Известны различные приборы для непрерывиого контроля калибра каландруемой ленты. Однако они не обеспечивают необходимой точности измерения.
Предлагаемое устройство для автоматического регулирования толщины резиновой ленты к универсальному каландру отличается от известных тем, что устройство снабжено индивидуальными датчиками для каждого технологического процесса, смонтированными в общем регулирующем блоке, в котором размещены мультивибратор, реле времени или пульс-пара для прерывистого ведения процесса регулирования. Устройство обеспечивает повыщение точности измерения.
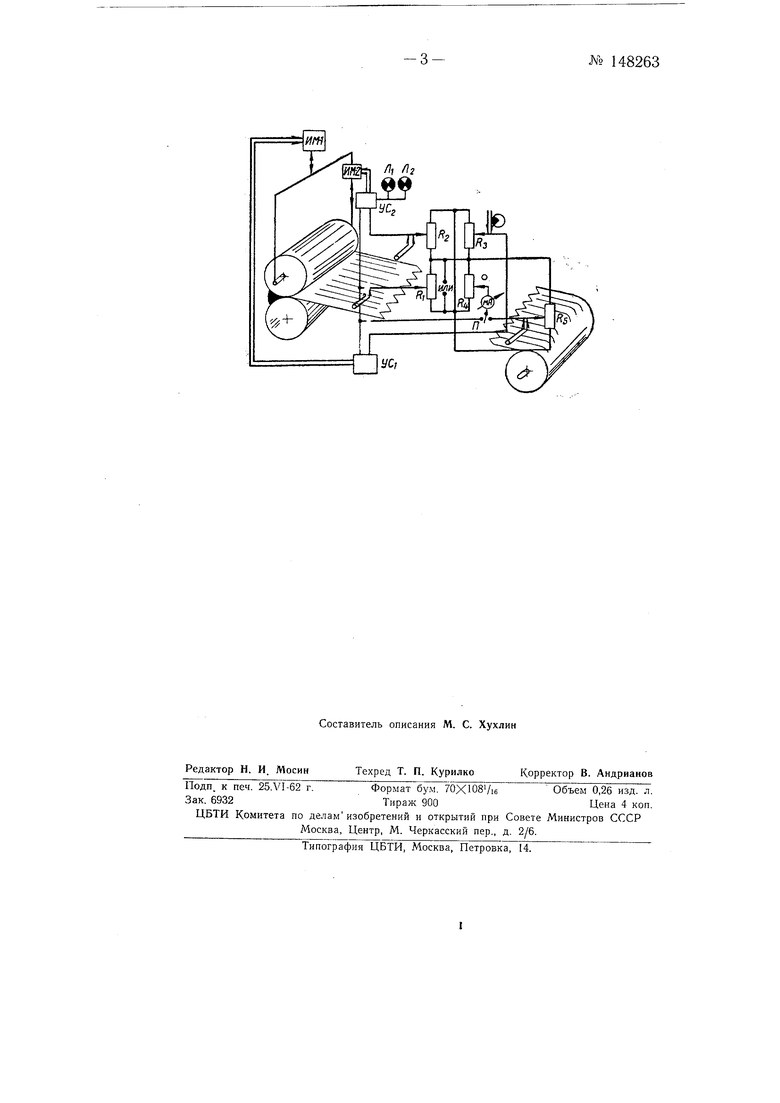
На чертеже показана схема предлагаемого устройства, которое имеет несколько каналов (по числу технологических режимов, налример, прокат резиновой ленты, обрезиненной ткани и т. п.).
Каждый канал имеет три датчика потенциометрического (реостатного) типа 1, RZ, Rs, задатчик толщины выпускаемой ленты RZ и потенциометр для подбора нуля при измерении толщины R. Кроме этого, имеются два усилителя УС и УСд, исполнительные механизмы ИМ- и ИМ-2, показывающий прибор .iA, а также сигнальные лампы Л и для индукции перекоса валков.
При использовании датчиков прямого касания необходимо принять меры для уменьщения погрешности от вдавливания контактирующего элемента в ленту. С этой целью датчики сконструированы с минимальным усилением прижима и вращающимся роликом с больщой поверхностью контактирования.
Сопротивления RI и образуют мостовую схемз Между их движками получается сигнал рассогласования, который зависит от положения датчика i и положения щкалы задатчика .
Установкой задатчика можно изменять толщину выпускаемой ленты.
№ 148263-2Поскольку резина в процессе охлаждения и перемотки меняет свою толщину, предусматривается контрольный датчик, устана вли1ваемый как можно ближе к месту сматывания ленты и показывающий толщину ленты с помощью прибора цЛ, включенного между движками сопротивления и и протрадуированного Б линейных единицах. Это позволяет корректировать толщину выпускаемой ленты с помощью задатчика з. Коррекция вводится вручную по -прибору iA.
С ПОМОЩЬЮ переключателя Я можно измерять толщину ленты « в месте установки датчика .
Такая же система применяется для всех подвижных валков каландра. Для разных видов работ, обычно имеющих разные технологические каналы, устанавливаются отдельные схемы, которые коммутируются на пульте управления (на чертеже не показаны).
На усилитель УС2 пода-ется сигнал переноса с движков JR и RzПри определенной разности толщины ленты «а краях срабатывает световая сигнализация /7i и Л2 (в зависимости от направления перекоса) и корректируется исполнительным механизмом ИМ-2.
В авязи с разными скоростями проката ленты на одном и том же каландре, а также для автоматизации каландра с нерегулируемыми скоростями подъема валков для повыщения устойчивости следящей системы применяется прерывистое регулирование с помощью специального коммутатора (например, мультивибратора).
Регулирование толщины лент позволяет получить однородность продукции, исключить брак и дает большую экономию за счет уменьшения расхода материалов.
Предмет изобретения
Устройство для автоматического регулирования толщины резиновой ленты к универсальному каландру, состоящее из датчиков прямого касания, несущих вращающиеся ролики, и регулирующего блока, отличающееся тем, что, с целью повыщения точности измерения, устройство снабжено индивидуальными датчиками для каждого технологического процесса, смонтированными в общем регулирующем блоке, В котором размещены мультивибратор, реле времени или пульс-пара для прерывистого ведения процесса регулирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования процесса обрезинивания корда и устройство для его осуществления | 1990 |
|
SU1757904A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЗИРУЮЩЕГО СЛОЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1992 |
|
RU2011532C1 |
| Устройство для регулирования толщины каландруемого слоистого материала | 1980 |
|
SU972480A1 |
| Устройство для регулирования толщины листового материала | 1978 |
|
SU742883A1 |
| МНОГОКАНАЛЬНЫЙ ПРОГРАММНЫЙ РЕГУЛЯТОР ТЕМПЕРАТУРЫ | 1965 |
|
SU174015A1 |
| Многоточечный электронный регулятор прерывистого действия | 1956 |
|
SU120563A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПРОТЕКТОРНЫХ ЗАГОТОВОК АВТОМОБИЛЬНЫХ ШИН И СПОСОБ НА ОСНОВЕ ЭТОГО УСТРОЙСТВА | 2008 |
|
RU2387544C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ПРОИЗВОДСТВУ ПОЛИМЕРНОЙ КРОВЕЛЬНОЙ ЧЕРЕПИЦЫ | 2011 |
|
RU2483873C1 |
| Программный регулятор температуры | 1978 |
|
SU809106A1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |