Фиг.1
Изобретение относится к изготовлению резиновых технических изделий и предназначено для изготовления эластичных матриц для формования тонких профильных резиновых изделий, в частности резинотканевых мембран с гофрами.
Цель изобретения - расширение эксплуатационных возможностей матриц за счет обеспечения возможности их использования для изготовления резиновых изделий прессованием при обеспечении высокого качества изделий.
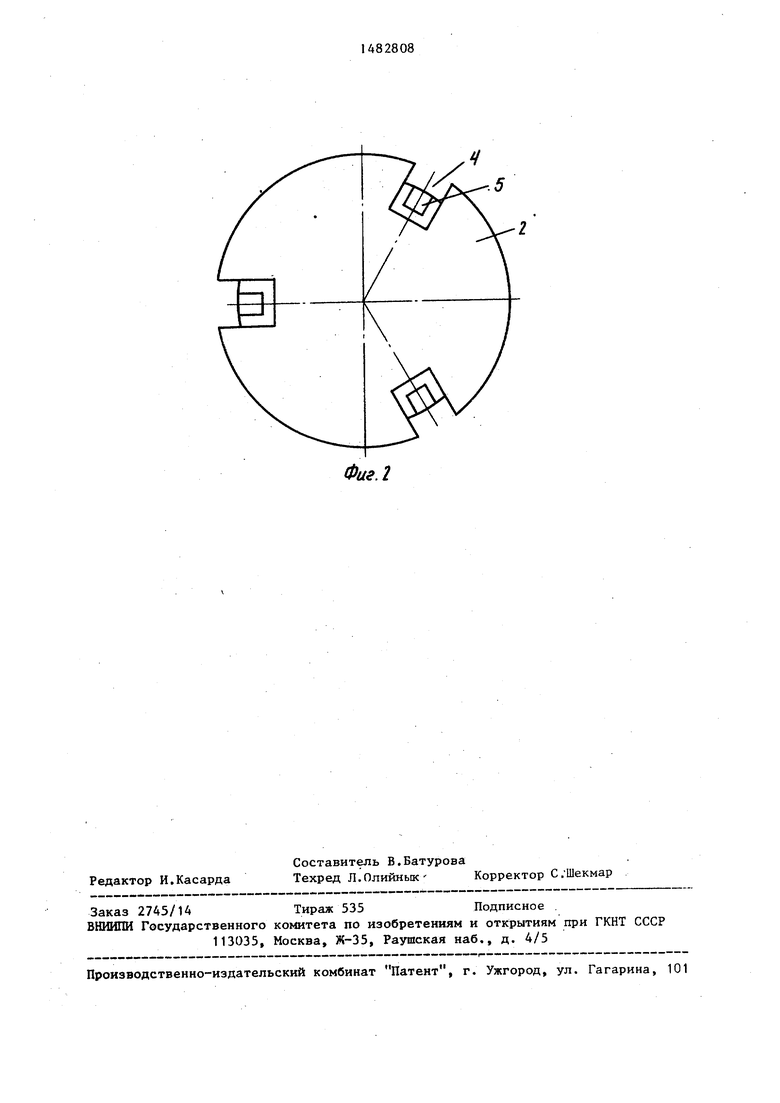
На фиг. 1 изображена пресс-форма для изготовления матрицы на фиг. 2 - то же, вид в плане.
Способ осуществляется следующим образом.
Металлическую обойму 1 пресс-формы для изготовления резиновых изделий, например мембран, смазывают изнутри антиадгезионной смазкой. Затем обойму 1 приблизительно на половину заполняют эластомером - сырой резиновой смесью высокой теплостойкости и устанавливают металлический пуансон 2, имеющий на формующей поверхности кольцевые выступы 3 для формования гофр (на фиг. 1 показан один выступ) и пазы 4. Пуансон 2 устанавливают так, чтобы ограничители 5 обоймы 1 не попали в пазы 4. Производят формование и вулканизацию резиновой матрицы 6 с образованием ее рабочей формообразующей поверхности 7, точно соответствующей по профилю поверхности металлического пуансона 2. Излишки резиновой смеси вытекают через вьшорные отверстия 8 обоймы 1. Матри цу 6 выполняют из материала, отвечающего следующему соотношению
130
г Ј2л$л -с Ил.м.
530,
где Тв.ф. - твердость по Шору А материала вулканизованной эластичной матрицы, уел. ед.;
Пл.м. - пластичность сырой резиновой смеси, используемой для изготовления изделий, усл. ед.
В полученной матрице 6 с помощью того же пуансона 2 изготавливают резинотканевые мембраны 9. Для этого в матрицу 6 укладывают резинотканевую заготовку тонкого профильного изделия - мембраны 9, выполненную в фор
0 5 0 с 0
5
0
5
ме круга, н устанавливают пуансон 2 таким образом, чтобы ограничители 5 проходили через пазы 4. После этого осуществляют формование и вулканизацию мембраны 9 в вулканизационном прессе. За счет предлагаемого сочетания пластических свойств сырой резиновой смеси, нанесенной на тканевую основу резинотканевой заготовки мембраны, и упругих свойств резиновой матрицы обеспечивается равнотолщин- ность мембран. При этом за счет формования мембран тем же пуансоном, что и формообразующую поверхность матрицы предотвращается смещение матрицы в процессе формования и вулканизации мембран и гарантируется заданная форма последних.
После того, как резиновая матрица износится, ее извлекают из обоймы и указанным образом формуют новую резиновую матрицу в той же обойме и тем же пуансоном. Затем формуют следующую партию мембран и далее цикл повторяют.
Для изготовления резиновых матриц могут быть использованы различные резиновые смеси, режим формования и вулканизации которых устанавливают в соответствии с основными параметрами формования и вулканизации изделий, за исключением времени вулканизации, которое составляет 15-30 мин.
Ходимость матрицы, полученной предлагаемым способом, по сравнению с известным способом увеличилась в 8-16 раз,
Примеры осуществления предлагаемого способа даны применительно к изготовлению матрицы для формования резинотканевых мембран с гофрами.
Пример 1. В пресс-форму с внутренним диаметром обоймы 1-80 мм и высотой выступа 3 на пуансоне 2 - 4,5 мм (фиг. 1) закладывают сырую резиновую смесь состава 3 (табл.1). Собранную форму устанавливают в вул- канизационный пресс и выдерживают при 160°С в течение 30 мин. После завершения процесса вулканизации резиновой матрицы 6 пресс-форму раскрывают и закладывают круглую заготовку мембраны 9 из ткани толщиной 0,2 мм на основе капрона арт. 56003. Ткань предварительно прорезинивают резиновой смесью состава 3 (табл. 2). Пресс- форму в сборе перемещают в пресс и при давлении 40 кгс/см2 и 160°С выдерживают 15 мин.
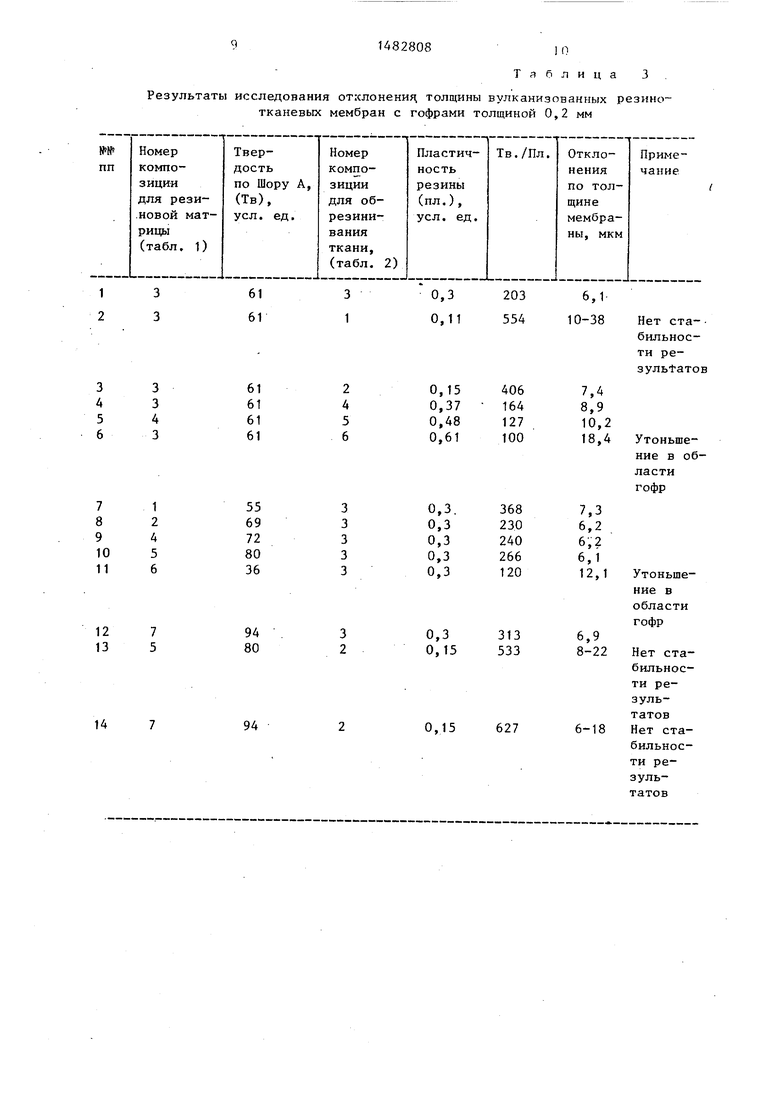
После этого пресс-форму раскрывают, извлекают свулканизованную мембрану 9 и прсле 24 ч проводят 15 измерений ее толщины на различных ради- усах и рассчитывают отклонения толщины от ее среднего значения, которые приведены в табл. 3, Для данного примера оно составляет 6,1 мкм. Отклонения толщины от ее среднего значения не превышают 20%. Для случаев, когда отклонения превышают указанный предел, в таблице приведены минимальные и максимальные значения отклонений (в мкм).
Примеры 2-14. Изготовление эластичной матрицы и вулканизация мембран проводятся аналогично примеру 1. Составы и свойства используемы материалов, а также результаты замеров готовых мембран показаны в табл. 1-3, пункты 2-14.
На основании анализа данных, представленных в табл. 3, можно сделать предположение,что при уменьшении величины отношения Тв/Пл менее 130 (что соответствует достаточно высокой пластичности эластомера мембранной ткани) происходит переформовка мембранной заготовки, чем обусловлены значительные отклонения по толщине тела мембраны (примеры 5, 6 11).
При увеличении величины отношения Тв/Пл выше 530 (что соответствует случаям малой пластичности покровной резиновой смеси мембранной ткани при значительной твердости резиновой матрицы) происходит значительный разброс отклонений по толщине мембраны, что связано с некоторой неравнотолщинностью исходных резинотканевых заготовок (примеры 2, 13, 14).
Таким образом, удовлетворительному качеству отвечают мембраны, если ма- |гериал, используемый для изготовления эластичной матрицы, удовлетворяет соотношению
130 ,
gA&i
Пл.м
530
Формула изобретения
Способ изготовления эластичных матриц для формования тонких профильных резиновых изделий, при котором в металлическую обойму формы для изготовления резиновых изделий помещают эластомерный материал, устанавливают металлический пуансон этой формы и производят формование матрицы с заданной формообразующей поверхностью и вулканизацию, отличающий- с я тем, что, с целью расширения эксплуатационных возможностей матриц при обеспечении высокого качества изделий, матрицу выполняют из материала, отвечающего соотношению
130
2лФ1 Пл.м.
г
530,
где Тв.ф. - твердость по Шору А материала вулканизованной эластичной матрицы, уел. ед.;
Пл.м. - пластичность невулканизованной резиновой смеси, используемой для изготовления изделий, усл. ед.
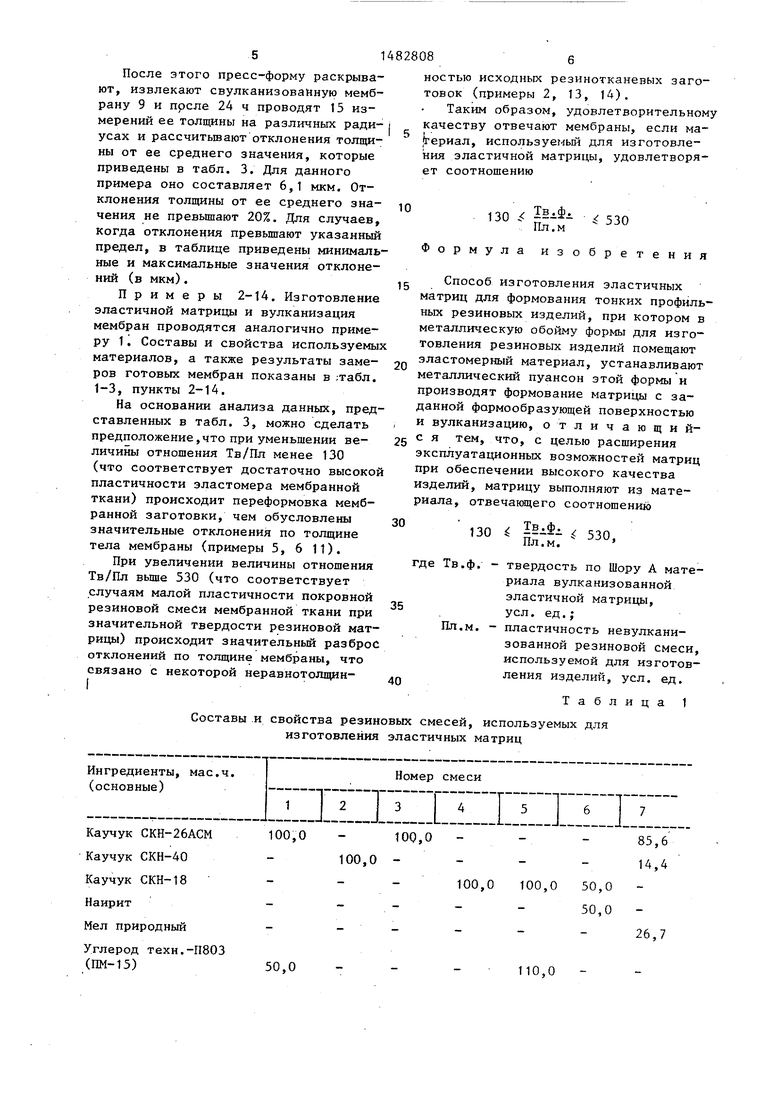
Таблица 1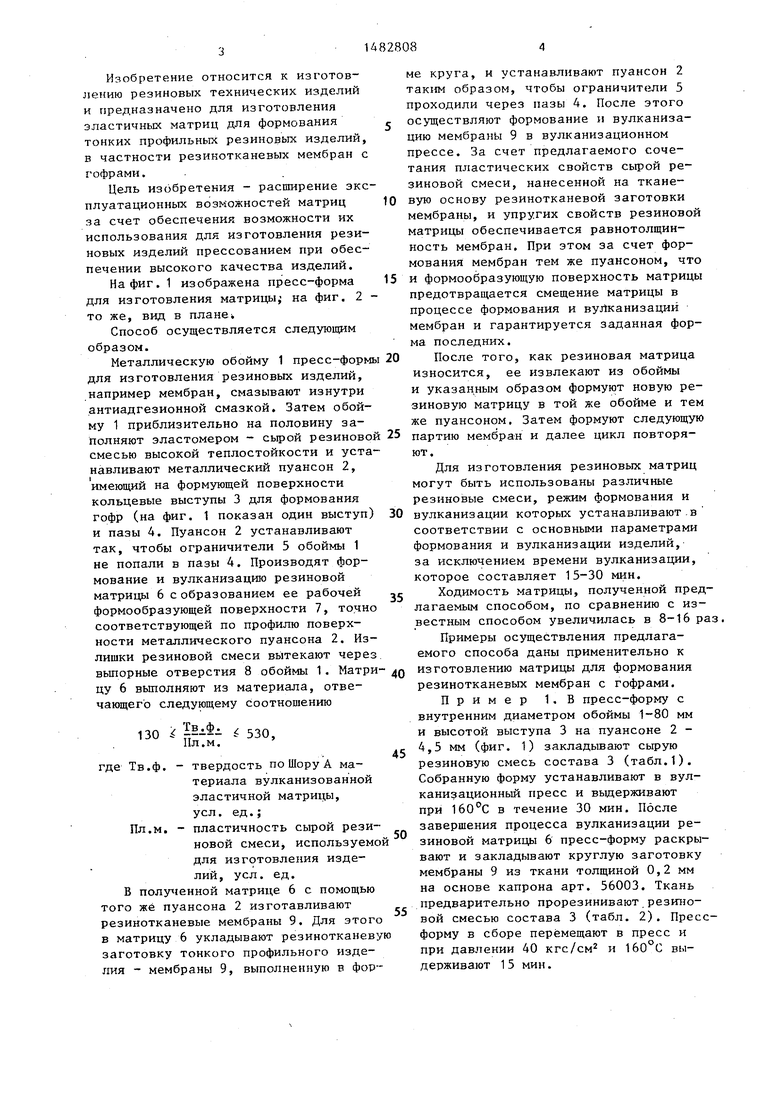
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления резинотканевых мембран | 1987 |
|
SU1497042A1 |
| Пресс-форма для изготовления изделий из полимерного материала с армирующей основой | 1986 |
|
SU1549765A1 |
| Пресс-форма для формования гофрированных резинотканевых мембран | 1988 |
|
SU1565708A1 |
| Пресс-форма для изготовления изделий из полимерного материала с армирующей основой | 1986 |
|
SU1509264A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ РЕЗИНОТКАНЕВЫХ МЕМБРАН И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2037423C1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЗИНОВО-ФТОРОПЛАСТОВОГО КОМБИНИРОВАННОГО УПЛОТНЕНИЯ | 2005 |
|
RU2308372C2 |
| СПОСОБ ПЕРЕРАБОТКИ ВУЛКАНИЗОВАННЫХ РЕЗИНОТКАНЕВЫХ ОТХОДОВ | 1991 |
|
RU2053117C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ ТРАВМАТИЧЕСКИХ МЕТАТЕЛЬНЫХ СНАРЯДОВ ОГНЕСТРЕЛЬНОГО ОРУЖИЯ | 2010 |
|
RU2444694C1 |
| Способ изготовления изделия сложной формы на основе гибридной композитной матрицы | 2017 |
|
RU2670869C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧЕХЛОВ | 2005 |
|
RU2300656C2 |
Изобретение относится к области изготовления резиновых технических изделий и предназначено для изготовления эластичных матриц для формования тонких профильных резиновых изделий, в частности, резнотканевых мембран с гофрами. Цель изобретения - расширение эксплуатационных возможностей матрицы при обеспечении высокого качества изделий. Для этого матрицу 6 выполняют из материала, отвечающего соотношению 130≤ Тв. ф/Пл. м. ≤ 530, где Тв. ф. - твердость по Шору А материала вулканизованной эластичной матрицы 6, усл.ед
Пл. м. - пластичность невулканизованной резиновой смеси, используемой для изготовления изделий 9, усл. ед. Матрицу 6 формуют в той же пресс-форме и тем же пуансоном 2, что и изделие 9. 2 ил. 3 табл.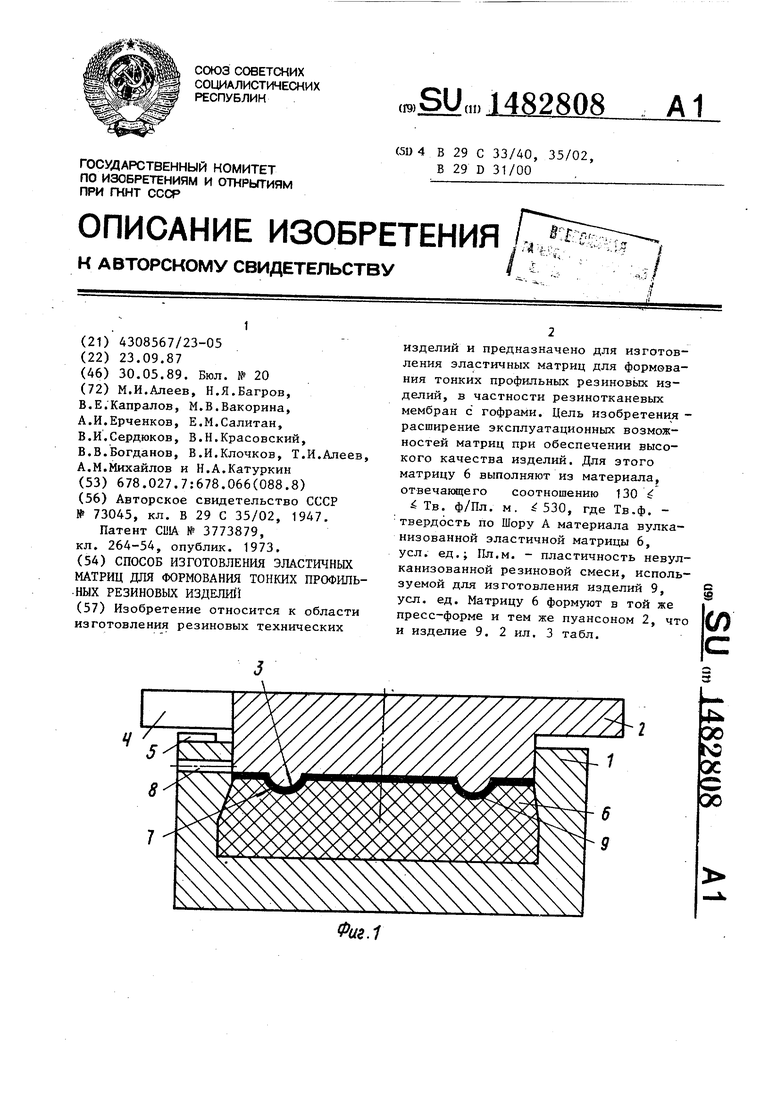
Составы и свойства резиновых смесей, используемых для изготовления эластичных матриц
Углерод техн.-П803
(ПМ-15)50,0
110,0
Углерод техн.-ПМ-40Н Углерод техн.-ПМ-ЗОВ Дибутилфт алат 5,0
Кислоты жирные,
С,7-С1в2,0
Дибутилсебацинат Твердость по Шору А, усл. ед.55
20,0 14,0 -30,0
6961
25,6
1,51,01,01,01,0 1,0
35,0 -20,0 11,0
72
80
3694
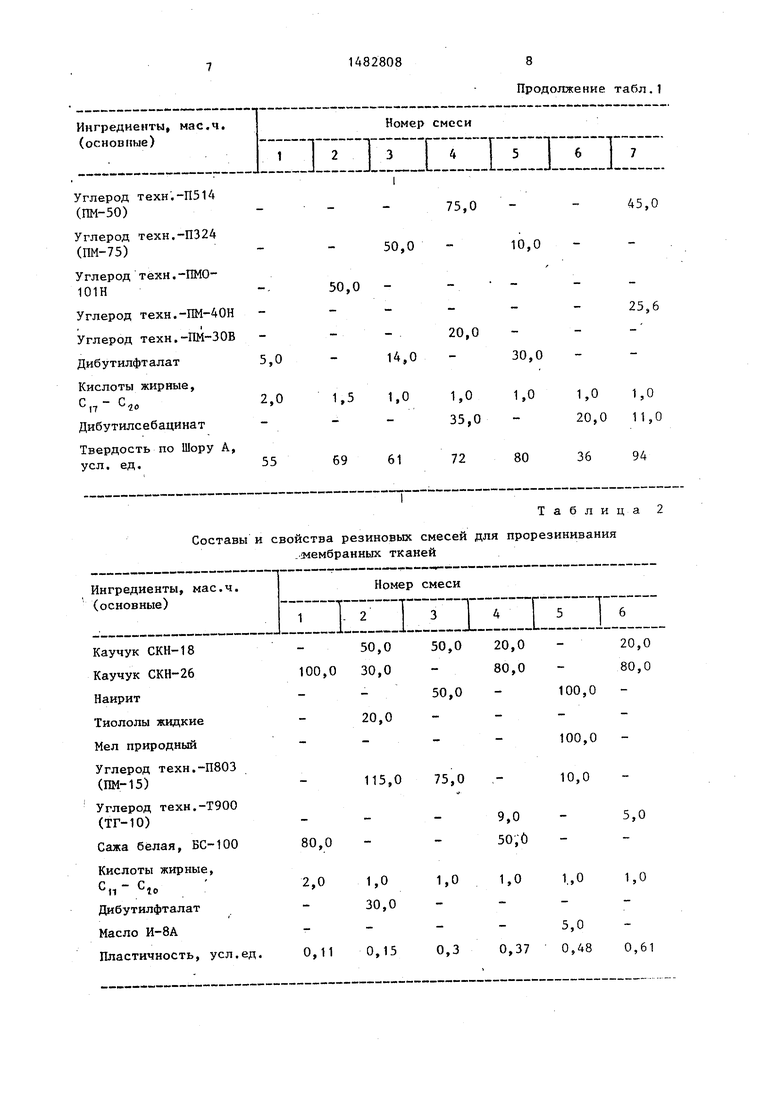
Составы и свойства резиновых смесей для прорезинивания мембранных тканей
Наирит
Тиололы жидкие Мел природный
Углерод техн.-П803 (ПМ-15)
Углерод техн.-Т900 (ТГ-10)
Сажа белая, БС-100
Кислоты жирные,
г - г Si So
Дибутилфталат Масло И-8А Пластичность, усл.ед,
50,0
20,0
115,0 75,0
9,0 50,С
100,0
100,0
10,0
5,0
1,01,01,01,0
80,0
2,01,0
30,05,0 0,110,150,30,37 0,48 0,61
Продолжение табл.1
25,6
20,0 14,0 -30,0
72
80
3694
Таблица 2
50,0
100,0
20,0
100,0
115,0 75,0
10,0
9,0 50,С
5,0
1,01,01,01,0
Таблица 3
Результаты исследования отклонение толщины вулканизованных резинотканевых мембран с гофрами толщиной 0,2 мм
Фиг. 2
| Способ получения резинотканевых диафрагм | 1947 |
|
SU73045A1 |
| Солесос | 1922 |
|
SU29A1 |
| Патент США № 3773879, кл | |||
| Железнодорожный снегоочиститель | 1920 |
|
SU264A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
