Изобретение относится к индукционному нагреву.
Известна установка для термообработки изделий, содержащая индукторспрейер, подающий механизм и установленное на опорах качения устройство для вращения, состоящее из расположенных по обе стороны индуктора-спрейера в ряд секций упругих в торцовом напряжении дисков со сквозйыми окнами и сообщающимся с ними радиальными прорезями центральным концентричным отверстием, кине- . матически связанных между собой и приводом посредством шестерен .1. В этой установке устройство для вращения и другие вращающиеся механизмы имеют подшипниковые опоры качения, расположение которых на расстоянии, достаточно удаленном от зоны прохождения термообрабатываемого изделия., не возможно осуществить, в связи с чем они находятся под пос аоянным воздействием высоких температур, испаряющейся и разбрызгивающейся закалочной среды и электромагнитного поля индуктора, и быстро выходят из строя, снижая тем самым надежность и производительность работы установки.
.Цель изобретения - повышение надежностй работы установки.
Для достижения поставленной цели в установке для термообработки . изделий, содержащей индуктор-спрейер, закрепленные в цилиндрическом корпусе диски со сквозными окнами и сообщающимися с ними радиальными прорезями, прижимные ролики,, упоры с пружиной, привод, кинематически связанный с дисками посредством шестерен, диски закреплены внутри шестерен и каждый диск размещен между роликами, при этом часть роликов связана между собой с помощью соединительной планки, закрепленной на осях и соединенной с пружиной упора. Установка снабжена установленными в отверстиях секций вкладышами, связывающими между собой разделенные прорезями участки дисков.
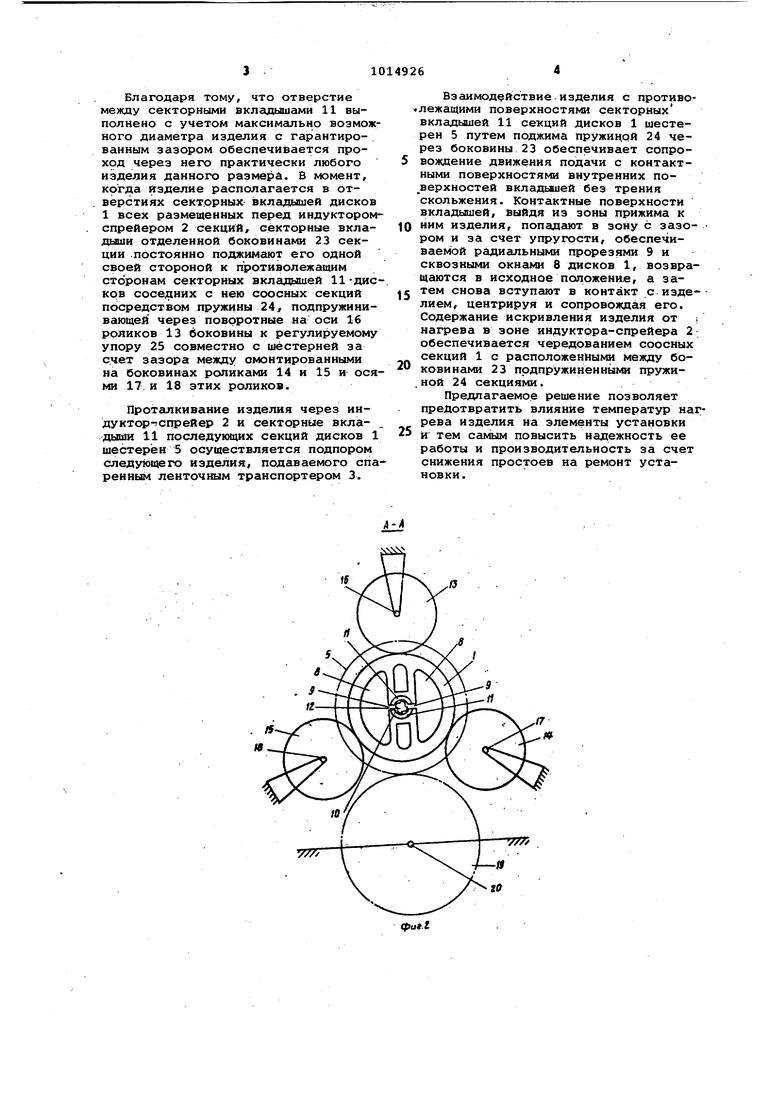
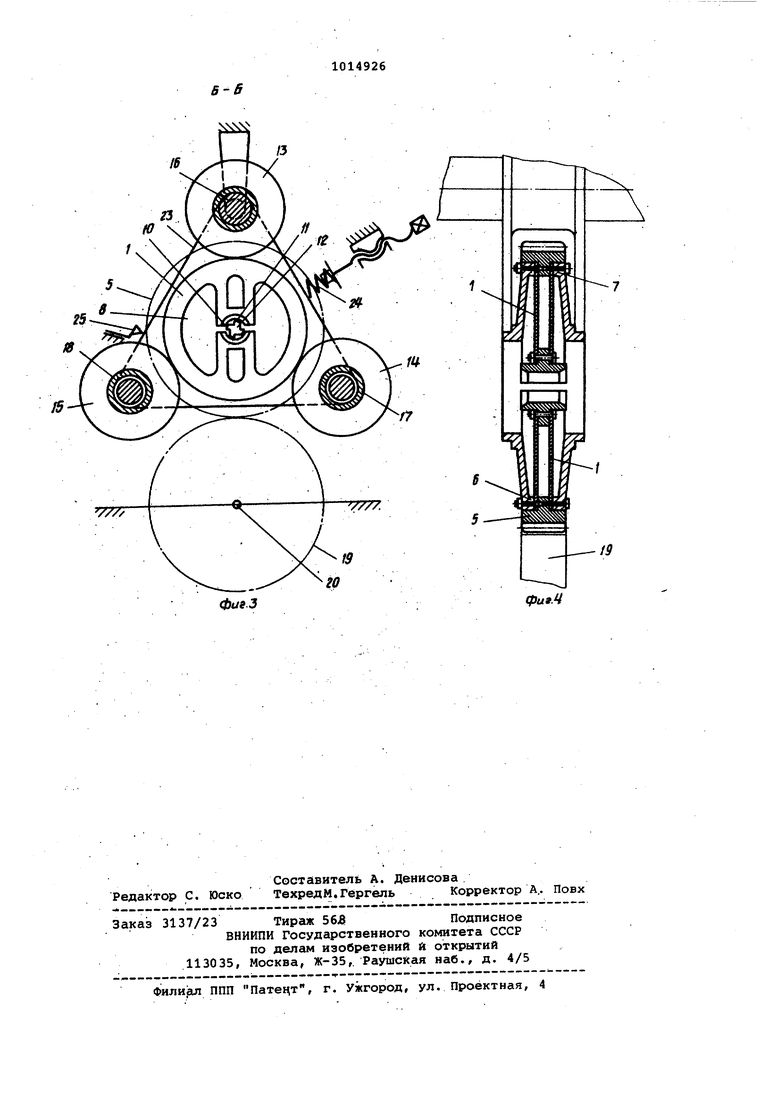
На фиг. 1 изображена кинематическая схема предлагаемой установки; на фиг. 2 - разрез А-А на фиг.1; на фиг. 3 - разрез Б-Б на фиг.1; на фиг. 4 - шестерня с дисками, разрез.
Установка содержит устройство для вращения, состоящее из расположенных в ряд секций упругих в торцовом направлении дисков 1, индукторспрейер 2, подающий механизм, образованный спаренным ленточным транспортером 3, и механизм 4 загрузки. Секции дисков по периферии закреплены внутри шестерен 5 между торцовыми частями б и 7 их составной ступицы и расположены по обе стороны индуктора-спрейера 2. Каждая секция
дисков имеет сквозные окна 8 и сообщающееся с ними радиальными прорезями 9 центральное концентричное отверстие 10, в котором расположены продольно секторные вкладыши 11, 5 связывающие между собой.разделенные прорезями участки дисков. Отверстие между вкладышами 11 выполнено с учетом максимально допустимого номинального размера на диаметр обрабатываемого изделия 12. Шестерни 5 составными частями б и 7 ступицы свободно установлены между роликами 13-15, оси 16-18 которых расположены по окружности на равном расстоя5 НИИ одна от другой. Между собой шестерни5 соединены посредством сцепленных с ними шестерен 19 вала 20, связанного клИноременной передачей 21 с приводом 22.
Q По разные стороны от индуктораспрейера 2 ряд секций имеет секцию, отделенную от соседних с нею секций боковинами 23, установленными на осях 16 роликов 13 с возможностью с поворота. Ролики 14 и 15 этой секции смонтированы в боковинах 23 и установлены на осях 17 и 18 с зазором, а боковины пружиной 24 подпружинены к регулируемому упору 25.
Изделия 12, подлежЕццие термообработке, загружаются в бункер механизма 4 загрузки и установка включается в работу. ПРИ этом вращение от привода 22 через клиноременную передачу 21 передается валу 20 с 5 установленными на нем шестернями 19, которые, находясь в зацеплении с шестернями 5, расположенными между роликами 13-15 частями б и 7 составной ступицы, сообщают им синхронное 0 вращение. Механизм 4 загрузки, работая в автоматическом режиме, поочередно подает изделия 12 в зону дей-. ствия спаренного ленточного транспортера 3, встречно движущиеся ветви с лент которого сообщают попавшему
между ними изделию жестко настроенную скорость и проталкивают его через последующие-детсши в отверстие между секторными «хлаАЕлиами 11 секций диской 1 первой по ходу движения
вращакяцейся на роликах шестерни 5.
В процессе дгшьнейшего перемещения спаренным ленточным транспортером 3 изделие проходит секторные
55 вкладьпии этой шестерни и попадает во вкладыши 11 дисков секции, отделенной от. соседних с нею секций боковинами 23, и увлекается ими во вращение вокруг собственной оси.
60 Далее, перемещаясь поступательно, изделие проходит своим передним по направлению подачи концом в отверстие между секторными вкладышами дисков 1 следующей секции, соосно
5 установленной с первой.
Благодаря тому, что отверстие между секторными вкладышами 11 выполнено с учетом максимально возможного диаметра изделия с гарантированным зазором обеспечивается проход через него практически любого изделия данного размер. В момент, кргда изделие располагается в отверстиях секторных- вкладрлией дисков 1 всех размещенных перед индукторомспрейером 2 секций, секторные вкладыши отделенной боковинами 23 секции .постоянно поджимают его одной своей стороной к противолежащим сторонам секторных вкладышей 11дисков соседних с нею соосных секций посредством пружины 24, подпружинивающей через поворотные на оси 16 роликов 13 боковины к регулируемому упору 25 совместно с шестерней за счет зазора между смонтированными на боковинах роликами 14 и 15 и- осями 17,и 18 этих роликов.
Проталкивание изделия через индуктор-5Спрейер 2 и секторные вкла- дыши 11 последующих секций дисков 1 ш0стерён 5 осуществляется подпором следующего изделия, подаваемого спаренным ленточным транспортером 3,
Взаимодействие изделия с противо«лежащими поверхностями секторных вкладышей 11 секций дисков 1 шестерен 5 путем поджима пружиной 24 через боковины 23 обеспечивает сопровождение движения подачи с контактными поверхностями внутренних по верхностей вкладашей без трения скольжения. Контактные поверхности вкладышей, выйдя из зоны прижима к
0 ним изделия, попадают в зону с зазо- ром и за счет упругости, обеспечиваемой радиальными прорезями 9 и сквозными окнами 8 дисков 1, возвращаются в исходное положение, а затем снова вступают в контакт с изделием, центрируя и сопровождая его. Содержание искривления изделия от ; нагрева в зоне индуктрра-спрейера 2 обеспечивается чередованием соосных секций 1 с расположенными между боковинами 23 подпружиненными пружи.ной 24 секциями.
Предлагаемое решение позволяет предотвратить влияние температур нагрева изделия на элементы установки
5 и тем самым повысить надежность ее работы и производительность за счет снижения простоев на ремонт установки.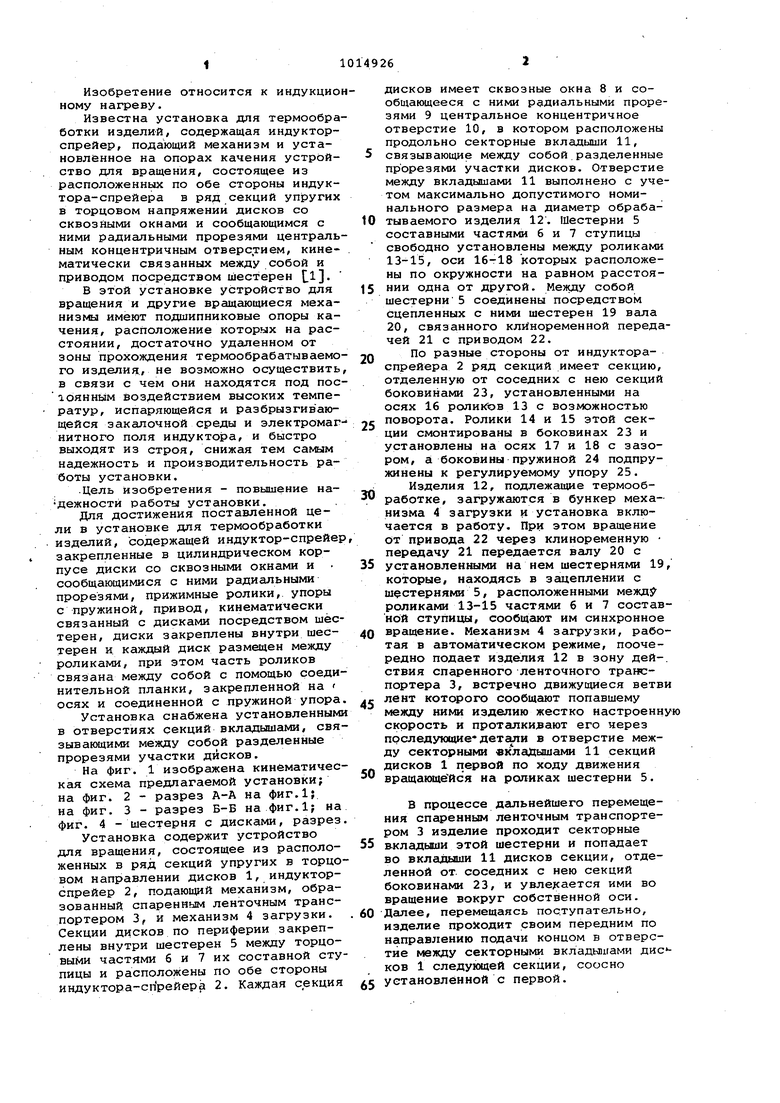
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для термообработки изделий | 1977 |
|
SU711121A1 |
| Установка для термообработки изделий | 1985 |
|
SU1303620A1 |
| Установка для термообработки стержневых изделий | 1989 |
|
SU1740441A1 |
| Установка для термообработки изделий | 1989 |
|
SU1708873A1 |
| Станок для термообработки длинномерных изделий малого диаметра | 1975 |
|
SU558947A1 |
| Установка для термообработки изделий | 1989 |
|
SU1694661A1 |
| СТАНОК ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1972 |
|
SU360377A1 |
| Устройство для индукционной закалки круглых деталей | 1969 |
|
SU614132A1 |
| Поточная линия механообработки и термообработки деталей | 1980 |
|
SU861010A1 |
| ИНВАЛИДНАЯ КОЛЯСКА С ЭЛЕКТРОМЕХАНИЧЕСКИМ ПРИВОДОМ | 1991 |
|
RU2085166C1 |
УСТАНОВКА ДЛЯ ТЕРМООБРАБОТКИ ИЗДЕЛИЙ, содержгицая индуктор-спрейер, закрепленные в цилиндрическом Kophyce диски со сквозными окнами и сообщающимися с ними радиальными прорезями, прижимные ролики, упоры с пружиной, привод, кинематически связанный с дисками посредством шестерен, о тли чающая,с я .тем, что, с целью повьшения надежности работы установки, диски закреплены внутри шестерен и каждый диск размещен между роликами, при этом часть роликов связана между собой с помсхцью соединительной планки, закрепленной на их осях и соединенной с пружиной упрра. 2. Установка по п. 1, отлич а ю щ а я с я тем, что установка снабжена уотановленныкш в отверстияк секций вкладышами, связываккцими между собой разделенные прорезями участки дисков. NfSl х ND Э
IS
а
го
фигЗ
фигМ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| : | |||
