозе облучения поверхности образца.
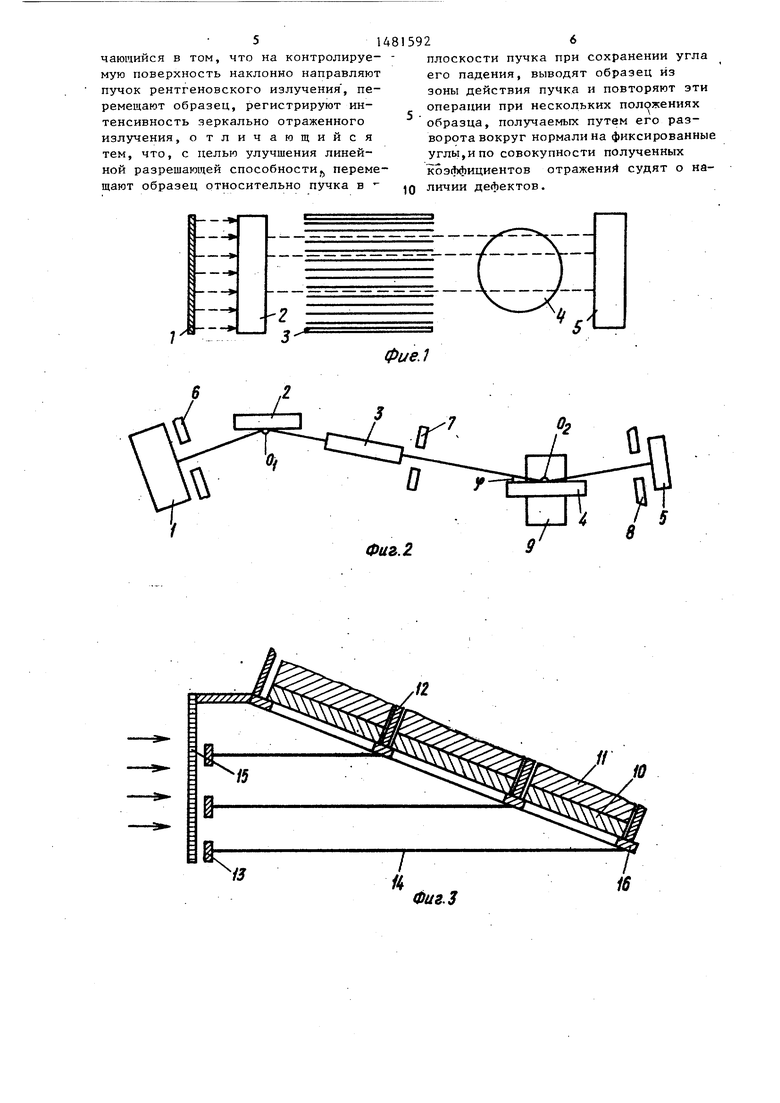
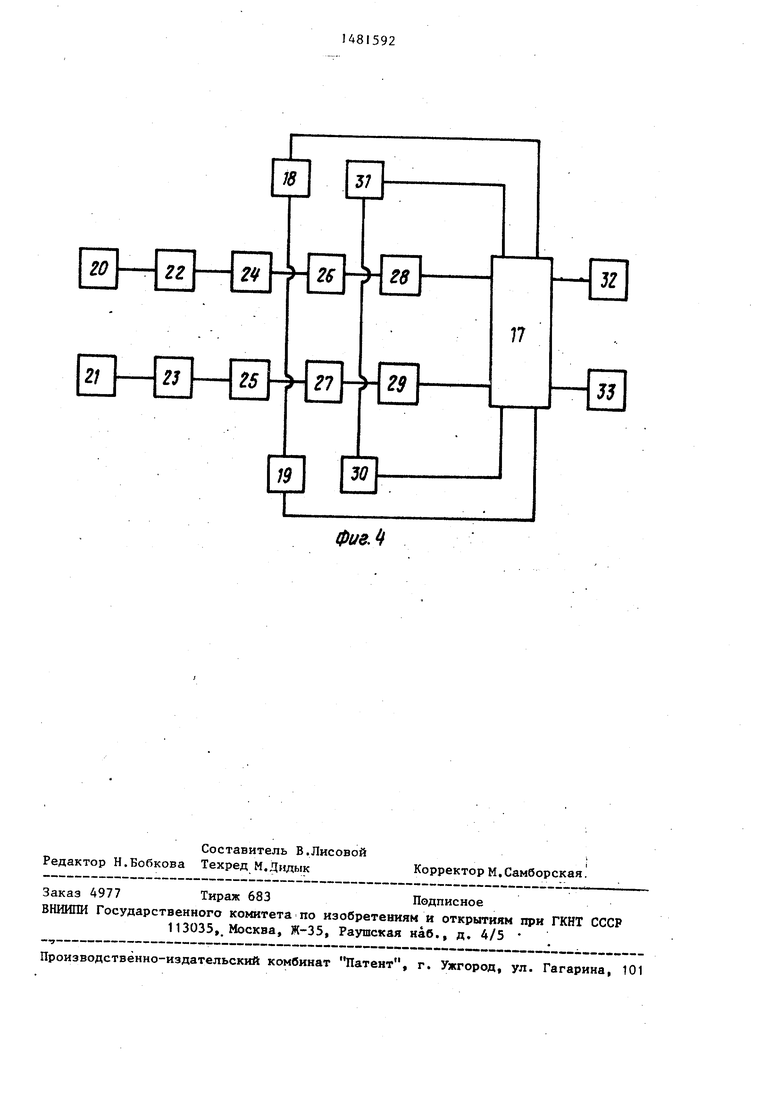
На фиг.1 приведена схема устройства для реализации способа с OCHOB-I ными функциональными элементами вид в плоскости падения рентгеновского пучка; на фиг.2 - то же, вид в плоскости образца; на фиг.З - часть блока детектирования с коллимационной системой; на фиг.4 - электрическая блок-схема системы управления и обработки данных.
Устройство для реализации способа содержит источник 1, создающий расходящийся полихроматический поток рентгеновского излучения, кристаллмо- нохроматор 2, коллиматор 3, Лорми4-
00
N-
ел
со ю
3148
рующий монохроматизированный пучок,
направленный на образец 4, блок 5 детектирования , обеспечивающий одновременную регистрацию N пучков (N 50) рентгеновского излучения. П ели 6-8 служат для ограничения угловой расходимости пучка в плоскости падения. С помощью механизма 9 сканирования осуществляются шаговый поворот образ- ца 4 относительно нормали к его поверхности и линейные перемещения параллельно нормали к контролируемой поверхности. Изменения углов сколь жения рентгеновского пучка относитель но поверхности кристаллмонохроматора 2 и образца 4 производится путем поворота соответствующих элементов вокруг осей 0« и Ое. Направление распространения рентгеновского пуч- ка показано штриховой линией.
Блок 5 детектирования (фиг.З) содержит набор сцинтилляционных крис- таллов 10, установленных в плоскости, составляющей угол 3- 6 с направ- лением рентгеновского пучка, набор светопроводящих элементов I1, контактирующих с сцинтилляционными кристаллами 10 и ЭУ, светозащитные экраны 12. ФЭУ, входящие в состав блока 5 детектирования, показаны в качестве начальных элементов электронного тракта усиления (фиг.4). Перед сцинтилляционными кристаллами установлена коллимационная система, содержащая щеле- и каналообразующие экраны 13 и 14. Объем между каналами откачен и герметизирован с помощью бериллиевой пластины 15. Кристалл 10 и экраны 12 и 14 закреплены на сетчатой опоре 16.
В исходном положении блок 5 детектирования с ограничивающей щелью 8 шириной не более половины пространственной полуширины сечения пучка установлен под заданный угол, равный удвоенному углу скольжения ( . Вращением образца 4 вокруг оси 02 добиваются получения максимальной величины сигнала, регистрируемой блоком 5 детектирования, что соответствует установке образца в отражающее положение. Найденное положение фиксируют, увеличивают ширину щели до величины, обеспечивающей регист- рацию зеркально отраженного излучения от всех облучаемых участков контролируемой поверхности1 и выводят поверхность из рентгеновского пучка.
g 5 ) 0
5 0 0
0
Процесс дальнейших измерений управляется ЭВМ 17 (фиг.4). Команда начала измерений подается на таймер 18 и на электропривод J 9 механизма линейного сканирования, обеспечивающий проведение контролируемой поверхности через сечение рентгеновского пучка с постоянной скоростью в направлении, лежащем в плоскости поверхности образца.
Поступающие в процессе линейного сканирования импульсные оптические сигналы от сцинтилляционных кристаллов 10 преобразуются в электрические и последовательно усиливаются с помощью ФЭУ 20 и 21, предусилителей 22 я 23 я усилителей 24 и 25 и затем селектируются по амплитуде дискриминаторами 26 и 27 и по каждому каналу суммируются электронными счетчиками 28 и 29. После окончания заданного времени сканирования таймером 18 выдаются сигналы, поступающие на электропривод 19, электронные счетчики 28 и 29, электропривод 30 механизма углового сканирования и ЭВМ 17. При этом соответственно производится отключение электропривода 19, запираются входы электронных счетчиков 28 и 29, начинается угловое сканирование образца относительно нормали к поверхности и введение в память ЭВМ 17 результатов счета числа импульсов во всех каналах измерения . После поворота на заданный угол гониометром 31 выдаются сигналы, поступающие на электропривод 30 и ЭВМ 17, производится отключение . электропривода 30 и выдается команда начала измерений, поступающая на электропривод 19 и электронные счетчики 28 и 29. По окончании М-го цикла измерений из ЭВМ 17 на электроприводы 30 и 19 подается.команда остановки, производится математическая обработка полученных данных, результаты которой выводятся на досплей 32 или цифропечатающее устройство 33.
Способ может быть реализован на базе серийно выпускаемого рентгеновского оборудования и мини-ЭВМ.
Предлагаемый способ позволяет улучшить линейную разрешающую способность измерений и повысить достоверность и экспрессность контроля. Ф.ормула изобретен ия
Способ контроля дефектов обработки поверхности образца, заклю5148
чающийся в том, что на контролируе- - мую поверхность наклонно направляют пучок рентгеновского излучения, перемещают образец, регистрируют интенсивность зеркально отраженного излучения, отличающийся тем, что, с целью улучшения линейной разрешающей способности,, перемещают образец относительно пучка в
26
плоскости пучка при сохранении угла его падения, выводят образец из зоны действия пучка и повторяют эти операции при нескольких положениях образца, получаемых путем его разворота вокруг нормали на фиксированные углы,и по совокупности полученных коэффициентов отражения судят о наличии дефектов.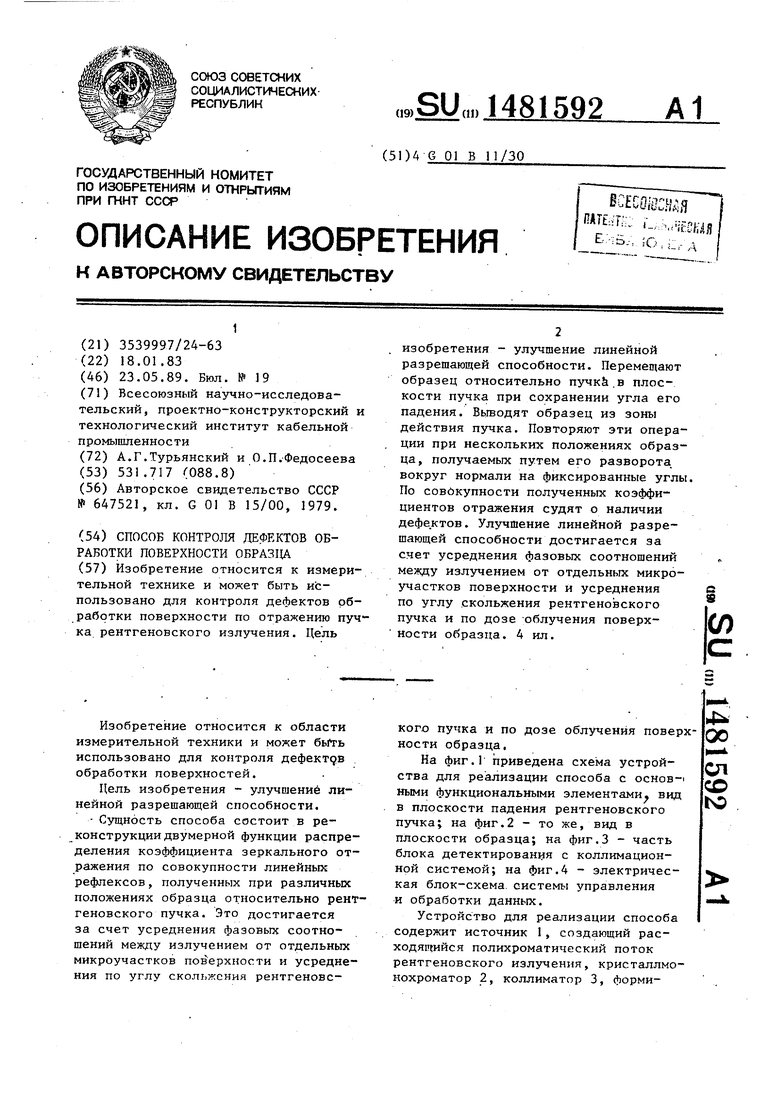

| название | год | авторы | номер документа |
|---|---|---|---|
| РЕНТГЕНОВСКИЙ РЕФЛЕКТОМЕТР | 1999 |
|
RU2176776C2 |
| Устройство для контроля ориентации слитков монокристаллов | 1990 |
|
SU1768041A3 |
| РЕНТГЕНОВСКИЙ РЕФЛЕКТОМЕТР | 1999 |
|
RU2166184C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СТЕПЕНИ РАЗРУШЕНИЯ КРИСТАЛЛИЧЕСКОЙ СТРУКТУРЫ ОБРАЗЦА В ПРОЦЕССЕ ЕГО ОБЛУЧЕНИЯ УСКОРЕННЫМИ ЧАСТИЦАМИ | 2021 |
|
RU2792256C1 |
| РЕНТГЕНОВСКИЙ СПЕКТРОМЕТР | 2015 |
|
RU2611726C1 |
| СПОСОБ КОНТРОЛЯ ПАРАМЕТРОВ ПЛЕНОЧНОГО ПОКРЫТИЯ В ПРОЦЕССЕ ИЗМЕНЕНИЯ ТОЛЩИНЫ ПЛЕНКИ НА ПОДЛОЖКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2087861C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОИСХОЖДЕНИЯ МИКРООБЛОМКОВ КИМБЕРЛИТОВ | 2019 |
|
RU2720477C1 |
| СКАНИРУЮЩИЙ РЕНТГЕНОВСКИЙ МИКРОСКОП С ЛИНЕЙЧАТЫМ РАСТРОМ | 1991 |
|
RU2014651C1 |
| Способ контроля структуры материалов | 1989 |
|
SU1728744A1 |
| РЕНТГЕНОВСКИЙ РЕФЛЕКТОМЕТР | 1998 |
|
RU2129698C1 |
Изобретение относится к измерительной технике и может быть использовано для контроля дефектов обработки поверхности по отражению пучка рентгеновского излучения. Цель изобретения - улучшение линейной разрешающей способности. Перемещают образец относительно пучка в плоскости пучка при сохранении угла его падения. Выводят образец из зоны действия пучка. Повторяют эти операции при нескольких положениях образца, получаемых путем его разворота вокруг нормали на фиксированные углы. По совокупности полученных коэффициентов отражения судят о наличии дефектов. Улучшение линейной разрешающей способности достигается за счет усреднения фазовых соотношений между излучением от отдельных микроучастков поверхности и усреднения по углу скольжения рентгеновского пучка и по дозе облучения поверхности образца. 4 ил.
-г з
фие.1
Фиг. 2
12
ft
Ю
Фиг.З
ФиеЛ
| Способ контроля качества обработки поверхности | 1976 |
|
SU647521A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
