Известна машина для крытья обложками штукованных заготовок нереплетных крышек, включаюш;ая самонаклад штукованных заготовок, клеевой аппарат, склеиваюш,ие валики, транспортируюш,ую каретку и механизмы загибки продольных и поперечных клапанов.
Предлагаемая машина, имеюш,ая по сравнению с известной большую производительность, снабжена самонакладом обложек, выполненным в виде магазина, дно которого представляет собою периодически перемещаюш,ийся ленточный транспортер, и периодически качающихся присосов, приводимых в движение посредством кулачково-рычажного механизма и системы шарнирно связанных между собою рычагов. В .машине применен бесконечный цепной транспортер с системой сдвоенных клапанов для передачи обложек к клеевому аппарату и склеиваюш,им валикам. Механизмы загибки клапанов обложек выполнены в виде системы роликов, перемеш,аюш,ихся по верхней поверхности заготовки во взаимно-перпендикулярных направлениях и приводимых в от кулачка, установленного на главном валу машины, с помош,ью подпружиненной системы рычагов.
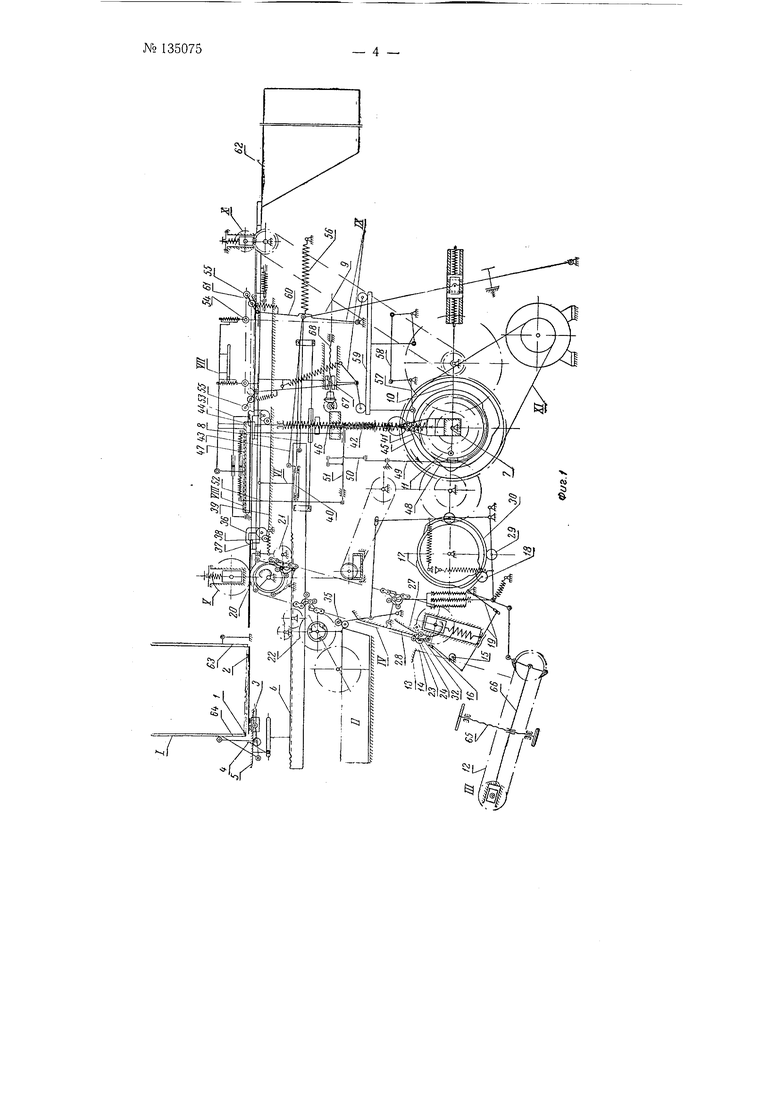
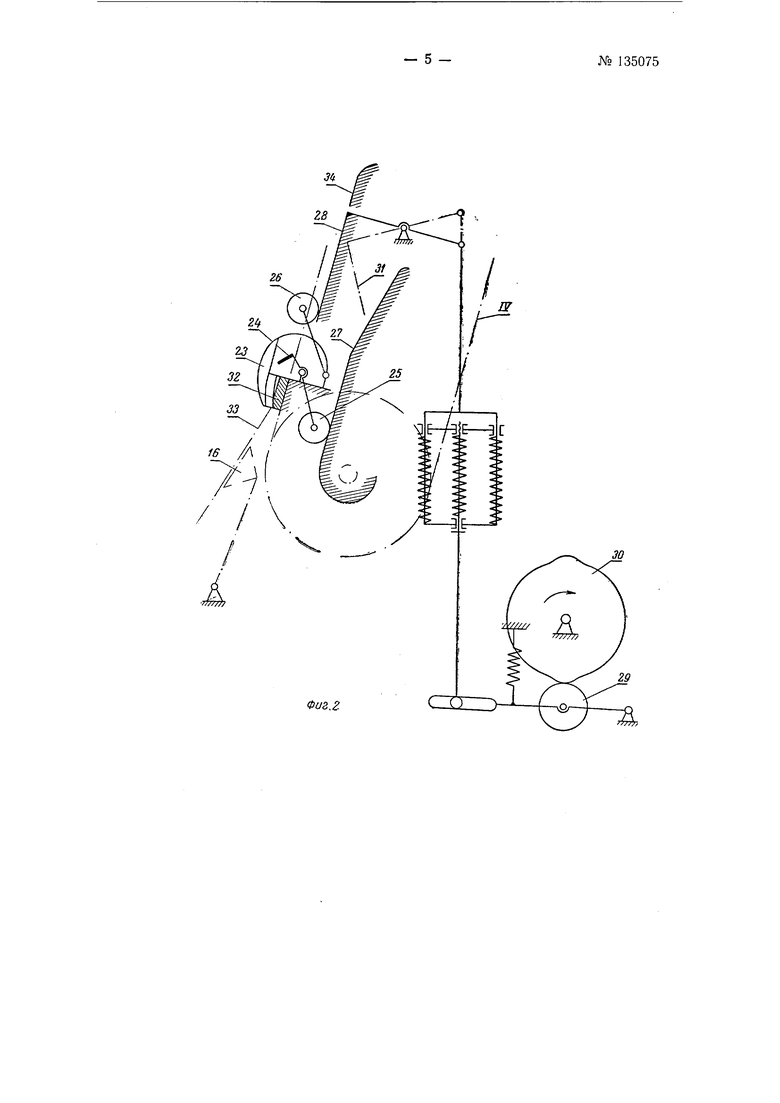
На фиг. 1 изображена кинематическая схема машины; на фиг. 2 - схема сдвоенных клапанов бесконечного цепного транспортера.
Машина имеет следуюш,ие основные узлы: самонаклад / штукованных заготовок переплетных крышек, клеевой аппарат //, самонаклад /// обложек, бесконечный цепной транспортер IV с системой сдвоенных клапанов, склеиваюш,ие валики V, транспортируюшую каретку VI, прижим Vfl, механизм VIII загибки продольных клапанов обложки и заделки уголков, механизм IX загибки поперечных клапанов обложки, каландрируюш,ие валики X и привод XL
Штукованные заготовки переплетных крышек укладываются в магазине самонаклада / заготовок в развернутом виде лицевой стороной вниз на поддерживающие штыри J и нижние направляющие 2; таким образом заготовки располагаются в наклонном положении.
№ 135075На задней стенке магазина самонаклада заготовок шарнирно закренлены присосы 3, которые под действием пружин прижимаются к нижней поверхности нижней заготовки. При движении толкателей 4 влево (по чертежу) прнсосы 3 посредством закрепленной па П1тапге толкателей горки 5 отклоняются впиз и снимают нижнюю заготовку со штырей /. При движении толкателей вправо снятая заготовка выталкивается из магазина самонаклада / и перемещается на соединение с обложками. Штанга толкателей 4 закреплена на рейке 6 и приводится в движение от главного вала 7 через две тяги 8, рычаги 9, тягу 10 и кривогпип //.
Обложки загружаются в самонаклад /// обложек лицевой стороной к бесконечному цепному транспортеру IV двумя параллельными стопами головкой вверх. Дно магазина самонаклада обложек выполнено в виде периодически перемещающегося ленточного транспортера 12. В верхней части магазина самонаклада находятся ограничивающая пластина 13 и упоры 14, ниже которых расположен поддерживающий валик 15. Самонаклад обложек включает в себя присосы 16, которые приводятся в периодическое качательное движение от кулачка 17 через ролик 18 и систему шарнирно связанных между собою рычагов 19.
Склеивающие валики V и бесконечный цепной транспортер IV приводятся в движение от рейки 6, причем шестерня 20, сцепленная с шестерней 21, передает движение склеивающим валикам и транспортеру с номощью собачки и храповика; валики клеевого аппарата // получают движение также от рейки 6 через систему шестерен, из которых шестерня 22 передает движение валикам клеевого аппарата при помощи обгонной муфты.
Таким образом, склеивающим валикам V и валикам клеевого аппарата // сообщается периодическое движение в одном направлепии.
Бесконечный цепной транспортер IV снабженсистемой сдвоенных больших клапанов 23 и малых клапанов 24, соответственно связанных с роликами 25 и 26. Ролик 25 взаимодействует с горкой 27, а ролик 26 - с подвижной горкой 28. В исходном положении клапаны 23 и 24 находятся в открытом положении, так как ролик 29, кинематически связанный с подвижной горкой 28, находится на меньшем выступе кулачка 30 и горка 28 занимает положение, указанное на фиг. 2 пунктиром 31. На цепи транспортера /V укреплены планки 32. После того, как присосы 16 отклонят обложку 33 на планку, большие клапаны 23 под воздействием подвижной горки 28 закрываются и плотно прижимают обложку к планке. При рабочем ходе транспортера по часовой стрелке большие клапаны 23 вытаскивают обложку из магазина самонаклада обложек. В это же время малые клапаны 24 движутся в открытом положении, но когда ролик 25 переходит на наклонную часть горки 27, то онн под действием пружин кручения закрываются и, таким образом, обложка некоторое время перемещается и большими и малыми клапанами. Когда же ролик 26 перейдет на неподвижный упор 34, а затем на подвижную горку 28, - большие клапаны под действием своих пружин кручения открываются и дают возможность малым клапанам провести обложку через клеевой аппарат. Валик 35 предназначен для поджатия хвостовой части обложки к клеенаносящему валику клеевого апнарата.
Склеенные обложка и заготовка к моменту остановки склеивающих валиков V неполностью выходят из них. На транспортирующей каретке V щарнирно закреплены две пары клапанов 36, которые пружинами прижимаются к верхним площадкам 37 каретки. Ролики 38, свободно посаженные на одном плече клапанов 36, постоянно находятся в контакте с неподвижной направляющей 39. Поэтому при опускании каретки клапаны 36 открываются, а при движении ее вверх - закрываются.
Каретка движется по направляющим 40, которые во время выстоя каретки в крайних по«тожениях перемещаются по вертикали под действием кулачка 41, закреплепного на главном валу 7, и пружины 42. Возвратно-поступательное движение каретки осуществляется рычагом 9 через тягу 43. К моменту остановки склеивающих валиков V и зажатой между ними переплетной крышки каретка достигает крайнего левого положения.
В крайнем правом положении каретки крыщка занимает позиции в механизме VII загибки продольных клапанов обложки и заделки уголков. В этом положении на крышку опускается планка 44 ирижима, перемещение которого по вертикали осуществляется кулачком 45 и пружиной 46. Загибка продольных клапанов производится роликами 47, которые циклично перемещаются по столу от кулачка 48 через рычаги 49, 50, 51, 52 и 55.
Вместе с роликами 47 перемещаются устройства для заделки уголков обложки (не показанные на чертеже).
В следующем цикле переплетная крышка перемещается на позицию загибки поперечных клапанов, где п ф1тксируется подпружиненными роликами 54 прижима VII. Загибка производится двумя роликами 55, которые циклично перемещаются по верху заготовки во взаимноперпендикулярных направлениях под действием кулачка 48 и пружины 56 через рычаги 57, 58, 59, 60 и 61. После загибки поперечных клапанов при движении каретки вперед переилетная крышка вталкивается в каландрирующие валики X, которые выводят готовую крышку в приемный ящик 62.
Установка механизмом машины по формату переплетной крышки выполняется следующим образом.
Передняя стенка 63 самонаклада заготовок остается неподвижной, а к ней придвигается на необходимую величину его задняя степка 64. Ограничивающая пластина 13 самонаклада обложек остается неподвижной, а к ней передвигается на необходимую величину ленточный транспортер 12, что производится перемещением несущей траверсы 65 винтом 56.
Кроме того, один из роликов 55 посредством гайки 67 и винта 68 устанавливается на требуемом расстоянии от другого ролика.
Предмет изобретения
1.Машина для крытья обложками штукованных заготовок переплетных крышек, включающая самонаклад штукованных заготовок, клеевой аппарат, склеивающие валики, транспортирующую каретку и механизмы загибки продольных и поперечных клапанов, отличающаяс я тем, что, с целью уве тичения производительности машины, она снабжер1а самонакладом обложек, выполненным в виде магазина, дно которого представляет собою периодически перемещающийся ленточный транспортер, и периодически качающихся присосов, приводимых в движение с помощью кулачково-рычажного механизма и системы шарнирно связанных между собою рычагов.
2.Машина по п. 1, отличающаяся тем, что для передачи обложек к клеевому аппарату и склеивающим валикам применен бесконечный цепной трапспортер с системой сдвоенных клапанов.
3.Машина по пп. 1 и 2, о т л и ч а ю щ а я с я тем, что механизмы загибки клапанов обложек выполнены в виде системы роликов, перемещающихся по верхней поверхности заготовки во взаимно-перпендикулярных направлениях и приводимых в движение от кулачка, установленного на главном валу машины, с помощью подпружиненной системы рычагов.
- 3 -№ 135075