| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления эластичных матриц для формования тонких профильных резиновых изделий | 1987 |
|
SU1482808A1 |
| Пресс-форма для изготовления изделий из полимерного материала с армирующей основой | 1986 |
|
SU1509264A1 |
| Способ изготовления резинотканевых мембран | 1987 |
|
SU1497042A1 |
| Пресс-форма для изготовления изделий из полимерного материала с армирующей основой | 1986 |
|
SU1549765A1 |
| Устройство для изготовления резиновых полусферических оболочек | 1987 |
|
SU1481078A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБНЫХ ПРОТЕЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2317797C1 |
| Способ изготовления резиноармированных изделий типа тел вращения | 1983 |
|
SU1225790A1 |
| Устройство для формования изделий | 1978 |
|
SU737367A1 |
| КАРКАС ПОВОРОТНОГО СОПЛА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ВЫКЛАДОЧНО-ПРЕССОВОЧНАЯ ОСНАСТКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2014 |
|
RU2551467C1 |
| Пресс-форма для сращивания отрезков кабеля и присоединения их к арматуре | 1982 |
|
SU1125686A1 |
Изобретение касается изготовления резиновых технических изделий и может быть использовано для формования резинотканевых мембран. Цель изобретения - повышение качества изделий за счет компенсации усадки упругой матрицы и снижения ее смещения. Для этого обойма выполнена состоящей из концентрично расположенных металлического кольца 3 и установленного в нем съемного стакана 4. Нижний торец кольца 3 и дно 5 стакана 4 расположены в одной плоскости. Дно 5 стакана 4 выполнено перфорированным с закрепленными в его отверстиях фиксаторами в виде грибообразных элементов 9 для удержания резиновой матрицы 8. Последняя армирована двумя слоями технической ткани 10. Концы ткани 10 выведены на периферийную часть стакана 4. Перед циклом формования гофрированных мембран в этой же пресс-форме изготавливается резиновая матрица 8. В стакан 4 укладываются поочередно три заготовки из листа резиновой смеси с размещенными между ними двумя слоями армирующей ткани 10. Пресс-форма закрывается и матрица 8 вулканизируется. При этом резиновая смесь заполняет свободные зоны в районе фиксаторов 9. Это исключает смещение матрицы 8 при формовании мембран. Тканевые слои матрицы 8 компенсируют ее усадку. 2 з.п. ф-лы, 2 ил.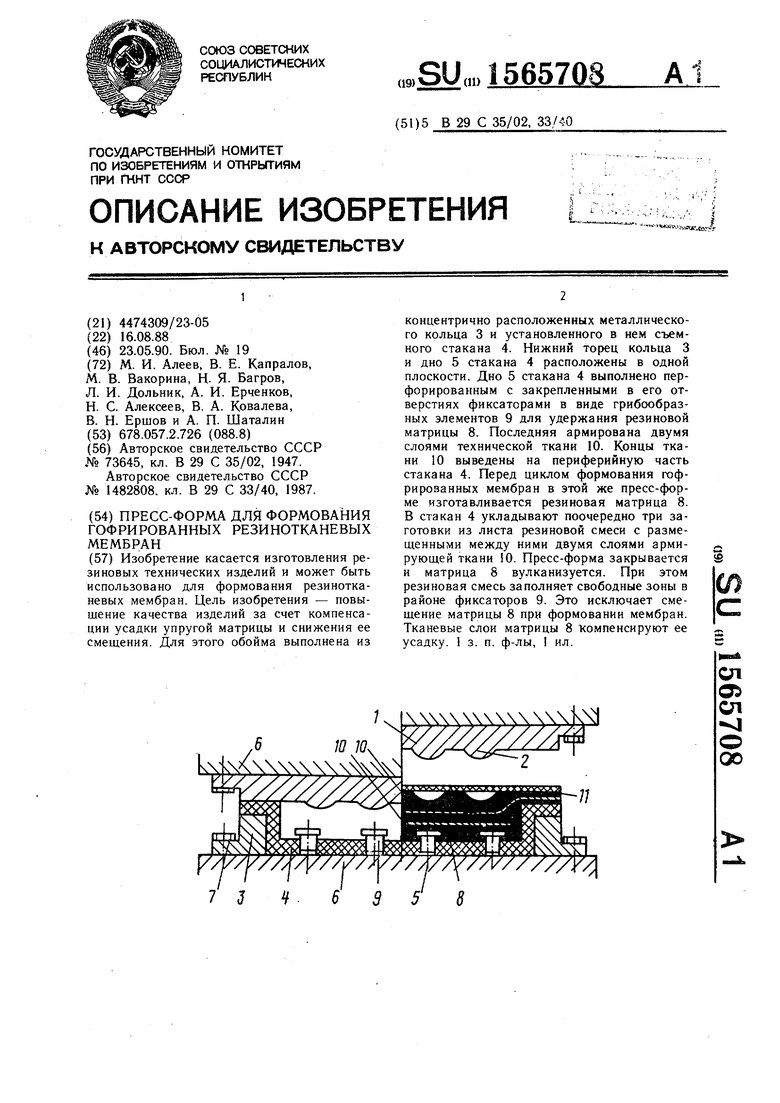
| Способ гидроизоляции штабелей торфа | 1947 |
|
SU73645A1 |
| Солесос | 1922 |
|
SU29A1 |
| Способ изготовления эластичных матриц для формования тонких профильных резиновых изделий | 1987 |
|
SU1482808A1 |
| кл | |||
| Солесос | 1922 |
|
SU29A1 |
