1
Изобретение относится к области термической обработки металлов и может быть использовано для изготовления и термической обработки с применением индукционного нагрева ножовочных полотен из углеродистой стали.
Известна линия изготовления изделий из рулонного материала, содержащая установленные в технологической последовательности механизм загрузки, установку для разделения материала на изделия индуктор с закалочной и отпускной секциями, между которыми расположено закалочное устройство и механизм прерывистой подачи изделий на термическую обработку.
Недостатком известной линии является низкая производительность вследствие поштучной термической обработки изделий.
Известен станок для закалки ленточных игл, содержащий механизм загрузки рулона насечной ленты, выполненный в виде сматывающей бобины, станину с валковым механизмом непосредственной подачи ленты в индуктор, намоточную бобину и компенсационное устройство (фрикционную муфту) для компенсации скоростей подачи ленты под термообработку и наматывания ее на бобину.
Недостатком известного станка является невозможность встраивания его в автоматическую линию нзготовления ножовочных полотен вследствие того, что его компенсационное устройство не позволяет осуществить остановку ленты в момент ее разделения на щтучные заготовки.
Цель изобретения - повышение производительности автоматической линии изготовления изделий, например ножовочных полотен, за счет автоматизации и непрерывности процессов термической обработки и разделения ленты.
Это достигается тем, что в известной лиНИИ компенсационное устройство и механизм прерывистой иодачи установлены последовательно друг за другом между закалочным устройством и отпускной секцией индуктора, при этом компенсационное устройство выполнено в виде подпружиненных во встречном направлении шарнирно закрепленных на основании закалочного станка секторных нанравляющих.
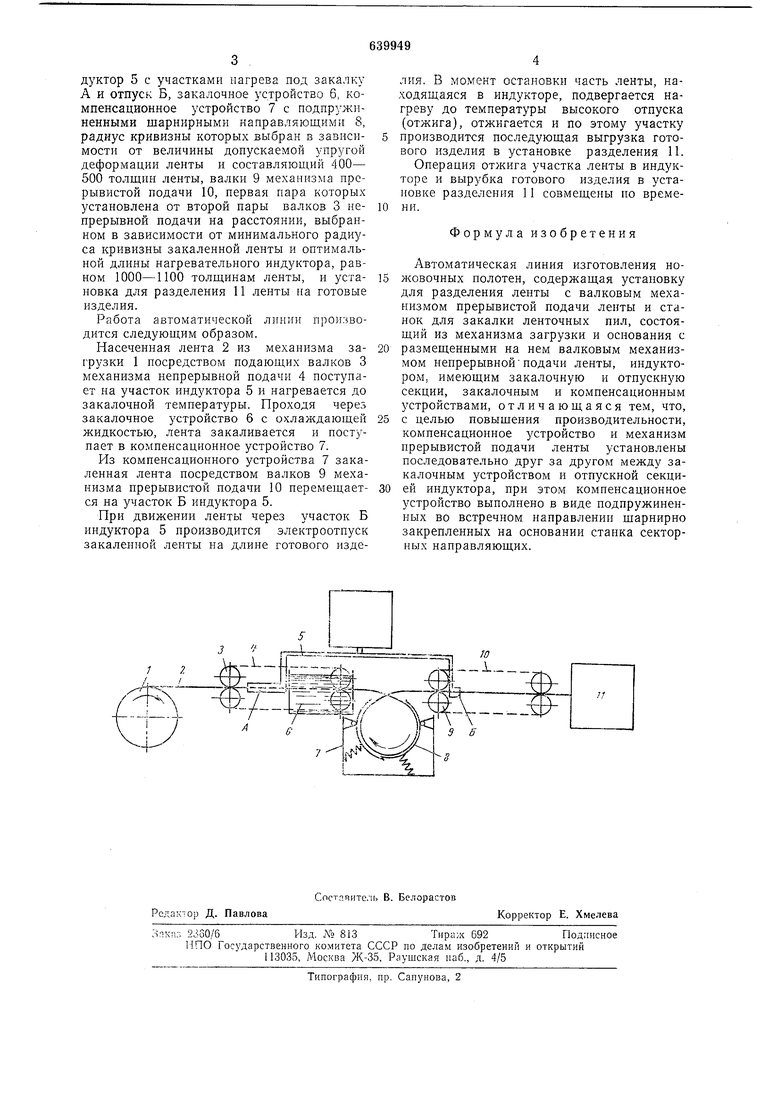
На чертеже нредставлена схема автоматической линии изготовления ножовочных полотен.
Линия содержит механизм загрузки 1 ленты 2, подающие валки 3 механизма непрерывной подачи 4, нагревательный индуктор 5 с участками нагрева под закалку А и отпуск Б, закалочное устройство 6, компенсационное устройство 7 с подпружиненными шарнирными направляющими 8, радиус кривизны которых выбран в зависимости от величины допускаемой упругой деформации ленты и составляющий 400- 500 толщин ленты, валки 9 механизма прерывистой иодачи 10, первая пара которых установлена от второй пары валков 3 непрерывной подачи на расстоянии, выбранном в зависимости от минимального радиуса кривизны закаленной ленты и оптимальной длины нагревательного индуктора, равном 1000-1100 толщинам ленты, и установка для разделения 11 ленты па готовые изделия.
Работа автоматической линии производится следующим образом.
Насеченная лента 2 из механизма загрузки 1 иосредством подающих валков 3 механизма непрерывной подачи 4 иоступает на участок индуктора 5 и нагревается до закалочной температуры. Проходя через закалочное устройство 6 с оклаледающей жидкостью, лента закаливается и поступает в компенсационное устройство 7.
Из компенсационного устройства 7 закаленная лента посредством валков 9 механизма прерывистой подачи 10 перемещается на участок Б индуктора 5.
При движении ленты через участок Б индуктора 5 нроизводится электроотпуск закаленной ленты на длине готового изделия. В остановки часть ленты, находящаяся в индукторе, подвергается нагреву до температуры высокого отпуска (отжига), отжигается и по этому участку производится последующая выгрузка готового изделия в установке разделения 11. Операция отжига участка ленты в индукторе и вырубка готового изделия в установке разделения 11 совмещены но времени.
Формула изобретения
Автоматическая линия изготовления ножовочных полотен, содержащая установку для разделения ленты с валковым механизмом прерывистой подачи ленты и станок для закалки ленточных пил, состоящий из механизма загрузки и основания с размещенными на нем валковым механизмом непрерывнойподачи ленты, индуктором, имеющим закалочную и отпускную секции, закалочным и компенсационным устройствами, отличающаяся тем, что, с целью повышения производительности, компенсационное устройство и механизм ирерывистой подачи ленты установлены последовательно друг за другом между закалочным устройством и отпускной секцией индуктора, при этом компенсационное устройство выполнено в виде подпружиненных во встречном направлении щарнирно закрепленных на основании станка секторных направляющих.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления ножевых полотен | 1989 |
|
SU1759911A1 |
| Линия термообработки деталей | 1982 |
|
SU1073303A1 |
| Поточная линия механообработки и термообработки деталей | 1980 |
|
SU861010A1 |
| Автоматическая линия для термообработки плоских деталей | 1981 |
|
SU1084317A1 |
| Способ закалки цилиндрических изделий с осевым отверстием | 1983 |
|
SU1154345A1 |
| Автоматическая линия бездеформационной термообработки деталей | 1989 |
|
SU1759910A1 |
| Установка для изготовления гнуто-гО зАКАлЕННОгО лиСТОВОгО СТЕКлА | 1979 |
|
SU808388A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ТЕРМООБРАБОТКИ ДИСКОВ | 1971 |
|
SU293554A1 |
| Поточная линия для упрочняющей обработки труб | 1981 |
|
SU992601A1 |
| Закалочно-отпускной агрегат | 1989 |
|
SU1775592A1 |
