кромок зубьев, что обеспечивает высо- 45 ющего поперечную прорезь полосы с кую износостойкость пил. При этом большей шириной.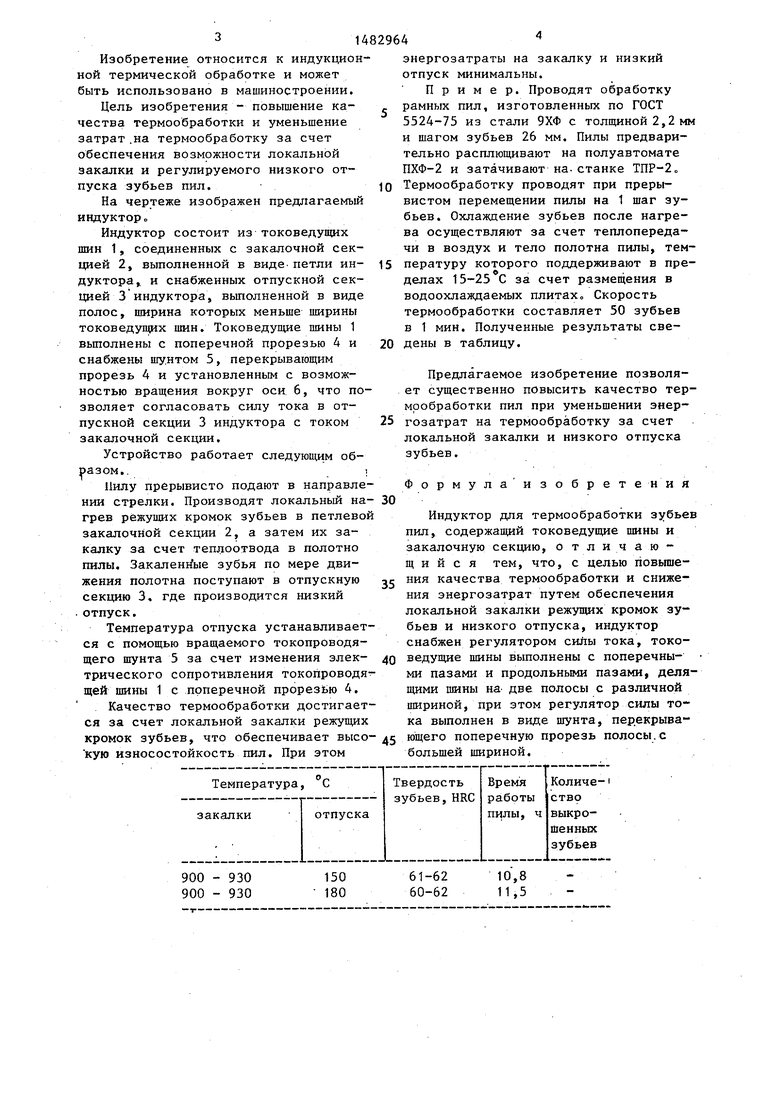
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ТЕРМОЗАКАЛКИ РЕЖУЩЕЙ КРОМКИ РЕЗЦА | 2007 |
|
RU2341568C2 |
| Станок для закалки ленточных пил | 1979 |
|
SU863678A2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЗУБЬЕВ ДИСКОВ ПИЛ | 2004 |
|
RU2259408C1 |
| Способ восстановления пил | 1987 |
|
SU1447896A1 |
| КРУГЛАЯ ПИЛА | 1992 |
|
RU2048286C1 |
| ИОТЕКА I | 1970 |
|
SU287078A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ РАБОЧЕЙ ЧАСТОТЫ ВРАЩЕНИЯ КРУГЛОЙ ПИЛЫ | 1992 |
|
RU2095236C1 |
| ДИСКОВАЯ ПИЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2086408C1 |
| Автоматическая линия изготовления ножовочных полотен | 1977 |
|
SU639949A1 |
| Установка для термообработки изделий | 1981 |
|
SU1014926A1 |
Изобретение относится к индукционной термической обработке. Целью изобретения является повышение качества термообработки пил и уменьшение энергозатрат на термообработку путем локальной закалки и низкого отпуска зубьев пил. При шаговом перемещении полотна пилы очередной зуб нагревают в закалочной секции 2 индуктора , а закаленные зубья перемещаются в отпускную секцию 3 индуктора. При этом силу тока в секциях индуктора регулируют шунтом 5, перекрывающим прорезь 4 в токоведущих шинах 1. 1 ил. 1 табл.
